4 СО СП
1
Изобретение относится к порошковой металлургии, а именно к изготовлению фильтрующих материалов, предназначенных для очистки различных жидкостей и газов, обеспечивающих повышенную грязеемкость при заданной тонкости очистки.
Цель изобретения - повышение грязе- емкости при сохранении заданной тонкости очистки.
Способ включает засыпку порошка в форму и последующее прессование. Засыпку порошка в форму производят послойно, причем толщина первого слоя равна 13-15 диаметром частиц порошка, толщина всех последующих слоев равна 3-4 диаметра.м частиц, а прессование заготовки производят при каждой засыпке, при этом давление прессования определяют из выражения
Р, {л,-/-1) Рп,
i где Р, давление прессования i-ro слоя; Рп - минимальное давление, при котором ; заготовка сохраняет форму при выпрессовке; /7 - количество слоев заготовки; i- порядковый номер слоя.
Сущность изобретения заключается в том, ;что при засыпке в форму слоя nopoujKa толщиной равной 13-15 диаметров частиц ;и прессовании при давлении Р,--л-Рл образуется слой фильтрующего материала с регулярной структурой, который обеспечивает заданную тонкость очистки.
Для получения изделий с максимальной грязее.мкостью при заданной тонкости очистки прессование необходимо производить следующим образом: вначале прессуют слой при давлении , который обеспечивает заданную тонкость очистки, затем последовательно прессуют слои при давле- н:иях, определяемых из выражения Р/- ь («-/-) Рп, которые обеспечивают макси- .«альные значения грязеемкости и проницаемости.
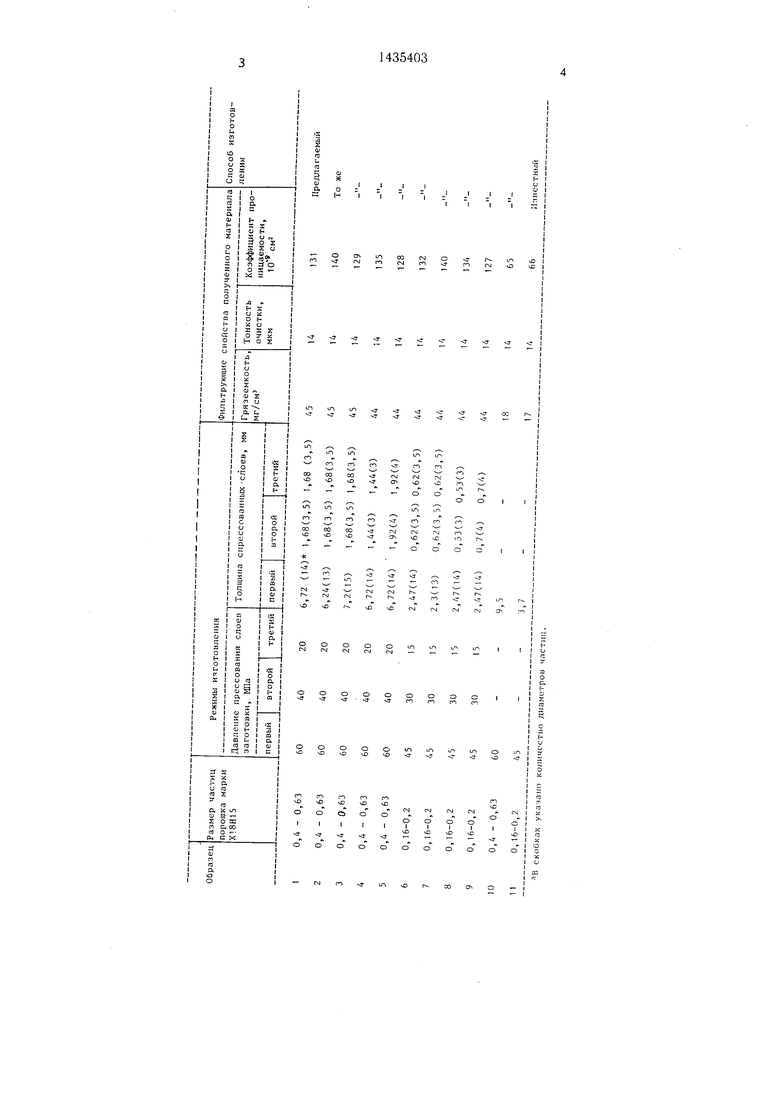
Пример. Порощок нержавеюн ей стали марки Х18Н15 с размером частиц (0,4- 0,63) мм засыпают в пресс-форму и прессуют
заготовку в виде диска толщиной 6,72 мм (что составляет 14 диаметров частиц по- рощка) при давлении МПа. Затем на поверхность описанной заготовки насыпают слой порошка толщиной 1,68 мм (что составляет 3,5 диаметров частиц) и прессуют при давлении МПа, после чего на поверхность спрессованной заготовки насыпают слой порошка толщиной 1,68 мм (что составляет 3,5 диаметров частиц порошка)
и прессуют при давлении МПа. После прессования заготовку помещают в камеру спекания, где производят спекание. сформованной заготовки. После спекания изделия определяют его основные фильтрующие характеристики (грязеемкость, коэффициент проницаемости и тонкость очистки).
Результаты измерений основных фильтрующих характеристик материалов, полученных при различных режимах формования,
представлены в таблице.
Формула изобретения
Способ получения фильтрующих мате- риалов, включающий засыпку порошка в форму, прессование и последующее спекание, отличающийся тем, что, с целью повышения грязеемкости при сохранении заданной тонкости очистки, засыпку порошка в форму проводят послойно, причем толщина первого слоя равна 13-15 диаметрам частиц порошка, толщина всех последующих слоев равна 3-4 диаметрам частиц, а прессование заготовки производят при каждой засыпке, при этом давление прессования определяют из выражения
P, {n-L-l)Pn,
где Я -давление прессования i-ro слоя; .минимальное давление, при котором заготовка сохраняет форму
при выпрессовке; /г. количество слоев заготовки; i - порядковый номер слоя.
- О
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения фильтрующих материалов | 1989 |
|
SU1683865A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНОГО МНОГОСЛОЙНОГО ФИЛЬТРУЮЩЕГО МАТЕРИАЛА И ФИЛЬТРОЭЛЕМЕНТ | 2006 |
|
RU2333782C2 |
| Способ получения многослойных изделий и устройство для его осуществления | 1990 |
|
SU1799688A1 |
| Способ получения материала с разноуровневой пористостью на основе порошков гематита | 2021 |
|
RU2765971C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ МЕДИ | 2006 |
|
RU2342221C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРОННЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ИЗ ПОРОШКОВ ФТОРОПЛАСТА Ф-4 | 1992 |
|
RU2024403C1 |
| Способ изготовления двухслойных пористых изделий из порошков никеля | 1982 |
|
SU1097452A1 |
| Способ изготовления пористых изделий из магнитных порошков | 1989 |
|
SU1650354A1 |
| Способ изготовления двухслойных пористых изделий | 1988 |
|
SU1521523A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕПЛОПРОВОДНОГО АЛЮМИНИЙ-ГРАФИТОВОГО КОМПОЗИТА | 2020 |
|
RU2754225C1 |
Изобретение относится к области порошковой металлургии, в частности к изготовлению фильтрующих материалов, применяемых для очистки жидкостей и газов. Целью является повышение грязеемкости при сохранении заданной тонкости очистки. Засыпку порошка в пресс-форму проводят послойно, причем толщина первого слоя равна 13-15 диаметрам частиц, толщина всех последующих слоев равна 3-4 диаметрам частиц, а прессование заготовки производят при каждой засыпке, при этом давление прессования определяется из выражения P, («-t-l) РЛ, где Р, - давление прессования -го слоя; Р„-минимальное давление, при котором заготовка сохраняет форму при выпрессовке; п - количество слоев заготовки; i- порядковый номер слоя. 1 табл. с 5 (Л
rvlГ 1OJО
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Кипарисов С | |||
| С., Либенсов Г | |||
| А | |||
| Порошковая металлургия.-М.: Металлургия, 1980, с | |||
| Кузнечный горн | 1921 |
|
SU215A1 |
