Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для обрезки кромок полос.
Цель изобретения - повышение производительности обработки полосы путем одновременного отделения кромки и ее измельчения.
На фиг. 1 изображена схема обработки полосы; на фиг. 2 - полоса с обрезаемой кромкой.
На агрегате продольной резки полосы обрезают кромку с неполным ее отделением в процессе резки за счет создания перемычек между кромкой и полосой. Перед обрезкой кромки от полосы на ее торец наносят концентраторы напряжений, например зарубки, через определенные расстояния по длине полосы. На любой стадии технологического процесса обработки полосы с неполностью отделенной кромкой, например перед смоткой, производят отделение кромки от полосы и ее измельчение путем двойного перегиба кромки, осуществляемого одновременно как в направлении вдоль, так и поперек ее пере- меш,ения. Измельчение кромки производят на отрезки, равные расстоянию между двумя соседними концентраторами напряжений.
На агрегате продольной резки осушеств- ляют обрезку кромки от полосы 1 размерами 2-4X250-465 мм из стали марки 50. Металл полос имеет временное сопротивление разрыву ав 750-1100 МПа при относнтель- ном удлинении 3-7%. Перед обрезкой кромки на ее торец наносят концентраторы напряжений в виде зарубок 2 глубиной 2 мм на расстоянии /i друг от друга, равном 200 мм. Зарубки 2 наносят при помощи барабана 3, снабженного твердосплавными вставками 4. Вращаясь вместе с барабаном, вставки 4 внедряются в торец кромки полосы на глубину 2 мм через каждые 200 мм.
5
Затем обрезают кромку 5 шириной 2,5 мм дисковыми ножами 6 с неполным отделением ее от полосы 1 за счет перемычек 7 шириной 1 мм через каждые 450 мм (/2 на фиг. 2), которые образуются углублениями 8 на дисковых ножах 6. Отделение кромки от полосы и ее одновременное измельчение производят перегибом по линии 9 ее обрезки и в направлении, перпендикулярном этой линии, показанном стрелками на фиг. 2. Перегиб кромки в двух направлениях осуществляют пропусканием ее между двумя рядами конических роликов 10, расположенных в шахматном порядке и воздействующих на полосу по принципу многороликовой правильной машины. Проходя между роликами, кромка многократно перегибается по линии реза, за счет чего разрушают перемычки 7. Одновременно в тех же роликах осуществляют перегиб кромки в направлении, перпендикулярном линии ее обрезки. При этом за счет 0 многократного перегиба кромку разрушают в местах концентратора напряжений и измельчают на обрезки длиной 200 мм, которые на выходе из перегибающего устройства собирают в установленный под перегибающим устройством короб.
5
Формула изобретения
Способ обработки полосы, включающий подачу полосы, обрезку кромки с неполным ее отделением в процессе обрезки и последующее окончательное ее отделение от полосы, отличающийся тем, что, с целью повышения производительности, перед обрезкой наносят на торцы полосы концентратора напряжений, а отделение кромки от полосы осуществляют одновременным изгибом кромки вдоль направления подачи полосы и в направлении, перпендикулярном направлению подачи полосы.
Редактор Е. Копча Заказ 7336/9
Составитель Ю. Филимонов
Техред И. ВересКорректор М. Самборская
Тираж 972Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4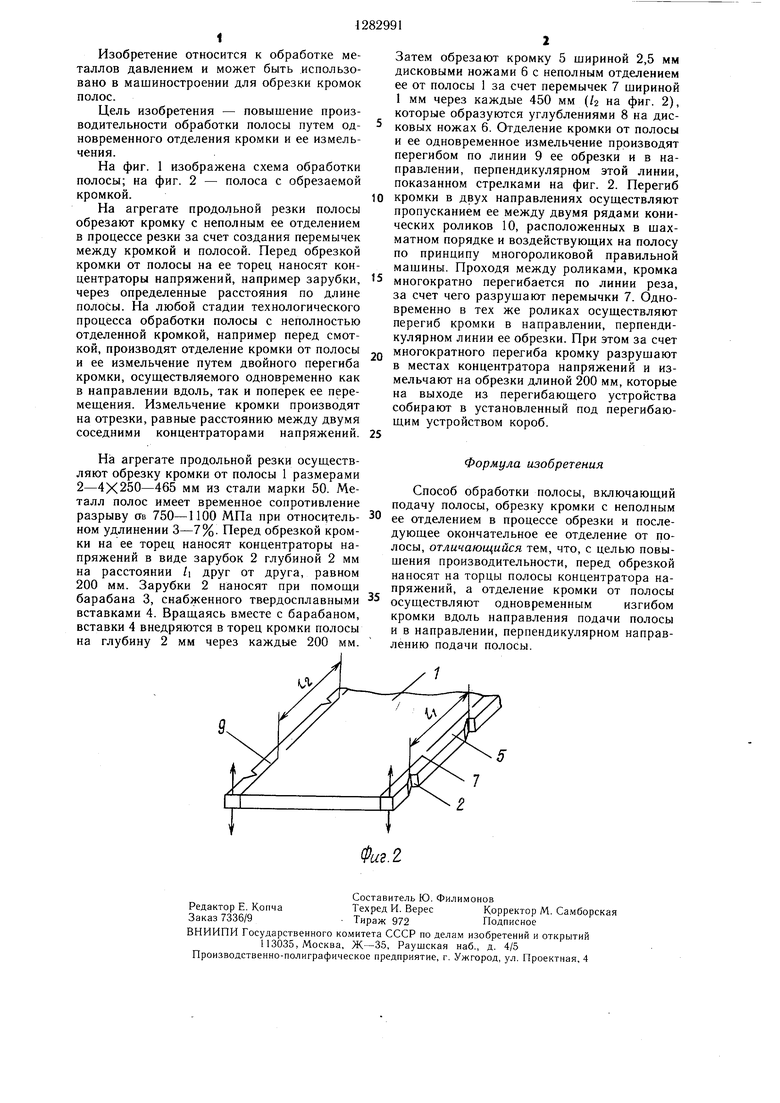
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для продольной резки полосового материала | 1985 |
|
SU1238909A1 |
| Способ получения полосового материала | 1986 |
|
SU1368112A1 |
| Способ обработки полосы | 1986 |
|
SU1479211A1 |
| Устройство для обрезки кромок полосового материала | 1986 |
|
SU1444099A1 |
| Способ горячей прокатки полос и листов | 1987 |
|
SU1479150A1 |
| Устройство к дисковым ножницам для перемещения и крошения обрезаемой кромки | 1986 |
|
SU1366325A1 |
| Инструмент для обрезки листового материала | 1982 |
|
SU1044436A1 |
| Способ производства полос | 1985 |
|
SU1274868A1 |
| Устройство для направления обрезаемой кромки полосового металла | 1986 |
|
SU1349908A1 |
| Устройство для обрезки кромки полосового материала и ее крошения | 1984 |
|
SU1177084A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для обрезки кромок полос. Цель изобретения - повышение производительности обработки полосы. Перед обрезкой кромки на ее торец наносят концентраторы напряжений в виде зарубок 2. Затем надрезают кромку 5 с неполным ее отделением от полосы 1 за счет перемычек 7. Отделение кромки и ее измельчение производят перегибом по линии 9 ее обрезки и в направлении, перпендикулярном этой линии. Перегиб кромки осуществляется двумя рядами конических роликов 10, расположенных в шахматном порядке. За счет многократного перегиба кромка разрушается в местах концентраторов напряжений. 2 ил. (Л 1 rtife л 5 ; , , / ю N) 00 ND СО СО US.1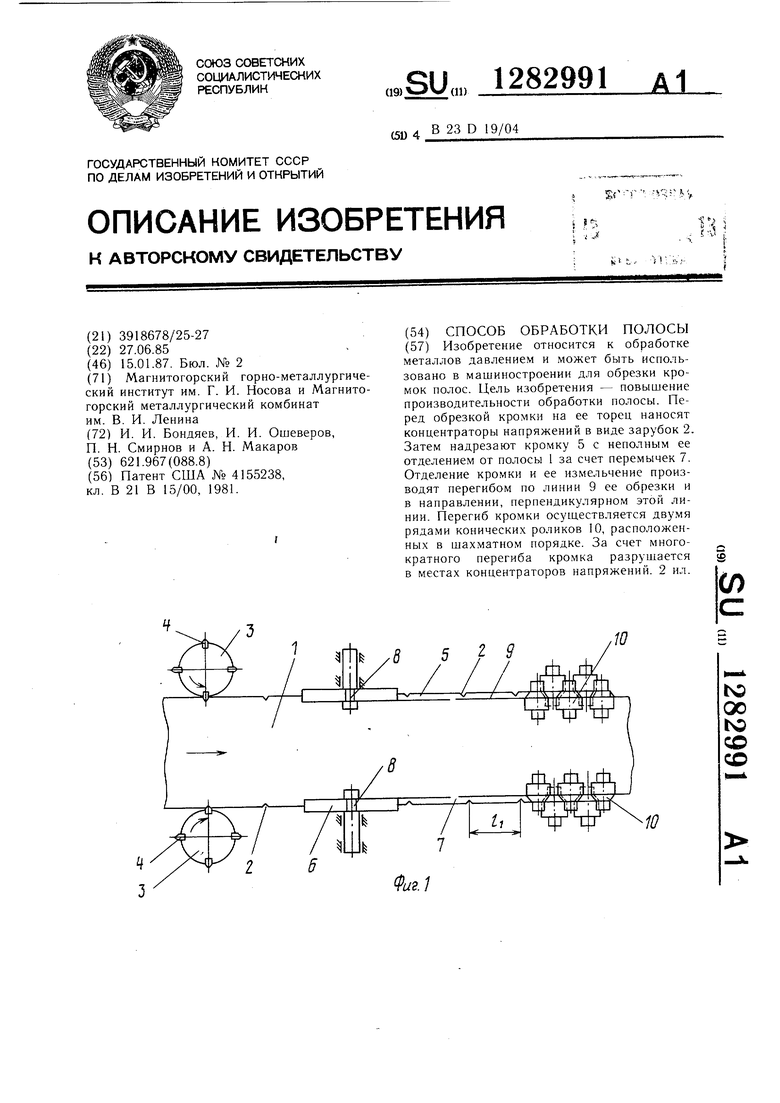
| Патент США № 4155238, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
