1
Изобретение относится к области микросварки и предназначено для при варки мостиков из микропроволбки к контактным площадкам изделий.
Известен способ приварки мостиков из ми к ро про волоок и к контактным площадкам, при котором микропроволоку подают в зону сварки в натянутом состоянии и приваривают к контактным площадкам двумя электродами 1, 2}.
Этот способ может быть эффективно использован в тех случаях, когда микропроволока имеет размер порядка нескольких десятков микрон. Однако, если диаметр микропроволоки соизмерим с высотой микронеровностей на .торце контактной площадки, то электрод опирается на вершины этих неровностей и качественного соединения получить не удается, так как осадка привариваемой микропроволоки ограничена. Кроме того, мостик подваривается без провисания.
Известен способ приварки мостиков из микропроволоки к контактным площадкам, при котором микропроволоку подают в натянутом состоянии прижимают ее двумя электродами к контактным площадкам и пропускают сварочный ток 3. Позволяя создать провисание мостика, этот способ, пак и предыдущие, может быть эффективно использован только для диаметров микрогтроволоки, имеющих размер десятки микрон. Чтобы приварить микропроволоку диаметром в несколько микрон, рабочий торец электрода должен иметь размер порядка нескольких сотых долей миллиметра, так как более широкий торец опирается на вершины микронеровностей, ток шунтируется чере них и сварное соединение получить не удается. Изготовление электрода с
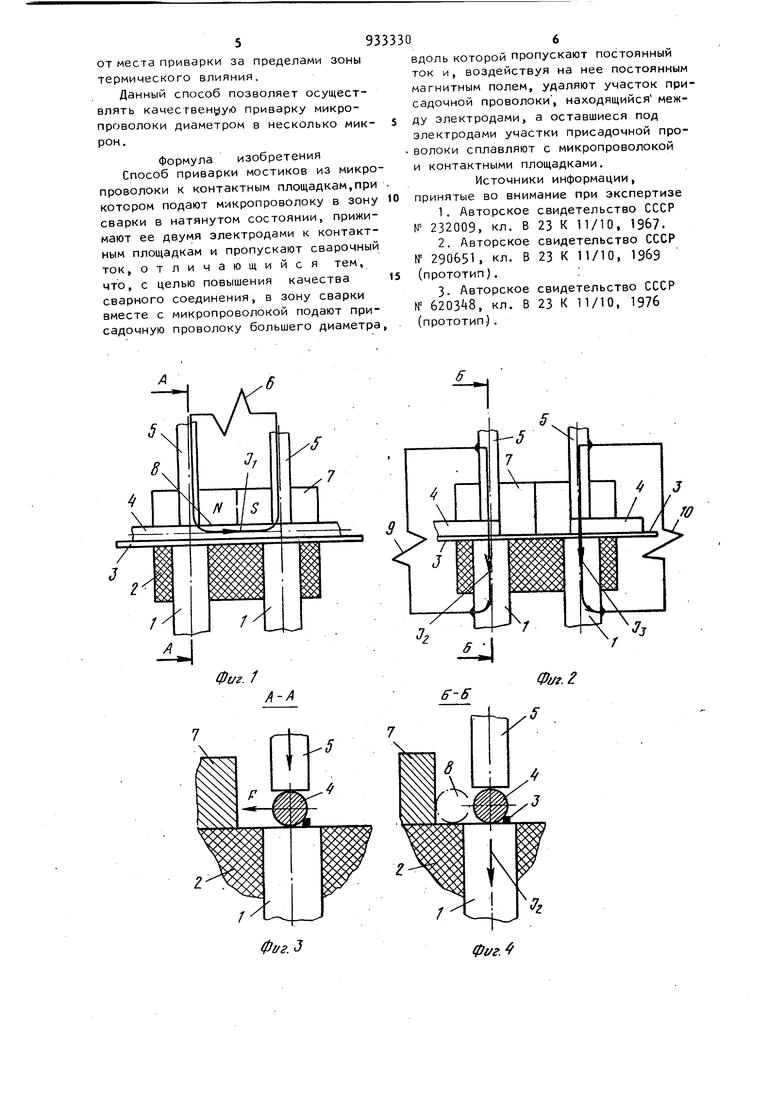
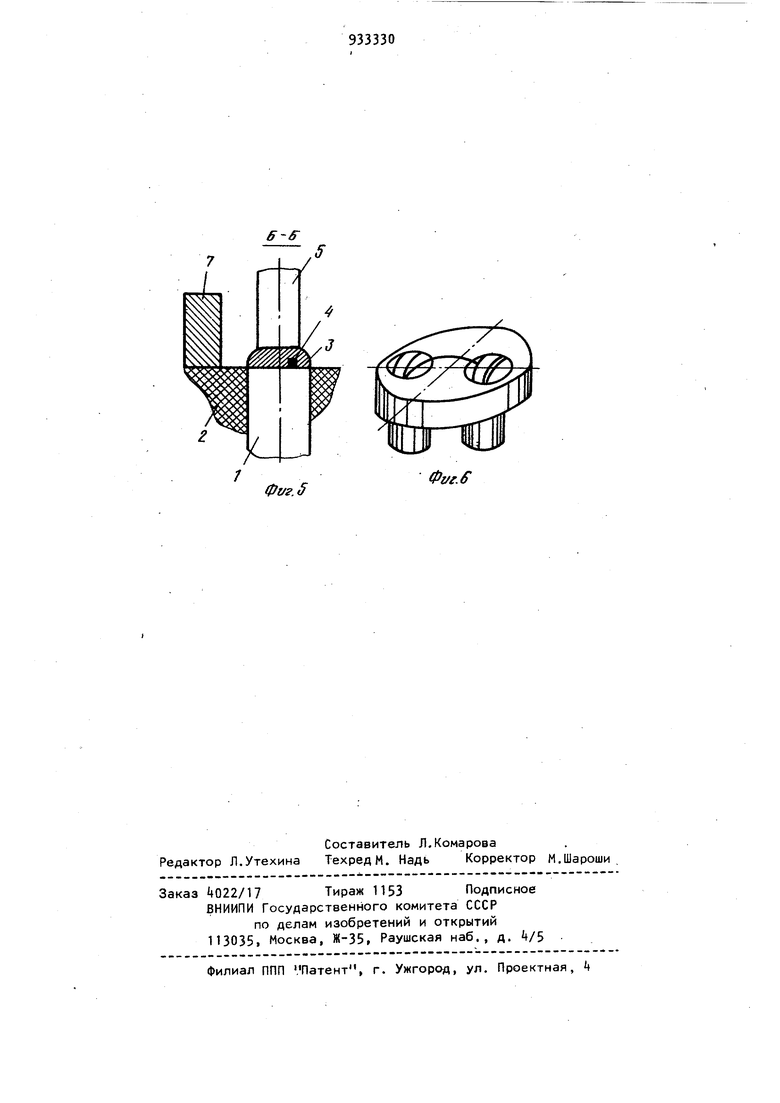
20 торцом несколько сотых долей миллиметра представляет определенную техническую трудность и не меньшую трудность представляет ори39ентация его относительно микропро волоки. Сварочный ток, проходящий через столь малое сечение торца, нагревает его до температур, близких или равных температуре плавления .матери ала электрода, что способствует быс рому разрушению электрода. Кроме то в этих способах не учтена сваривае мость материалов микропроволоки и контактной площадки. Целью изобретения является повышение качества сварного соединения. Поставленная цель достигается тем что по способу приварки мостиков из микропроволс5ки . к контактным площадкам, по которому подают микропроволо ку в зону сварки в натянутом состоянии, прижимают ее двумя электродами к контактным площадкам и пропускают сварочный ток, в зону сварки вместе с микропроволокой подают посадочную проволоку большего диаметра, вдоль которой пропускают постоянный ток, и, воздействуя на нее постоянным маг нитным полем, удаляют участки присадочной проволоки, находящиеся между электродами, а оставшиеся под электродами участки присадочной проволоки сплавляют с микропроволокой и контактными площадками. На фиг.1 изображено положение свариваемых материалов и электродов во время прохождения постоянного ток вдоль присадочной проволоки; на фиг после прохо цдения постоянного тока вдоль присадочной проволоки и процесс сплавления присадочной проволок с микропроволокой и контактными ПЛОщадками; на фиг.3 сечение А-А на фиг.1; на фиг. - сечение Б-Б на фиг.2; на фиг.5 сечение Б-Б на фиг.2 после прохождения сварочного тока и осадки; на фиг.6 - сваренное изделие.; Для осуществления сварки на контактные площадки 1 изделия 2 укладывают микропроволоку 3 и присадочную проволоку , изготовленную.из матери ала, обладающего удовлетворительной свариваемостью как с микропроволокой 3, так и с контактной площадкой 1 и прижимают присадочную проволоку 4 электродами 5 и контактным площадкам 1. От источника постоянного тока 6 мерез электроды 5 и присадочную проволоку j пропускают импульс по . При прохождении стоянного тока 3 токаJ по присадочной проволоке k вокруг нее образуется электромагнитное поле, которое взаимодействует с постоянным магнитным полем магнита 7, расположенного вблизи. При взаимодействии этих полей на участке 8 присадочной проволоки k действует сила F , направление которой зависит от ориентации магнита 7 и от направления постоянного тока 3. Во время прохождения тока Jiвключают источники сварочного тока 9, 10 и пропускают токи Зп и Зз,поперек сечения присадоч - in НОИ проволоки ч. При прохождении токов 3л, Лэ участки проволоки t, находящиеся под торцами нагреваются до плавления и теряют своюпрочность, участок 8, находящийся под воздействием силы F , отделяется от присадочной проволоки 4 в Mectax ее наименьшей прочности, т.е в местах максимального нагрева, которые находятся на внутренней кромке электродов 5. При дальнейшем плавлении проволоки k под электродами 5 и ее осадки расплав натекает на микропроволоку 3. После этого сварочные токи 3,3-1 проходят уже через присадочную проволоку 4, микропроволоку 3 и контактные площади 1 и :осуществляют их совместное расплавление и деформацию. В результате деформации проволока k пережимается и ее остатки, не входящие в изделие отделяются вместе с остатками микропроволоки З-Если электроды 5 действуют на проволоку Ц под углом друг к другу во встречном направлении, то при их встречном перемещении перемещаются проволока k и микропроволока 3 находящаяся в плотном контакте с ней. Это обеспечивает провисание мостика, когда это необходимо. Пример. Осуществляли приварку нихромовой микропроволоки 6 мкм к контактным площадкам из латуни 0,5 мм. В качестве присадочной проволоки использовалась никелевая про-волока 0 0,2 мм. Сварку производили вольфрамовыми электродами с шириной торца 1 мм в соответствии с формулой изобретения. Прочность сварного соединения составила 12 г, что соответствует прочности микропроволоки. Разрушение микропроволоки происходило на значительном расстоянии 59 от места приварки за пределами зоны термического влияния. Данный способ позволяет осуществлять качественуугО приварку микропроволоки диаметром в несколько микрон. Формула изобретения Способ приварки мостиков из микро проволоки к контактным площадкам,при котором подают микропроволоку в зону сварки в натянутом состоянии, прижимают ее двумя электродами к контактным площадкам и пропускают сварочный ток, отличающийся тем, что, с целью повышения качества сварного соединения, в зону сварки вместе с микропроволокой подают присадочную проволоку большего диаметра вдоль которой пропускают постоянный ток и, воздействуя на нее постоянным магнитным полем, удаляют участок присадочной проволоки , находящийся между электродами, а оставшиеся под электродами участки присадочной проволоки сплавляют с микропроволокой и контактными площадками. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 232009, кл. В 23 К П/10, 196. 2.Авторское свидетельство СССР № 290651, кл. В 23 К 11/10, 19б9 (прототип). : 3.Авторское свидетельство СССР № , кл. В 23 К 11/10, 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1980 |
|
SU927444A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1986 |
|
SU1399035A1 |
| Способ приварки мостиков из микропроволоки к заглубленным контактным площадкам и устройство для его осуществления | 1983 |
|
SU1147541A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1980 |
|
SU933332A1 |
| Способ приварки,преимущественно упругой скручивающейся микропроволоки к контактным площадкам и устройство для его осуществления | 1982 |
|
SU1038141A1 |
| Способ подачи микропроволоки в зону ее соединения с контактной площадкой | 1982 |
|
SU1082591A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1985 |
|
SU1268345A1 |
| Установка для приварки мостиков из микропроволоки к монтажным площадкам | 1987 |
|
SU1419843A2 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU967726A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1983 |
|
SU1082586A1 |
фуг.З
фуг.
ф1/г.5
0Vf.S
