Изобретение относится к сварке и может быть использовано для приварки плоских перемычек к токоведущим. дорожкам печатных плат, а также при изготовлении ,полосковых. схем.
Целью изобретения является повышение качества сварки путем использования прокладки,стабилизирующей контактное сопротивление в контакте деталь -. деталь прокладки.
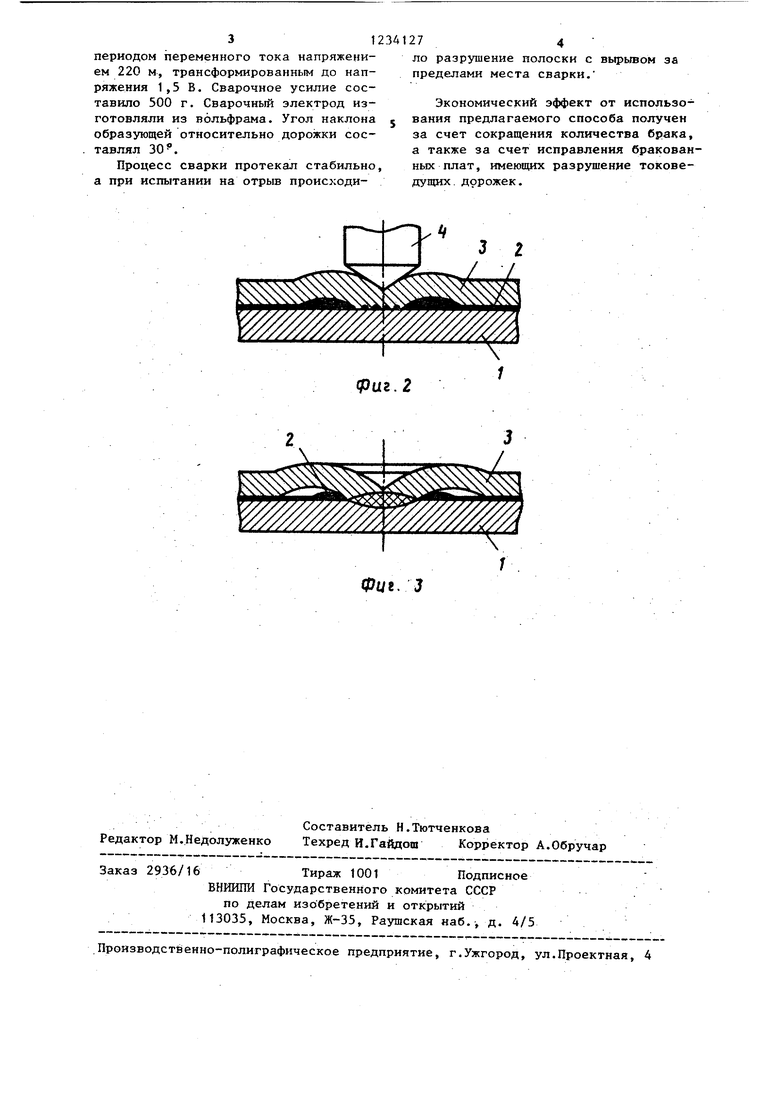
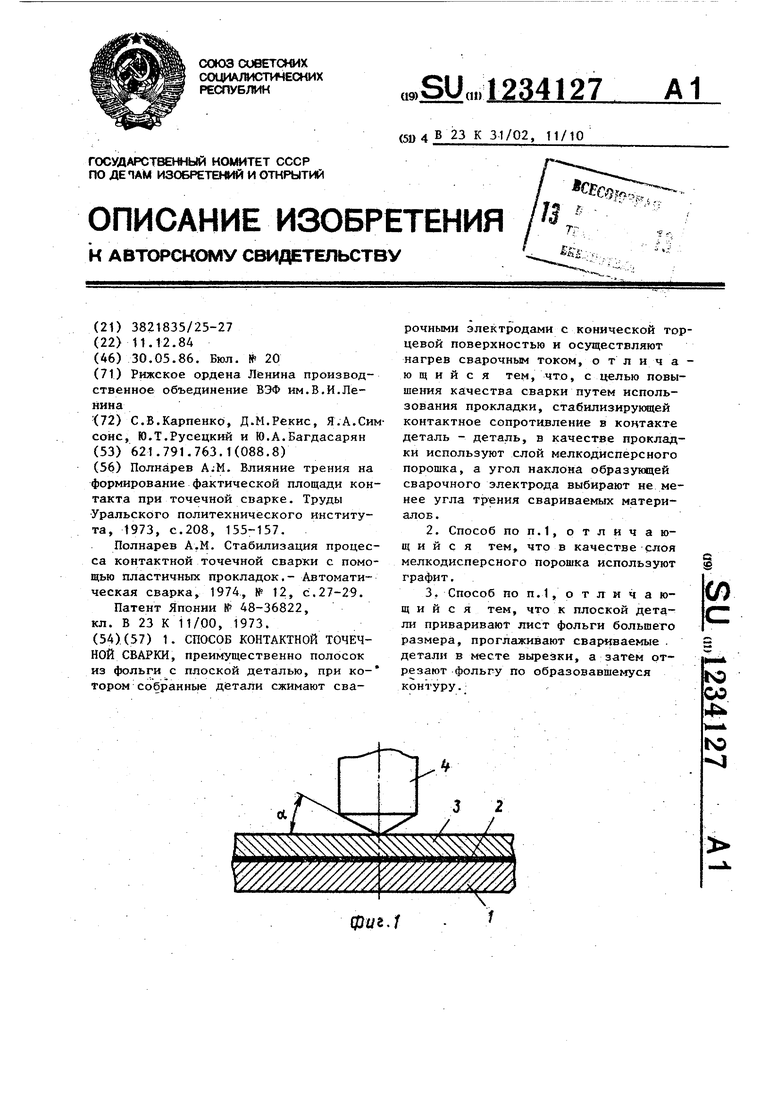
На фиг.1 представлены плоская деталь и полоска с нанесенным между ними слоем графита перед сжатием сварочным электродом; на фиг.2 - свариваемые детали в процессе сжатия их электродом; на фиг.З - место сварки после прохождения сварочного импульса
Пример. Плоскую деталь 1 в месте сварки покрывают тонким слоем графита .2 путем однослойного закраши- вания этого места карандашом или сажей. При этом кристаллы графита, задерживаемые микровыступами поверхности детали 1 заполняют впадины между микровыступами, выравнивая поверх- ность по вершинам микровыступов. После этого накладывают полоску 3 на место нанесения графита и прижимают ее сварочным электродом 4, торец которого заточен в форму конуса с обра- щенной вниз вершиной. При этом угол наклона образующей конуса к поверхности плоской детали не менее угла трения свариваемых материалов.
К сварочному электроду 4 прикладывают усилие, обеспечивающее его внедрение в полоску на глубину 0,2 4 0,3 ее толщины. При внедрении электрода в полоску торец его разрушает поверхностные пленки и вступает в контакт с нижележащими слоями чистого материала, образуя надежный физический контакт, так как угол наклона образующей не меньше угла трения .то при внедрении электрода в полоску материал полоски вытесняется на периферийные участки контакта. При этом под торцом электрода 4 материал полоски растягивается с перемещением элементарных площадок к периферии, а за пределами торца сжимается. При растяжении происходит разрыв поверхностных планок и выход чистого металла на поверхность. Слой графита разреживается. За пределами торца в процессе горизонтального сжатия слоев происходит поворот приконтактных участков,- ув ели- чение плотности графитного слоя и
s
0 5 о
5
0
5
0
5
площадь контакта принимает ограниченный контур. В этом случае площадь контакта полоска - плоская деталь равна площади круга, ограничивающего контакт , а площадь контакта электрод - полоска равна площади поверхности конуса, внедренного в полоску, т.е. становится больше площади контакта полоска - деталь.
При включении сварочного тока происходит нагрев и процесс осадки и взаимного сдвига интенсифицируется. При этом кристаллы графита обеспечивают образование задиров на поверхности деталей под торцом электрода и сближение чистых поверхностей на расстояние межатомных связей. В то же время в процессе ос адки и внедрения торца электрода происходит резкое увеличение площади контакта электрод - проводник и з меньшение плотности тока и удельного давления.
Предлагаемый способ позволяет стабилизировать процесс и обеспечить высокое качество как при двусторонней, так и при односторонней сварке. При односторонней сварке полоску вырезают из листа фольги, которую при- варивдют по описанной технологии. При этом фольгу используют в качестве токоподвода. После приварки фольги ее проглаживают в месте сварки стержнем из твердого материала, в результате чего проявляются границы . нижележащей детали меньшего размера, что облегчает последующую вырезку полости нужной конфигурации по проявленным .границам контура.
Данный способ позволяет восстановить печатные платы, имеющие разрушение токоведущих дорожек.
Приварка листа фольги с последующей вырезкой из нее полоски обеспечивает охлаждение приконтактных участков нижней детали, а также интенсивный отвод тепла из приконтактных участков в массивную часть фольги, , что предотвращает перегрев и выплеск и стабилизирует процесс, снижает влияние нестабильности параметров процесса, а проглаживание тйердым стержнем позволяет определить контуры вырезаемой полоски и предотвратить механическое повреждение соединения при вырезке
Пример. Осуществлялась приварка плоских перемычек из меди толщиной 0,1 мм к дорожкам печатных плат. Сварку производили одним полу3t234
периодом переменного тока напряжением 220 м, трансформированным до напряжения 1,5 В. Сварочное усилие составило 500 г. Сварочный электрод изготовляли из вольфрама. Угол наклона j образующей относительно дорожки составлял 30.
Процесс сварки протекал стабильно, а при испытании на отрыв происходи1274
ло разрушение полоски с вырьшом за пределами места сварки.
Экономический эффект от использования предлагаемого способа получен за счет сокращения количества брака, а также за счет исправления бракованных плат, имеющих разрушение токове- дущих. Д9рожек.
фиг. 2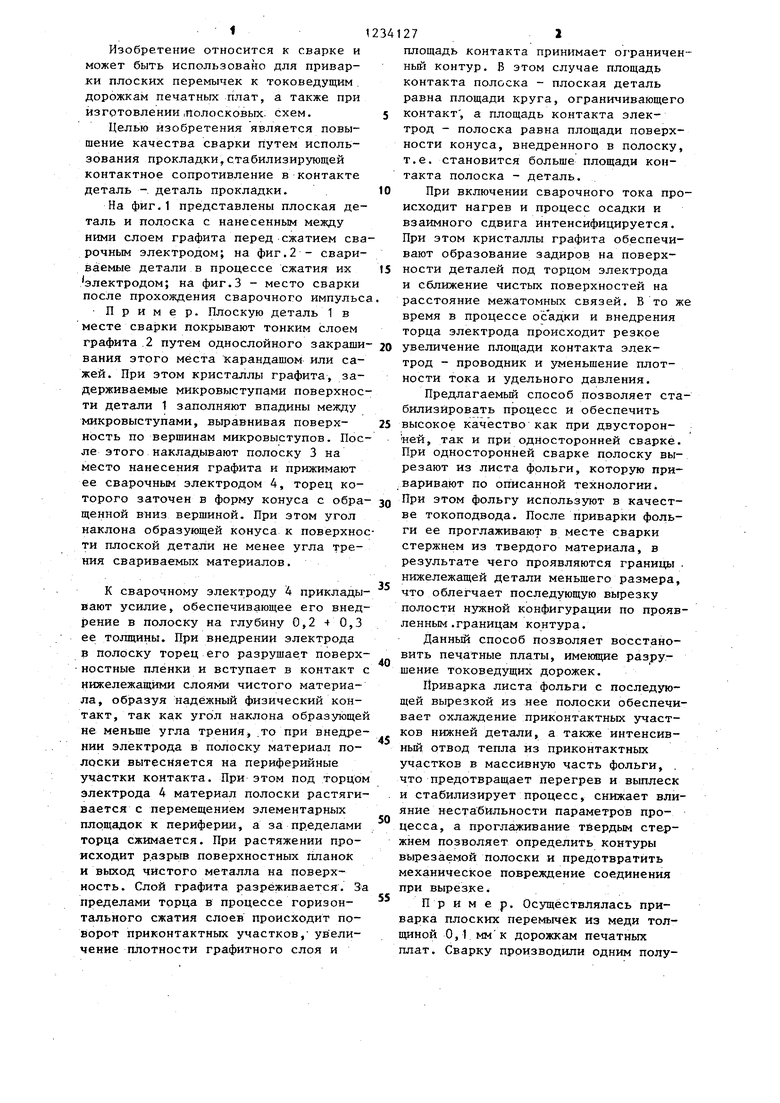
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной сварки | 1986 |
|
SU1433698A1 |
| Способ односторонней контактной сварки проводника с плоской деталью | 1987 |
|
SU1445885A1 |
| Способ контактной микросварки проводников с плоской деталью | 1986 |
|
SU1371826A1 |
| Способ изготовления печатных плат | 1989 |
|
SU1703339A1 |
| Ручной инструмент для односторонней контактной микросварки | 1987 |
|
SU1511040A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДВУХ ЭЛЕМЕНТОВ | 1999 |
|
RU2164462C2 |
| НОСИТЕЛЬ КРИСТАЛЛА ИС | 1998 |
|
RU2134466C1 |
| ОДНОКРИСТАЛЬНЫЙ МОДУЛЬ ИС | 1998 |
|
RU2134465C1 |
| Устройство для контактной микросварки | 1987 |
|
SU1496967A1 |
| Двухэлектродное устройство,преимущественно для дуговой конденсаторной сварки | 1976 |
|
SU662295A1 |
Редактор М.Недолуженко
Составитель Н.Тютченкова
Техред И.Гайдош Корректор А.Обручар
Заказ 2936/16Тираж 1001 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производстйенно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
фуг. J
| Полнарев А;М | |||
| Влияние трения на формирование фактической площади контакта при точечной сварке | |||
| Труды Уральского политехнического института, 1973, с.208, 155-157 | |||
| Полнарев A.M | |||
| Стабилизация процесса контактной точечной сварки с помощью пластичных прокладок,- Автоматическая сварка, 1974, № 12, с.27-29 | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
