23.
.1
26
Вытяжка
(Л
со ел
о со
СП
мойки, сушки, загрузки, выгрузки и тамбуром, Струйные головки 21, стол 3 с неподвижным основанием 4 и много позии,ион11ой поворотной планшайбой, В каждой позиции планшайбы установлен механизм крепления и вращения деталей, выполненный в виде установленной с возможностью вращения вертикальной оправки 25, и поворотного подпружиненного Г-образного прижима 27. На верхнем конце оправки закреплен базирующий элемент 26 для установки обрабатываемой детали, а на нижнем - фрикционная втулка 30. Верх НИИ конец прижима 27 оборудован установленным с возможностью вращения эластичным упором, а нижний - роликом, кулачком и байонетным зажимом. При вращении планшайбы стола 3 оп- равки 25 своими фрикционными втулками 30 контактируют с фрикционными планками, установленными на неподвижном основании 4 в секциях абразивной очистки установки. В тамбуре и секции сушки рабочей камеры 1 на основании 4 стола закреплены копир- ные лыжи с упорами, ко№гактирующими с роликами и кулачками Г-образных прижимов 27 при вращении стола 3. Для герметизации секций загрузки- выгрузки рабочей камеры от отраженных струй рабочей среды позиции планшайбы стола 3 отделены друг от друга радиальными щитами с эластичными кромками 24. Кроме того, в секциях загрузки-выгрузки деталей установлены вытяжная вентиляция 23 и устройства для образования водяных завес в месте соединения этих секций с секциями абразивной очистки и мойки деталей. Отработанная гидроабразиная среда стекает через приемную воронку 5 в классификатор 6. 1.з.п. ф-лы, 3 ил.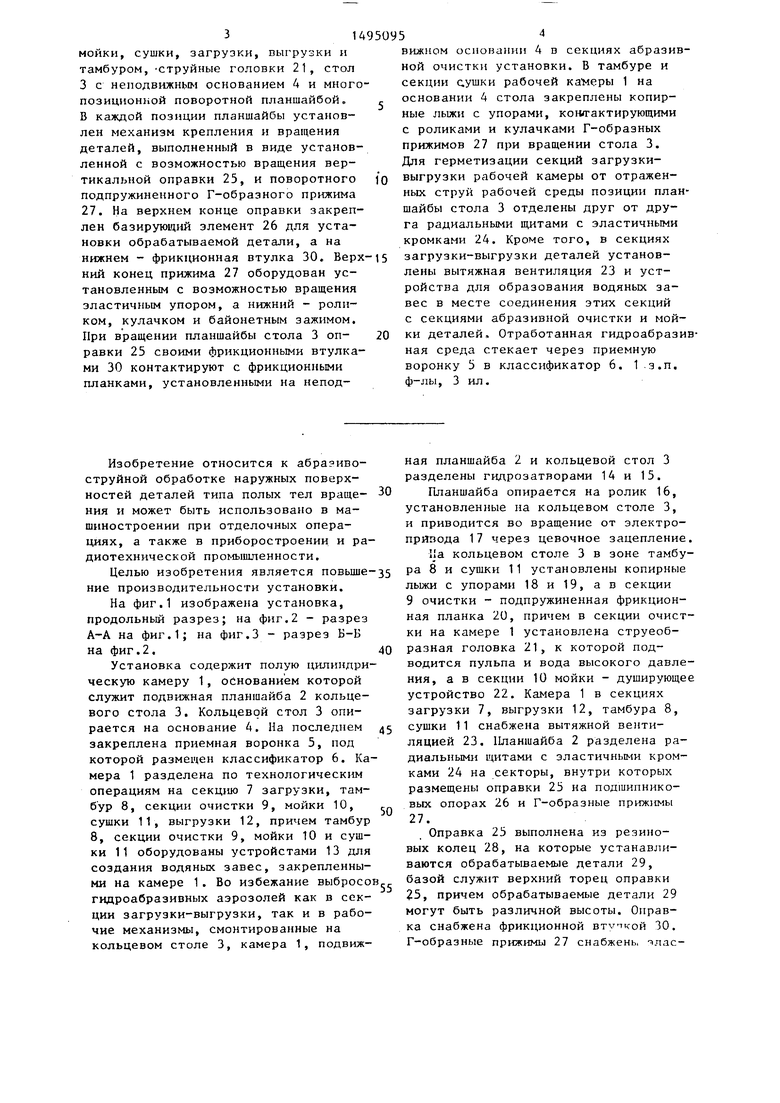
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для дробеструйной обработки полых цилиндрических изделий | 1986 |
|
SU1366376A1 |
| Установка для гидроабразивной обработки деталей | 1986 |
|
SU1399100A1 |
| Установка для очистки деталей | 1978 |
|
SU745560A1 |
| Устройство для абразивной обработки деталей | 1981 |
|
SU1007941A1 |
| Установка для очистки изделий | 1989 |
|
SU1662714A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ | 1966 |
|
SU180109A1 |
| Устройство для центробежной обработки колец | 1981 |
|
SU986747A2 |
| Линия мойки и сушки малогабаритных плоских деталей | 1985 |
|
SU1337329A1 |
| Установка для гидроабразивной обработки деталей в кассетах | 1986 |
|
SU1433778A1 |
| Установка для струйной мойки изделий | 1990 |
|
SU1768324A1 |
Изобретение относится к абразивоструйной обработке наружных поверхностей деталей типа полых тел вращения и может быть использовано в машиностроении и других отраслях промышленности для отделочных операций. Цель изобретения - повышение производительности установки. Установка содержит многосекционную рабочую камеру 1 с секциями абразивной очистки, мойки, сушки, загрузки, выгрузки и тамбуром, струйные головки 21, стол 3 с неподвижным основанием 4 и многопозиционной поворотной планшайбой 4. В каждой позиции планшайбы установлен механизм крепления и вращения деталей, выполненный в виде установленной с возможностью вращения вертикальной оправки 25, и поворотного подпружиненного Г-образного прижима 27. На верхнем конце оправки закреплен базирующий элемент 26 для установки обрабатываемой детали, а на нижнем - фрикционная втулка 30. Верхний конец прижима 27 оборудован установленным с возможностью вращения эластичным упором, а нижний - роликом, кулачком и байонетным зажимом. При вращении планшайбы 2 стола 3 оправки 25 своими фрикционными втулками 30 контактируют с фрикционными планками, установленными на неподвижном основании 4 в секциях абразивной очистки установки. В тамбуре и секции сушки рабочей камеры 1 на основании 4 стола закреплены копирные лыжи с упорами, контактирующими с роликами и кулачками Г-образных прижимов 27 при вращении стола 3. Для герметизации секции загрузки - выгрузки рабочей камеры от отраженных струй рабочей среды позиции планшайбы 2 стола 3 отделены друг от друга радиальными щитами с эластичными кромками 24. Кроме того, в секциях загрузки-выгрузки деталей установлены вытяжная вентиляция 23 и устройства для образования водяных завес в месте соединения этих секций с секциями абразивной очистки и мойки деталей. Отработанная гидроабразивная среда стекает через приемную воронку 5 в классификатор 6. 1 з.п. ф-лы. 3 ил.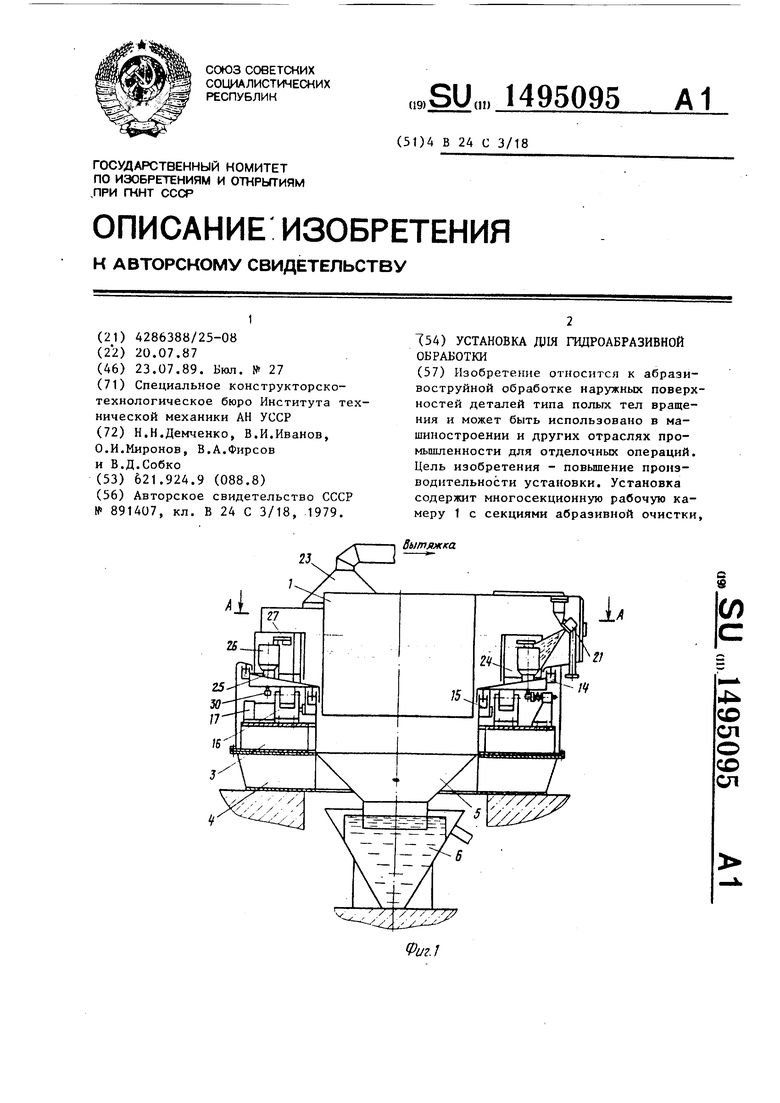
Изобретение относится к абраэиво- струйной обработке наружных поверхностей деталей типа полых тел враще- НИН и может быть использовано в машиностроении при отделочных операциях, а также в приборостроении и радиотехнической промышленности.
Целью изобретения является повыше ние производительности установки. На фиг.1 изображена установка, продольный разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2.
Установка содержит полую цилиндрическую камеру 1, основанием которой служит подвижная планшайба 2 кольцевого стола 3. Кольцевой стол 3 опирается на основание 4. На последнем закреплена приемная воронка 5, под которой размещен классификатор 6. Камера 1 разделена по технологическ1Ш операциям на секцию 7 загрузки, тамбур 8, секции очистки 9, мойки 10, сушки 11, выгрузки 12, причем тамбур 8, секции очистки 9, мойки 10 и сушки 11 оборудованы устройстами 13 для создания водяных завес, закрепленными на камере 1. Во избежание выбросо гидроабразивных аэрозолей как в секции загрузки-выгрузки, так и в рабочие механизмы, смонтированные на кольцевом столе 3, камера 1, подвижная планшайба 2 и кольцевой стол 3 разделены гидроэатворами 14 и 15.
Планшайба опирается на ролик 16, установленные на кольцевом столе 3, и приводится во вращение от электропривода 17 через цевочное зацепление
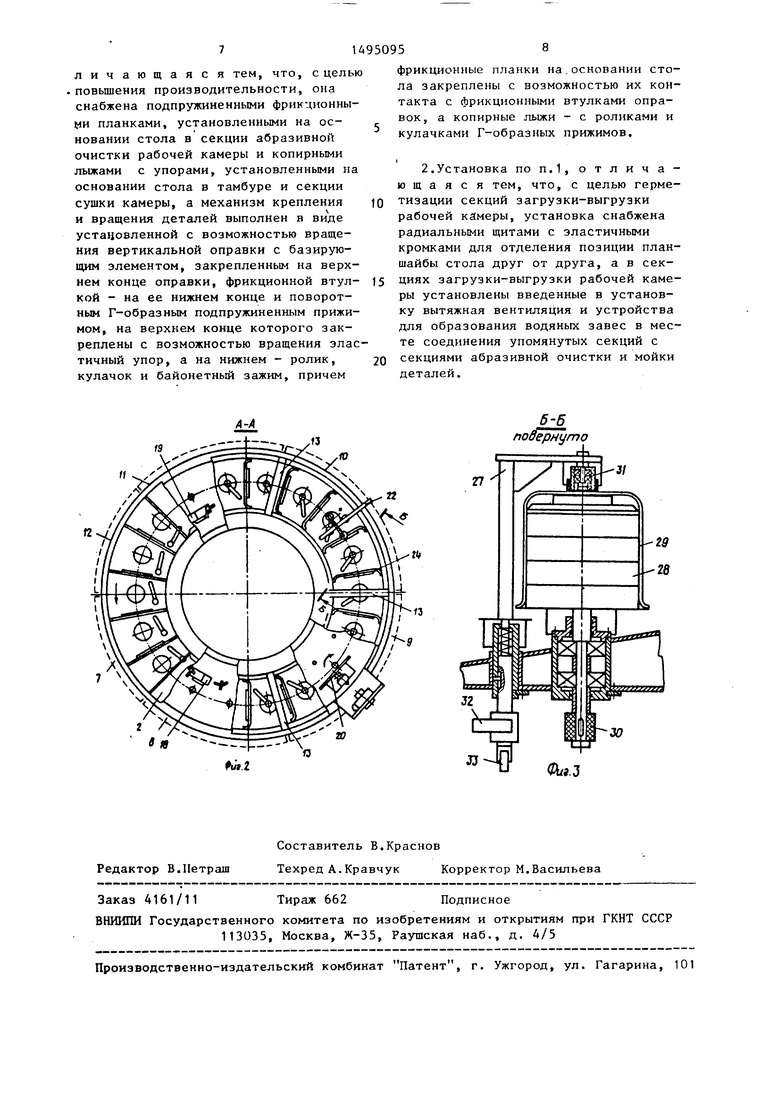
Ila кольцевом столе 3 в зоне тамбура 8 и сушки 11 установлены копирные лыжи с упорами 18 и 19, а в секции 9 очистки - подпружиненная фрикционная планка 20, причем в секции очистки на камере 1 установлена струеоб- разная головка 21, к которой подводится пульпа и вода высокого давления, а в секции 10 мойки - душирующе устройство 22. Камера 1 в секциях загрузки 7, выгрузки 12, тамбура 8, сушки 11 снабжена вытяжной вентиляцией 23. Планшайба 2 разделена радиальными щитами с эластичными кромками 24 на секторы, внутри которых размещены оправки 25 на подшипниковых опорах 26 и Г-образные прижимы 27.
Оправка 25 выполнена из резиновых колец 28, на которые устанавливаются обрабатываемые детали 29, базой служит верхний торец оправки 25, причем обрабатываемые детали 29 могут быть различной высоты. Оправка снабжена фрикционной вт ткой 30. Г-образные прижимы 27 снабжень. ялас5
тичными упорами 31, подпружинены, снабжены байонетными зажимами, кулачками 32 и роликами 33.
Установка работает следующим образом.
От электропривода 17 через цевочное зацепление приводится во вращение планшайба 2, опирающаяся на ролики 16. В течение всего рабочего цикла, т.е. обработки партии деталей, планшайба вращается непрерывно с определенной скоростью, достаточной для очистки, мойки и сушки деталей. В секции 7 загрузки обрабатываемые детали надеваются на неподвижные оправки 25, причем в этой секции Г-образные прижимы 27 развернуты на угол 80 и к оправкам 25 имеется свободный доступ. В тамбуре 8 кулачок 32 Г-образного прижима 27 и ролик 33 взаимодействуют с упором 18 на копирной лыже, который разворачивает Г-образный прижим 27 на 80 по часовой стрелке. Под действием пружины и с помощью байонетного зажима Г-образный прижим 27 прижимает обрабатываемую деталь 29 к оправке 25 посредством эластичного упора 31 на подшипниковых опорах.
Далее обрабатываемая деталь 29 переносится к секцию 9 очистки, где функционирует струеабразивная головка 21, смонтированная на камере 1. К струеабразивной головке 21 подводится вода высокого давления 12- 16 МПа и низконапорная пульпа 0,3- 0,4 МПа с концентрацией песка 30- 40%. Под планшайбой 2 на кольцевом столе 3 закреплена подпружиненная фрикционная планка 20, с которой взаимодействует фрикционная втулка 30 оправки 25.Длина планки 20 позволяет втулке 30 совершить четыре оборота вокруг своей оси и, следовательно, находиться обрабатываемой детали 29 в зоне воздействия высокоэнергетической гидроабразивной струи в течение четырех оборотов. Затем фрикционная втулка 30 выходит из контакта с подпружиненной фрикционной планкой 20 и оправка 25 перестает вращаться.
После секции 9 очистки оправка 25 с обработанной деталью 29 поступает в секцию 10 мойки, где под действием душирующего устройства 22 происходит промывка обработанной детали 29. Затем обработанная деталь
95095
29 поступает в секцию 11 сушки, где происходит ее принудительный обдув. Здесь ролик 33 Г-образного прижима 27 накатывается на упор 19, сжимает пружину Г-образного прижима 27, затем кулачок 32 взаимодействует с упором 19, разворачивается Г-образный прижим 27 на 80° и с помощью
0 байонетного зажима фиксируется в таком положении, освобождая тем самым обработанную деталь 29.
Далее происходит перевод детали в секцию 12 выгрузки, где происходит
15 съем обработанной детали 29. С целью герметизации зоны обработки для исключения выбросов гидроабразивных аэрозолей тамбур 8, секции очистки 9, мойки 10 и сушки 11 разделены во20 дяными завесами, а тамбур 8 и секция 11 сушки снабжены вытяжной вентиляцией 23. Планшайба 2 разделена щитами с эластичными кромками 24 на секторы, внутри которых размещены оправ25 ки 25 с обрабатываемыми деталями 29. Причем эластичные кромки щитов 24 скользят по внутренней поверхности полой камеры 1, исключая выброс отраженных струй душирующих и струеаб30 разивных устройств. Отработанная гидросмесь сливается по наклонной поверхности планшайбы 2 в приемную воронку 5, закрепленную на оснопании 4 и заглубленную в классификатор 6.
Гидрозатворы 14 и 15 также повышают герметичность зоны обработки и исключают попадание гидроабразивной смеси на узлы и механизмы, установленные на кольцевом столе 3.
Q Использование установки эффективно при обработке наружных поверхностей малогабаритных полых деталей типа тел вращения, особенно при декоративной отделке деталей металличес35
45
ких термосов.
Формула изобретения
личающаяся тем, что, с целью , повьпиения производительности, она снабжена подпружиненными фрикционными планками, установленными на основании стола в секции абразивной очистки рабочей камеры и копирными лыжами с упорами, установленными на основании стола в тамбуре и секции сушки камеры, а механизм крепления
и вращения деталей выполнен в виде устацовленной с возможностью вращения вертикальной оправки с базирующим элементом, закрепленным на верхнем конце оправки, фрикционной втул- кой - на ее нижнем конце и поворотным Г-образным подпружиненным прижимом, на верхнем конце которого закреплены с возможностью вращения злас тичный упор, а на нижнем - ролик, кулачок и байонетный зажим, причем
«
ю
вя
го
Фм.г
ю а
1А950958
фрикционные планки на.основании стола закреплены с возможностью их контакта с фрикционными втулками оправок, а копирные лыжи - с роликами и кулачками Г-образных прижимов.
2,Установка поп.1, отличающаяся тем, что, с целью герметизации секций загрузки-выгрузки рабочей камеры, установка снабжена радиальными щитами с зластичными кромками для отделения позиции планшайбы стола друг от друга, а в секциях загрузки-выгрузки рабочей камеры установлены введенные в установку вытяжная вентиляция и устройства для образования водяных завес в месте соединения упомянутых секций с секциями абразивной очистки и мойки деталей.
6-5 повернуто
Л
Фиг.З
| Установка для абразивоструйной обработки деталей | 1979 |
|
SU891407A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
