(21)4244402/26-27
(22)15,05,87
(46) 23,12,88. Бюл. № 47
(71)Рижское производственное объеди- некне ВЭФ им. В.И.Ленина
(72)С.В.Карпенко, Д.МоРекис и Ю Л ;., русецкин
(53) 62.39.763.(088;8 . (56) Красупин Ю.П. и др. Микросварка давлением,- М.: Металлургия, 1976, С.1 ,
Авторское св1здегельство СССР № , кл. К JI/JO, 1981.
(54), СЛЮСОЗ ОЦИОСТОРОННЕЙ КОНТАКТНОЙ СВАРКИ ПРОВОяШИКА С ПЛОСКОЙ ДЕТАЛЬЮ (57) Изобретение относится к сварке и может быть использовано в приборе- строении для приварки гибких выводов и перемычек к дорожкам печатных плат и контактным площадкам. Цель изобретения - повышение качества соединения за счет повышения стабильности процесса сварки, Привариваемьй час- ток .проводника, сформированн ый в ви де петли,, укладывают на привариваемую деталь таким образом, чтобы петля располагалась в плоскости, перпендикулярной плоскости детали и совпадающей с плоскостью, образованной ОСЯМИ электродов. Электроды размещены под углом один к другому. Концы проводника отгибают под торцы электродов. К электродам ррикладывают сва- рочное давление, и пропускают ток, При прохождении тока через петлю, контакт между ветвями петли и деталь за счет перераспределения тока в зависимости от сопротивления этих участков обеспечршается стабильная сварка проводника и детали с получением качественного соединения. 2 ил,,
«е
1
Изобретение относится к микро- сварке и может быть использовано в приборостроении для приварки тонких полосок, плоских выводоврадиоэлементов и других проводников к тонким пленкам и контактным площадкам, нанесенным на изоляционное основание.
Цель изобретения - повышение качества сварки путем стабилизации процесса в зоне нагрева.
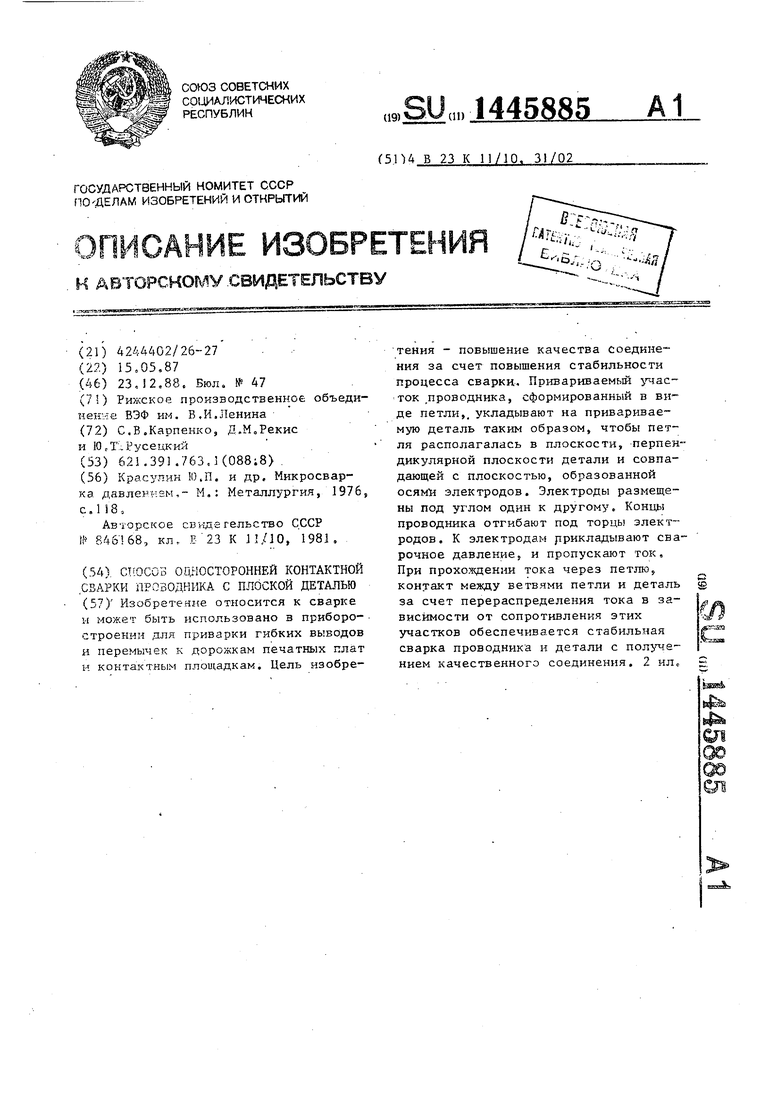
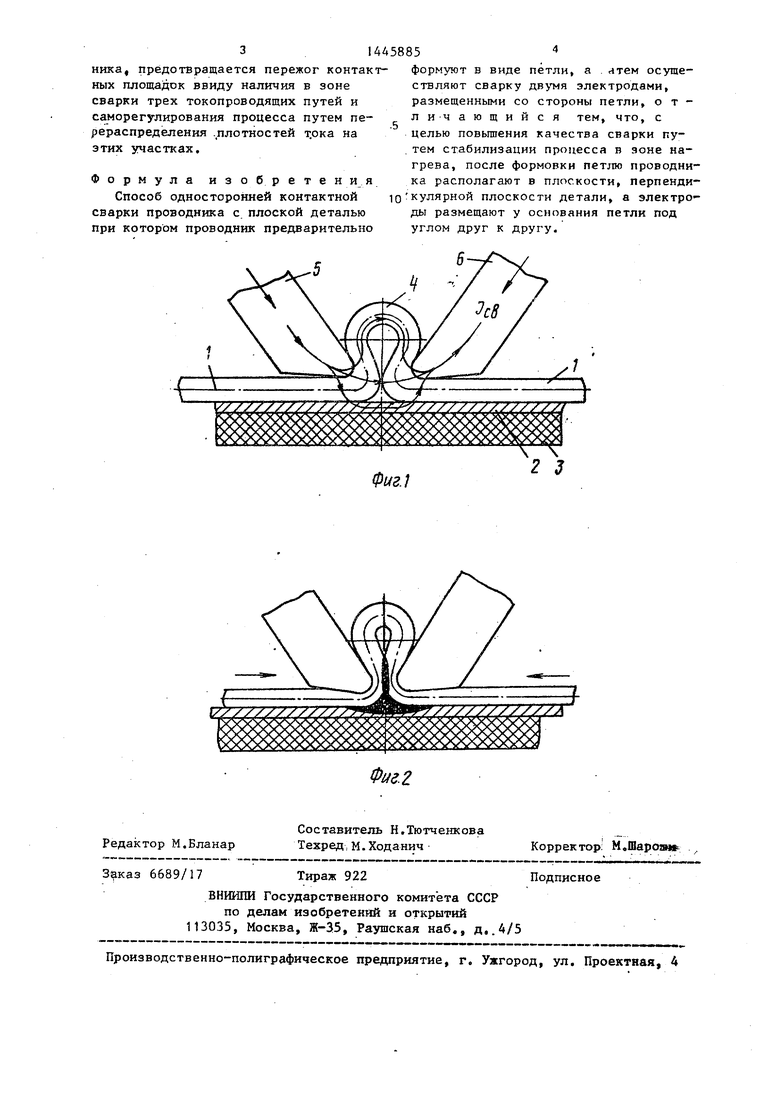
На фиг,1 представлена схема процесса сварки в начальный момент сварки, при включении сварочного тока; на фиг.2 - положение свариваемых ма- териалов и электродов на конечной стадии процесса после прохождения сварочного тока.
Процесс сварки осуществляют сле-- дующим образом.
На проводнике 1 в месте его приварки к контактной площадке 2, нане- сенной на изоляционную подложку 3, формуют петлю 4, Причём последнюю располагают вертикально в плоскости, перпендикулярной плоскости детали и образованной осями электродов 5 и 6, а ветви проводника J, приныкающие к к петле 4 справа и слева, отгибают параллельно контактной площадке 2 и укладывают на эту площадку. Сварочны электроды 6 и 5 располагают под уг лом друг к другу и к контактной площадке 2 и устанавливают на участки изгиба проводника 1, примыкающие к петле 4. При этом ветви петли 4 в месте установки электродов образуют между собой электрический контакт, а торцы электродов 5 и 6 контактируют одновременно ц с участками проводни- ка 1, уложенными на контактную площадку 2 и в ветвями петли 4, размещенной между этими электродами 5 и 6 После этого к сварочным электродам 5 и 6 прикладьшают сварочное давление, направленное вдоль оси каждого из электродов 5 и 6, и включают сварочный ток 1с , который в зоне сварки проходит по трем направлениям: вдоль петли 4, через образованный электрический контакт между ветвями петли 4 в месте установки торцов электродов 5 и 6, и через контактную площадку 2 на участке между ветвями петли 4. Материалы нагреваются, происхо14
дит осадка проводника 1 под торцами электродов 5 и 6, вдоль оси этих электродов, В процессе осадки участки проводника I, находящиеся под тор
JQ
is
20
. 25 30 ,j- дд . 458852
цами электродов 5 и 6, проскальзыва- i ют по поверхности контактной площадки 2, также нагретой до температуры пластической деформации, во встречном направлении.
В процессе сдвига происходит очистка контактирующих поверхностей от оксидных и жировых пленок и образование ювенильных поверхностей. В результате этого образуется качественное сварное соединение. Поскольку размеры петли и сечение привариваемого проводника постоянны, то и постоянно переходное сопротивление электрод-электрод. Изменение толщины или чистоты поверхности контактной площадки, не оказывает существенного влияния на процесс, поскольку это лишь незначительная часть общего сопротивления зоны сварки. Кроме того, при увеличении сопротивления одного из участков прохождения сварочного тока в зоне сварки происходит перераспределение плотности тока за счет её увеличения на двух других участках. Изменение электрических управляемых параметров напряжения, емкости конденсаторов) в значительной степени компенсируется за счет перераспределения сварочного тока по участкам.
Процесс сварки может вестись как с образованием жидкой фазы, так и без нее .при высокой стабильности процесса и саморегулировании параметров процесса в зоне нагрева.
Пример. Приваривают гибкие вы- воды диодов к токоведующим. дорожкам печатных плат. Сварку осуществляют одним трансформированным полуперио,- дом;-переменного тока на экспериментальной СБ,арочной установке. Усилие сжатия электродов ЮН, напряжение на электродах 2В. В качестве электродного материала используют вольфрам диаметром 2,5 мм. Плоский вьшод диода изгибают, образуя петлю высотой 155мм, устанавливают на токоведущую дорож-- ку платы, прижимают двумя электродами, расположенными под углом 30 друг к другу,и пропускают импульс сварочного тока.
При использовании изобретения по- вьшхается стабильность процесса благодаря постоянной величине переходного сопротивления на участке электрод- -. электрод, качество сварки в результате того, что обеспечивается встречный сдвиг привариваемых участков провод45
50
55
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной сварки | 1986 |
|
SU1433698A1 |
| Способ односторонней контактной сварки | 1979 |
|
SU846168A1 |
| Способ монтажа проволочных проводников к контактным площадкам полупроводниковых приборов | 2020 |
|
RU2751605C1 |
| Ручной инструмент для односторонней контактной микросварки и микропайки | 1987 |
|
SU1445886A1 |
| Устройство для сварки изолированного провода с контактными площадками | 1986 |
|
SU1433699A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1985 |
|
SU1268345A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1980 |
|
SU927444A1 |
| Способ контактной точечной сварки | 1984 |
|
SU1234127A1 |
| Устройство для приварки изолированного проводника к металлической детали | 1975 |
|
SU541617A1 |
| Устройство для приварки изолированной проволоки к металлической детали | 1975 |
|
SU556915A1 |