цию заготовки на всех этапах рабочего процесса, что способствует повышению надежности работы устройства,
повышению производительности и улучшению качества прокатываемых изделий. 2 з.п. ф-лы, 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Плоскопрокатный автомат | 1979 |
|
SU837523A1 |
| Плоскопрокатное устройство | 1990 |
|
SU1770015A1 |
| Плоскопрокатный автомат | 1981 |
|
SU980907A2 |
| Плоскопрокатный автомат | 1980 |
|
SU919799A2 |
| Устройство для поперечно-клиновой прокатки профилированных изделий | 1978 |
|
SU743765A1 |
| Плоскопрокатное устройство | 1978 |
|
SU764812A1 |
| Устройство для правки нежестких цилиндрических деталей гладкими плитами | 2019 |
|
RU2696988C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ПЛОСКИМИ ИНСТРУМЕНТАМИ | 2015 |
|
RU2600302C1 |
| Автомат для изготовления пружинных колец | 1973 |
|
SU518259A1 |
| Устройство для поперечно-клиновой вальцовки | 1978 |
|
SU766725A1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления изделий типа тел вращения поперечно-клиновой прокаткой. Цель изобретения - расширение технологических возможностей за счет обработки заготовок как в холодном, так и горячем состоянии и повышение надежности работы устройства путем стабилизации подачи и ориентирования штучной заготовки. Устройство содержит верхнюю инструментальную плиту (ВИП) 2 и нижнюю инструментальную плиту (НИП) 3, установленные в станине 1 с возможностью их синхронного возвратно-поступательного перемещения. На станине установлены шарнирно приемник 12, кинематически связанный с кареткой 6, и транспортер (Т) 4, кинематически связанный с ВИП 2. При взаимодействии НИП 3 с кареткой 6 посредством рычага 9 заготовка 8 с приемника 12 подается на Т 4, а при взаимодействии ВП 2 с ползуном 16, связанным кривошипно-ползунным механизмом и храповым зацеплением с валом 24 Т 4, заготовка 8 поступает в паз сбрасывателя 7, закрепленного на каретке 6. При очередном взаимодействии НИП 3 с рычагом 9 каретка 6 посредством сбрасывателя 7 передает заготовку 8 на подаватель 26, который перемещает заготовку 8 в зону деформации. Изобретение обеспечивает надежную подачу, ориентацию и фиксацию заготовки на всех этапах рабочего процесса, что способствует повышению надежности работы устройства, повышению производительности и улучшению качества прокатываемых изделий. 2 з.п. ф-лы, 5 ил.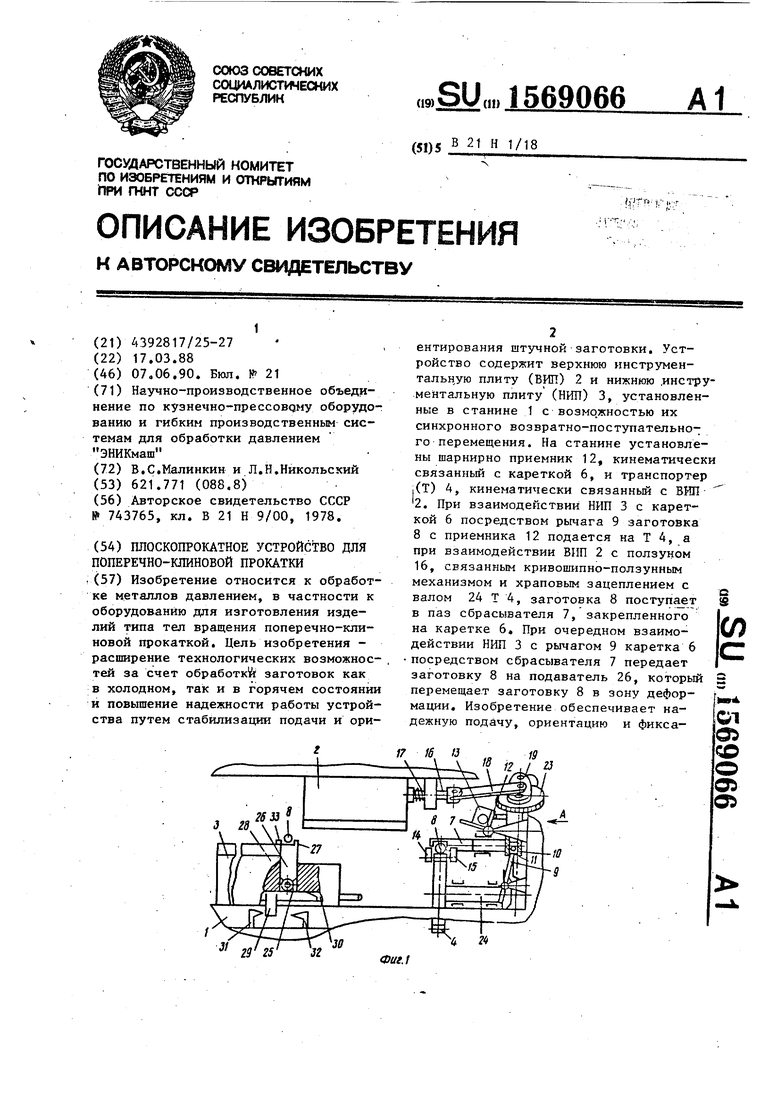
Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления изделий Типа тел вращения поперечно-клиновой прокатки.
Целью изобретения является расширение технологических возможностей за счет обработки заготовок как в холодном, так и в горячем состоянии и повышение надежности работы устройства путем стабилизации подачи и ориентации штучной заготовки.
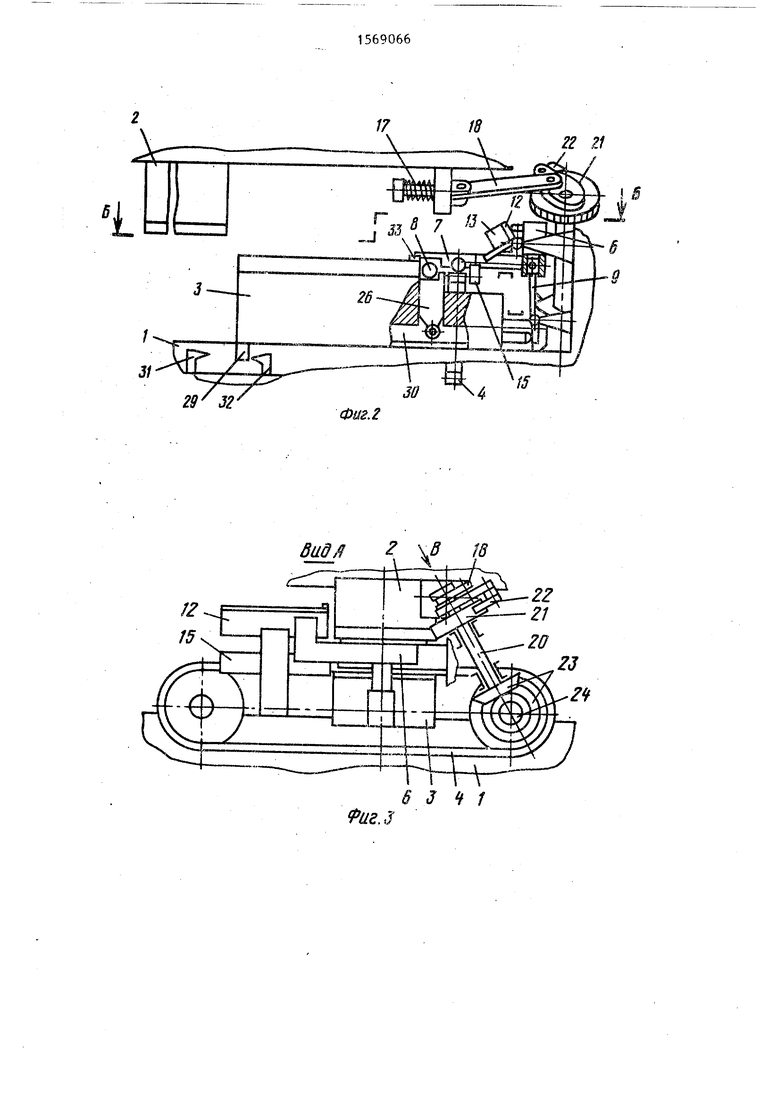
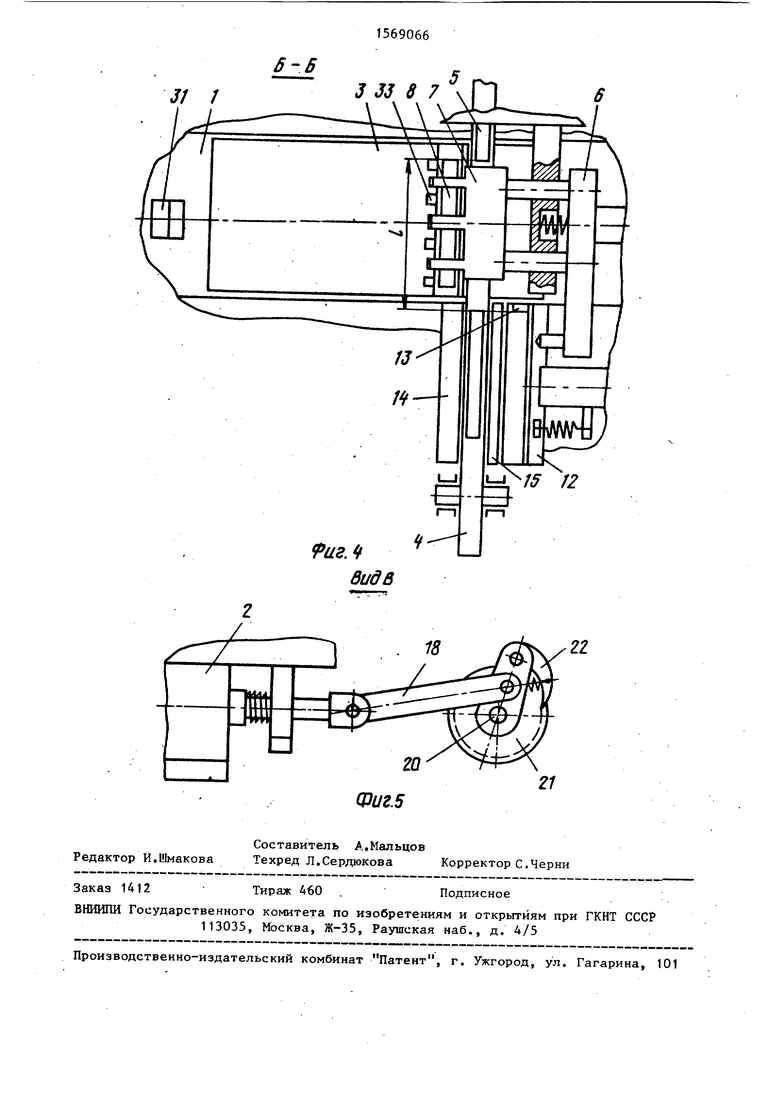
На фиг.1 изображено плоскопрокатное устройство в исходном положении, общий вид; на фиг.2 - то же, в положении подачи заготовки на подаватель} на фиг.З - вид А на фиг.1; на фиг. 4 сечение Б-Б на фиг.2; на фиг.З - вид В на фиг.З.
Плоскопрокатное устройство содержит станину 1, в направляющих которой установлены верхняя 2 и нижняя 3 инструментальные плиты с возможностью их Синхронного возвратно-поступательного перемещения во взаимно противоположных направлениях от привода (не показан) , На станине 1 расположены транс- портер 4, упор 5 и подпружиненная каретка 6 с закрепленным на ней сбарсы- вателем 7 в виде пластины с пазом для размещения заготовки 8. Каретка 6 ки- йематически связана с нижней инстру- ментальной плитой 3 посредством закрепленного на станине 1 рычага 9, на одном плече которого установлен подвижный элемент в виде кулисного камня 10, размещенного в пазу 11 ка- ретки 6, а второе плечо рычага 9 установлено с возможностью взаимодействия с плитой 3.
На станине 1 шарнирно закреплен
ПрИеМНИК 12 С ДОПОЛНИТеЛЬНЫМ УПОРОМ
В вертикальных направляющих 25 нижней плиты 3 установлен подпружиненный подаватель 26 с буртом 27 с возможностью взаимодействия посредством ролика 28 с копиром 29, размещены в продольных направляющих 30 нижней плиты 3. Копир 29 установлен с возможностью продольного перемещения и периодического взаимодействия с закрепленными на станине 1 упорами 31 и 32.
На нижней плите смонтирован подпружиненный фиксатор 33 гребенчатой формы.
Плоскопрокатное устройство работает следующим образом.
Заготовка 8 укладывается на приемник 12 у дополнительного упора 13. При перемещении нижней инструментальной плиты 3 в направлении каретки 6 (по чертежу вправо) в крайнее положение происходит воздействие на рычаг 9 который перемещает каретку 6 влево. Толкатель каретки 6 поворачивает приемник 12, и заготовка 8 скатывается - на транспортер 10 и укладывается между планками 14 и 15.При перемещении нижней плиты 3 влево каретка 6 и приемник 12 возвращаются в исходное положение ,
Верхняя плита 2, перемещаясь к крайнему правому положению, воздействует на ползун 16, который посредство шатуна 18 поворачивает кривошип 19, а вместе с ним через собачку 22 храповое колесо 21 и вал 20. Вал 20 посредством конического зацепления 23 передает вращение валу 24 транспортера 4, Заготовка 8, расположенная на транспортере 4, перемещается до упора 5 и размещается в пазу сбрасывателя 7.
При обратном ходе верхней плиты 2 кривошипно-татунный механизм привода транспортера 4 возвращается в исходное положение, а транспортер 4 в это время выстаивает. На приемник 12 подается следующая заготовка.
При поворотном подходе нижней плиты 3 в крайнее правое положение каретка 6 от рычага 9 вновь перемещается влево. Закрепленный на каретке 6 .сбрасыватель 7 переносит заготовку 8 на подаватель 25, Одновременно поворачивается приемник 12, подавая на транспортер .4 очередную заготовку
При обратном ходе нижней плиты 3 ролик 28 подавателя 26 набегает на рабочую поверхность копира 29, и подаватель 26 выносит заготовку 8 на рабочую позицию, б это время верхняя плита 2, перемещаясь вправо, воздействует на кривошипно-ползунный механизм привода транспортера 4, обеспечивая подачз очередной заготовки в паз сбрасывателя.
В начале рабочего хода при взаимно сближении верхней 2 и нижней- 3 инструментальных плит заготовка 8 захватывается инструментом, подпружиненный фиксатор 33 гребенчатой формы утапливается в соответствующей формы пазах инструментальной плиты 3. Осуществляется поперечно-клиновая прокатка заготовки 8. До захвата заготовки 8 инструментами копир 29 перемещается вместе с нижней плитой 3 до контакта с упором 32.
По завершении прокатки изделие падает в тару. Далее цикл повторяется.
Изобретение обеспечивает надежную подачу, ориентацию и фиксацию заготовки на всех этапах рабочего процесса, что способствует повышению надежности работы плоскопрокатного устройства, повышению производительности и улучшению качества прокатываемых изделий .
Формула изобретения 1. Плоскопрокатное устройство для поперечно-клиновой прокатки, содержа0
5
0
5
0
5
0
5
щее установленные в направляющих станины подвижную верхнюю и нижнюю инструментальные плиты, механизм подачи заготовок в зону деформирования, выполненный Б виде установленных на ста- станине приемника, транспортера, подавателя, упора и подпружиненной каретки с пазом, установленной с возможностью взаимодействия с подвижной инструментальной плитой посредством рычаг а, на одном плече которого установлен подвижный элемент, размещенный в пазу каретки, а другое плечо установлено с возможностью взаимодействия с плитой, отличающее- с я там, что, с целью расширения технологических возможностей за счет обработки заготовок как в холодном, так и з горячем состоянии и повышения надежности путем стабилизации подачи и ориентирования штучной заготовки, оно снабжено закрепленным на каретке сбрасывателем в виде пластины с пазом для размещения заготовки и дополнительным упором, закрепленным на преемнике, нижняя плита установлена с возможностью возвратно-поступательного перемс-тгения в противоположном относительно верхней плиты направления, при этом приемник с дополнительным упором шарнирно установлен на станине., подпружинен относительно нее и кинематически связан с кареткой, а транспортер кинематически связан с верхней плитой.
i
2„ Устройство по п,1, отличающееся тем. что кинематическая связь транспортера с верхней плитой выполнен в виде кривошипно-ша- тунного механизма, шатун которого подпружинен относительно станины, а кривошип связан с зубчатым зацеплением с транспортером посредством храпового механизма.
29 32
Фиг. 2
ВидЯ 2 S If
-
12
15
J /
Фиг. 3
б-Б
31 1
Риг.Ч виде
21
| Устройство для поперечно-клиновой прокатки профилированных изделий | 1978 |
|
SU743765A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
