. /
4
СО
Од
оо
а
Изобретение относится к обработке материалов резанием, в частности к процессу шлифования торцовых прямоугольных канавок с плоскопараллельными сторонами высокой точности.
Целью изобретения является повышение точности обработки канавок за счет учета износа инструмента.
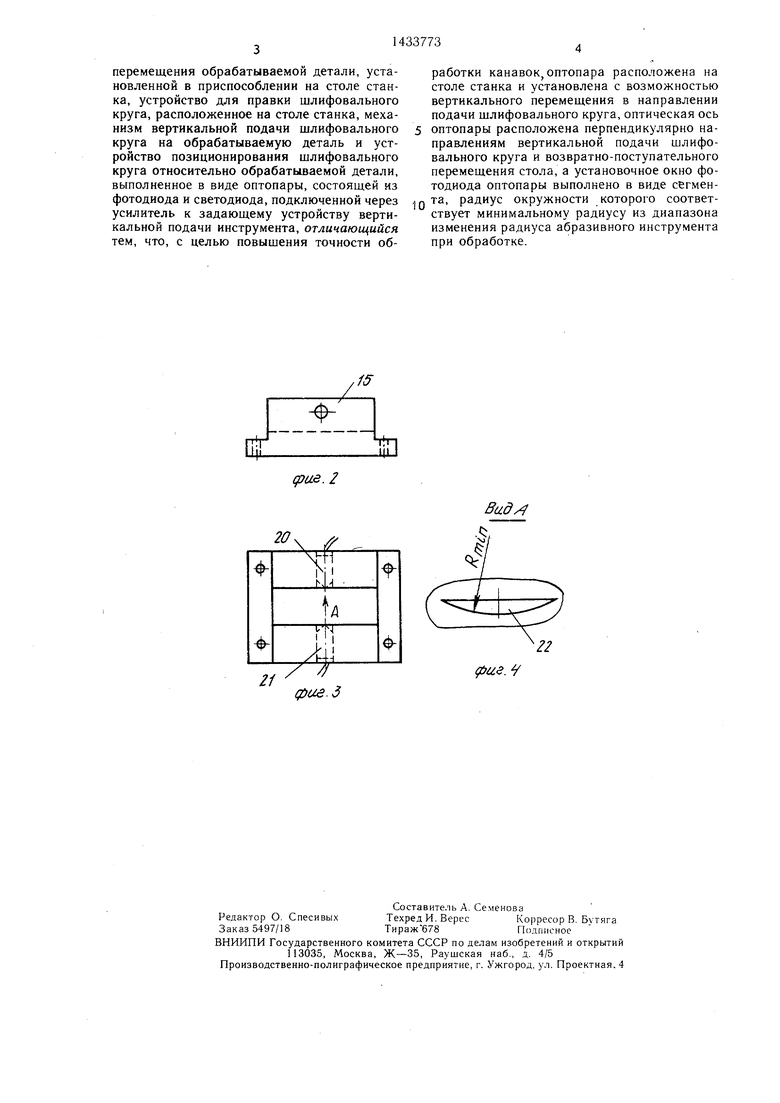
На фиг. 1 представлена блок-схема станка для шлифования канавок; на фиг. 2 - конструктивное оформление корпуса, в котором размещается оптопара; на фиг. 3 - корпус, вид сверху; на фиг. 4 - вид А на фиг. 3.
По направляющим станины 1 перемещается стол 2. На станине установлена колонка 3, по вертикальным направляющим 4 которой перемещается каретка 5 с шлифовальным кругом 6. На столе станка установлено устройство 7 для правки шлифовального круга, поворотно-делительное приспособление 8, в котором устанавливается и закрепляется обрабатываемая деталь 9.
Величина хода стола 2 регулируется установленными на столе упорами 10 и 11, взаимодействующими с закрепленным на станине конечным выключателем 12 реверса направления движения стола. На колонке 3 установлен конечный выключатель 13, отключающий двигатель 14 при возврате шлифовального круга 6 в исходное положение перед обработкой.
На столе 2 установлен корпус 15, в котором размещается оптопара. Корпус 15 имеет возможность вертикального перемещения по направляющим 16, фиксацией его в требуемом положении относительно обрабатываемой детали. Оптопара через усилитель 17 подключена к задающму устройству 18, управляющему работой двигателя 14 вертикальной подачи шлифовального круга. Управление работой станка производится с пульта 19 «Пуск цикла - стоп.
В корпусе 15 соосно установлены фотодиод 20 и светодиод 21 оптопары. Установочное окно 22 фотодиода имеет форму сегмента, радиус окружности которого равен. Rmin (минимальноу радиусу из диапазона изменения радиуса абразивного инструмента при обработке).
15
правящему устройству и осуществляется правка рабочей поверхности шлифовального круга. После правки шлифовальный круг перемещается в зону обработки детали 9. С пульта 19 задается перемещение сто лу 2 и движение вертикальной подачи вращающемуся шлифовальному кругу 6, в результате чего происходит шлифование канавки на торце детали. В процессе шлифования при каждом двойном ходе стола 2
10 шлифовальный круг пересекает поток инфракрасного излучения между светодиодом и фотодиодом оптопары. Если при очередном пересечении потока излучения шлифовальным кругом будет полностью перекрыто излучение, падающее на установочное окно фотодиода, оптопара через усилитель и задающее устройство 18 отключает двигатель 14 вертикальной подачи шлифовального круга, при этом загорается сигнальная лампа на пульте 19. После нескольких выглаживающих проходов на пульте 19 нажимается кнопка реверса вертикальной подачи шлифовального круга 6 и он отводится от обраба тываемой детали 9, пока не сработает ко нечный выключатель 13. На этом заканчивается цикл обработки одной канавки. Затем меняют позицию детали 9 относительно шлифовального круга 6, разворачивая ее в поворотно-делительном приспособлении, и в указанной последовательности производят обработку очередной канавки. После обработки последней канавки на пульте 19 нажимается кнопка «Стоп, отключается возвратно- поступательное перемещение стола 2 и вращение шлифовального круга 6. Обработанная деталь 9 снимается с приспособления 8.
20
25
30
35
Оптическая ось оптопары при перемещении, корпуса оптопары по направляющим может быть выставлена относительно установочного эле.мента поворотно-делительного приспособления с точностью 1-2 мкм. Оптопара, подключаемая через усилитель к за- 40 дающему устройству вертикальной подачи инструмента, дает сигнал на отключение двигателя в том случае, когда шлифоваль- ным кругом полностью будет перекрыт поток инфракрасного излучения, падаюпдего на установочное окно щелевого типа фотодиоПодготовка станка к работе и работа на 45 д предъявляет жесткие требования
нем производится следующим образом. Перед началом обработки детали оптическая ось оптопары за счет перемещения корпуса 15 по направляющим 16 выставк перпендикулярности расположения оптической оси оптопары направлением вертикальной подачи щлифовального круга и возвратно-постунательного перемещения
ляется на необходимом расстоянии по высо- стола станка. Если в процессе шлифования
те относительно установочного элемента поворотно-делительного приспособления 8. После установки положение корпуса 15 фиксируется на направляющих 16. Деталь 9 устанавливается и закрепляется в приспособлении 8. Шлифовальный круг 6 устанавливается над рабочей поверхностью устройства 7 для правки круга. С пульта 19 задается вращение шлифовальному кругу и
диаметр рабочей поверхности инструмента за счет износа станет меньше Rmin, то необходимо заменить шлифовальный круг на шпинделе станка.
55Формула изобретения
Станок для шлифования канавок, содержащий механизм возвратно-поступательного
5
правящему устройству и осуществляется правка рабочей поверхности шлифовального круга. После правки шлифовальный круг перемещается в зону обработки детали 9. С пульта 19 задается перемещение столу 2 и движение вертикальной подачи вращающемуся шлифовальному кругу 6, в результате чего происходит шлифование канавки на торце детали. В процессе шлифования при каждом двойном ходе стола 2
0 шлифовальный круг пересекает поток инфракрасного излучения между светодиодом и фотодиодом оптопары. Если при очередном пересечении потока излучения шлифовальным кругом будет полностью перекрыто излучение, падающее на установочное окно фотодиода, оптопара через усилитель и задающее устройство 18 отключает двигатель 14 вертикальной подачи шлифовального круга, при этом загорается сигнальная лампа на пульте 19. После нескольких выглаживающих проходов на пульте 19 нажимается кнопка реверса вертикальной подачи шлифовального круга 6 и он отводится от обраба тываемой детали 9, пока не сработает ко нечный выключатель 13. На этом заканчивается цикл обработки одной канавки. Затем меняют позицию детали 9 относительно шлифовального круга 6, разворачивая ее в поворотно-делительном приспособлении, и в указанной последовательности производят обработку очередной канавки. После обработки последней канавки на пульте 19 нажимается кнопка «Стоп, отключается возвратно- поступательное перемещение стола 2 и вращение шлифовального круга 6. Обработанная деталь 9 снимается с приспособления 8.
0
5
0
35
Оптическая ось оптопары при перемещении, корпуса оптопары по направляющим может быть выставлена относительно установочного эле.мента поворотно-делительного приспособления с точностью 1-2 мкм. Оптопара, подключаемая через усилитель к за- 40 дающему устройству вертикальной подачи инструмента, дает сигнал на отключение двигателя в том случае, когда шлифоваль- ным кругом полностью будет перекрыт поток инфракрасного излучения, падаюпдего на установочное окно щелевого типа фотодио 45 д предъявляет жесткие требования
к перпендикулярности расположения оптической оси оптопары направлением вертикальной подачи щлифовального круга и возвратно-постунательного перемещения
стола станка. Если в процессе шлифования
диаметр рабочей поверхности инструмента за счет износа станет меньше Rmin, то необходимо заменить шлифовальный круг на шпинделе станка.
55Формула изобретения
Станок для шлифования канавок, содержащий механизм возвратно-поступательного
перемещения обрабатываемой детали, установленной в приспособлении на столе станка, устройство для правки шлифовального круга, расположенное на столе станка, механизм вертикальной подачи шлифовального круга на обрабатываемую деталь и устройство позиционирования шлифовального круга относительно обрабатываемой детали, выполненное в виде оптопары, состоящей из фотодиода и светодиода, подключенной через усилитель к задающему устройству вертикальной подачи инструмента, отличающийся тем, что, с целью повышения точности обработки канавок оптопара расположена на столе станка и установлена с возможностью вертикального перемещения в направлении подачи шлифовального круга, оптическая ось
оптопары расположена перпендикулярно направлениям вертикальной подачи шлифовального круга и возвратно-поступательного перемещения стола, а установочное окно фотодиода оптопары выполнено в виде сЕгмента, радиус окружности которого соответствует минимальному радиусу из диапазона изменения радиуса абразивного инструмента при обработке.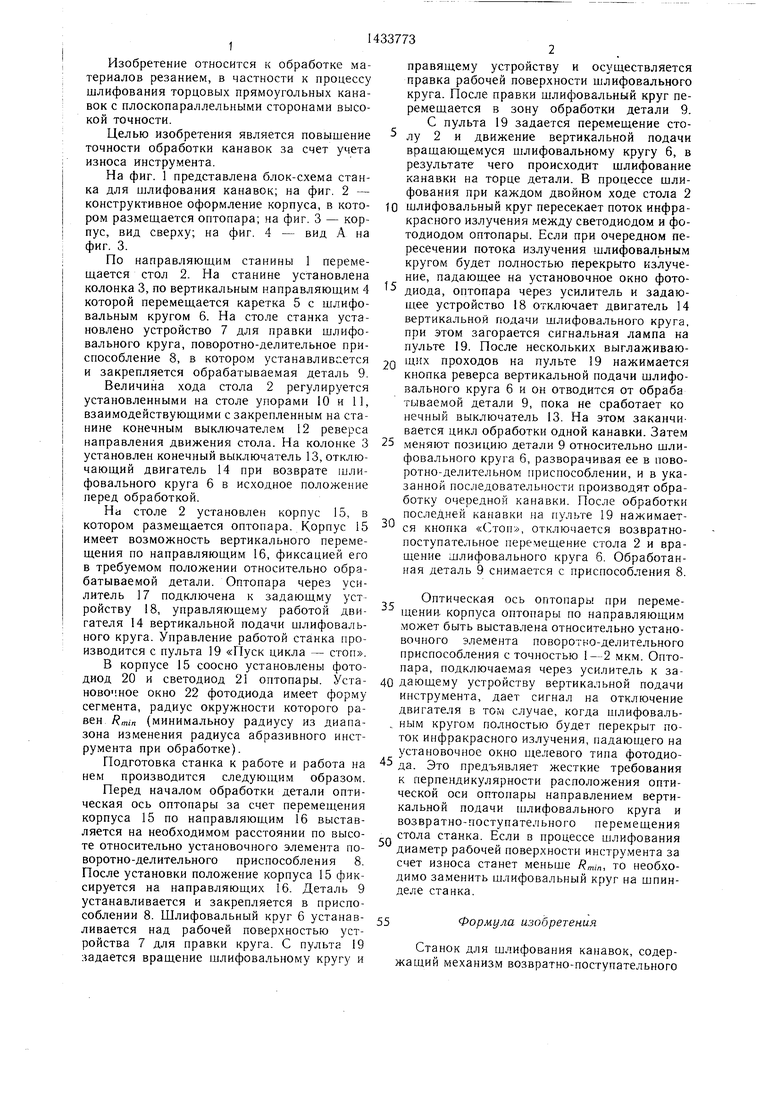
Изобретение относится к машиностроению и может быть использовано на операциях шлифования торцовых прямоугольных канавок с плоскопараллельными сторонами высокой точности. Цель изобретения - повышение точности обработки канавок. Станок содержит механизм возвратно-поступательного перемещения обрабатываемой детали 9, установленной в приспособлении 8 на столе 2 станка. Устройство 7 для правки шлифовального круга 6 расположено на столе станка. Станок содержит механизм вертикальной подачи шлифовального круга на обрабатываемую деталь и устройство позиционирования шлифовального круга относительно обрабатываемой детали, выполненное в виде оптопары, состоящей из фотодиода и светодиода, подключенной через усилитель 17 к задающему устройству 18 вертикальной подачи инструмента. Оптопара расположена на столе станка и установлена с возможностью вертикального перемещения в направлении подачи щлифо- вального круга. Оптическая ось оптопары расположена перпендикулярно направлениям вертикальной подачи шлифовального круга и чозвратно-поступательного перемещения стола. Установочное окно фотодиода оптопары имеет щелевую форму, выполненную в виде сегмента, радиус окружности которого соответствует минимальному радиусу из диапазона изменения радиуса абразивного инструмента при обработке, i ил. ю (Л
(ри.е.2
20
V //
фие.д
Вад
ие.
| Универсальный плоскошлифовальный станок | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
| Руководство к станку | |||
| Станкостроительный завод «Красный Борец, 1974. | |||
