Изобретение относится к области порошковой металлургии и может быть использовано при изготовлении пористых изделий из порошков, в частности для создания фильтрующих пористых изделий с повышенной проницаемостью и грязеемкостью при заданной тонкости очистки, катализаторов с максимальной поверхностью при минимальном гидравлическом сопротивлении, испарителей с минимальным сопротивлением выходу пара и т.д.
Целью изобретения является повышение технологических свойств изделий.
Способ включает формование в магнитном поле при одновременном наложении механических колебаний и спекание, экспериментально определяют максимальную величину напряженности магнитного поля в
форме с порошком, обеспечивающую заданный тип структуры и требуемое ее качество, циклически уменьшают напряженность магнитного поля, восстанавливая после каждого цикла начальный максимум напряженности при разнице между максимумом и минимумом, не превышающей одного порядка для порошка одного химического, гранулометрического состава и формы, а по завершении циклов производят нагрев сформованной заготовки в окислительной атмосфере при максимуме напряженности магнитного поля и при температуре ниже точки Кюри материала порошка в течение времени, обеспечивающего отсутствие осыпания заготовки после снятия магнитного поля.
Число циклов уменьшения напряженности находится в пределах 1-9, а минимумы напряженности устанавливают по зависимости
Н1мин нма.с.ехр-{1-о.10
где Н|мин - минимальная напряженность магнитного поля 1-го цикла;
Нмакс - постоянная максимальная напряженность магнитного поля во всех циклах;
I - номер цикла.
Механические колебания накладывают при максимуме напряженности в направлении, перпендикулярном силовым линиям.
Формование ведут в форме для спекания готового изделия, изготовленной из немагнитного материала, а в качестве магнитных порошков используют карбонильные порошки. Под напряженностью (Нмакс) понимается напряженность магнитного поля, необходимая как для ориентации частиц порошка, так и для разрыхления слоя последнего, и определяется в каждом конкретном случае экспериментально, наблюдая за поведением и ориентацией частиц порошка при увеличении напряженности магнитного поля, в частности для примеров 1-5 (железный порошок) составляет 43076 А/м, а в примере 6 ( карбонильный никелевый порошок) - 56000 А/м.
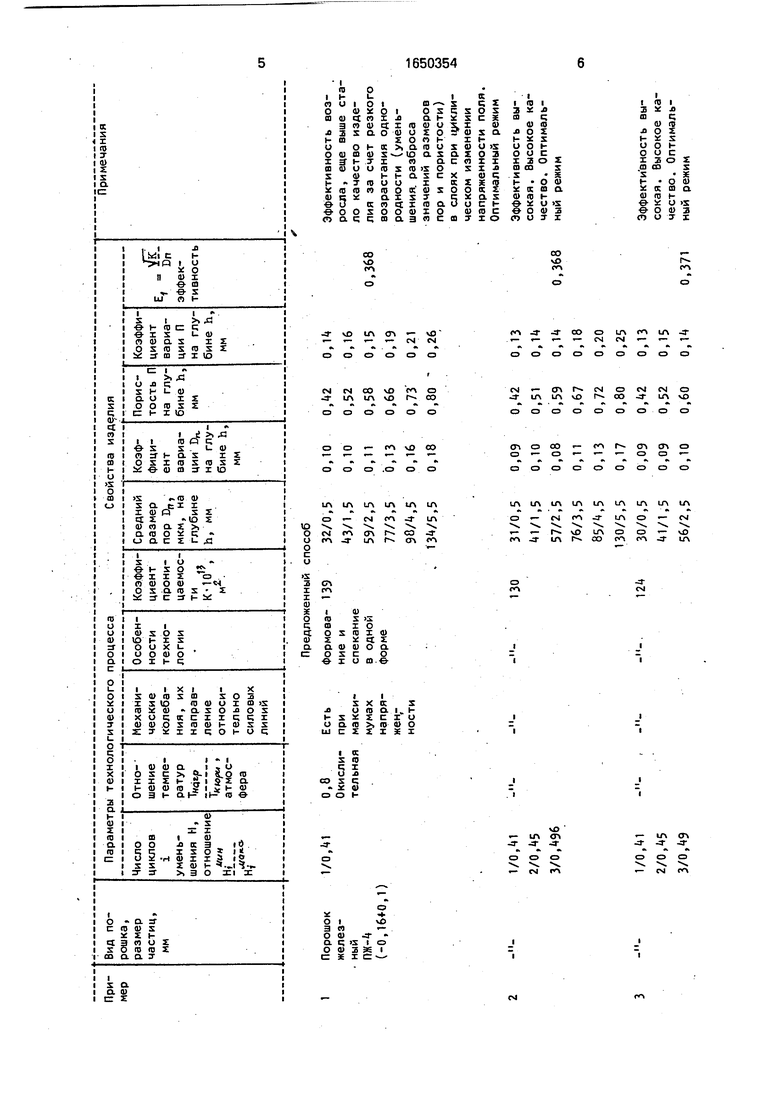
П р и м е р. Из металлических порошков, указанных в таблице, формуют в магнитном поле заданной направленности и величины напряженности пористые заготовки в виде
дисков 060 и толщиной 5-8 мм. В процессе формования осуществляют нагрев в окислительной атмосфере. Конкретные значения параметров технологического процесса
и его особенности приведены в таблице. Сформованные заготовки спекают в восстановительной атмосфере.
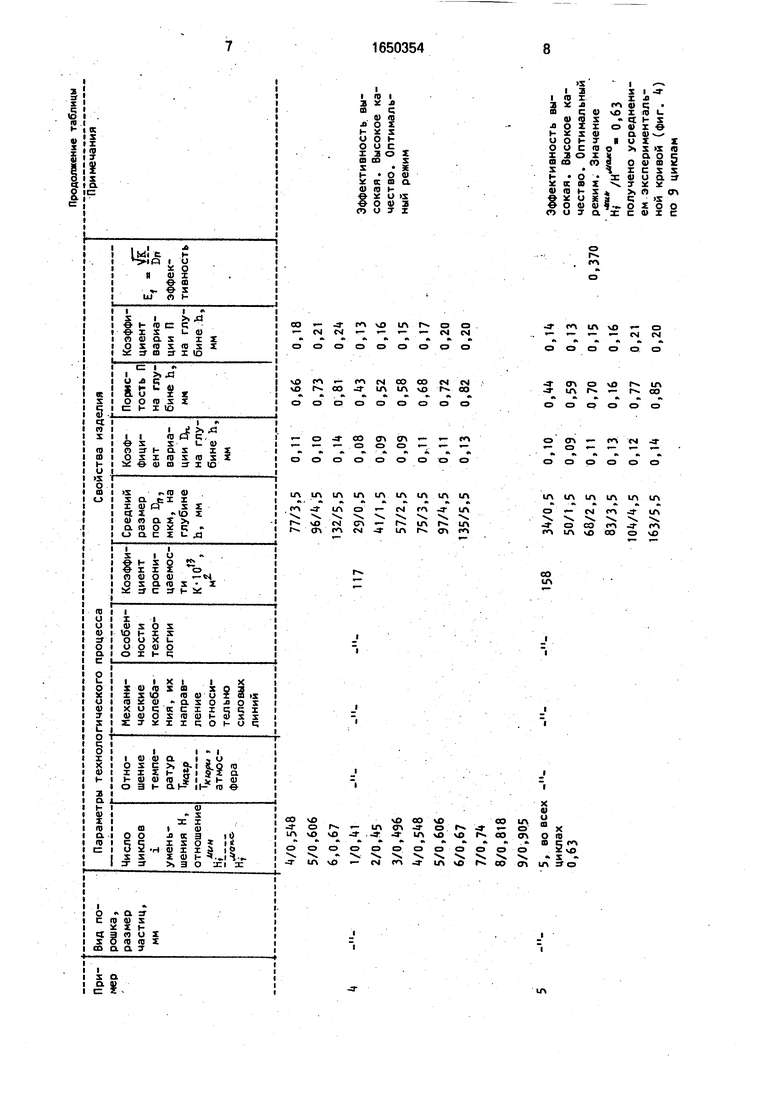
По известному способу гранулированный порошок оксида циркония (размер гранул - 0,63+0,4 мм) смешивают со связкой, вводят в качестве порообраэователя порошок железа (карбонильный), вновь смешивают и прессуют в таблетки диаметром 30 и толщиной 8-10 мм в магнитном поле, напряженность которого соответствует режимам предлагаемого способа.
Свойства изделий, изготовленных по предложенному и известному способам, представлены в таблице.
Формула изобретения
1.Способ изготовления пористых изделий из магнитных порошков, включающий формование порошков в пресс-форме в магнитном поле при одновременном наложении механических колебаний и спекание, отличающийся тем, что, с целью повышения технологических свойств, формование проводят в немагнитной прессформе, в магнитном поле, напряженность которого изменяют циклически по зависимости HiMMH Нмакс -ехр 1-°-1. где - минимальная напряженность магнитного поля 1-го цикла А/м;
нмакс постоянная максимальная напряженность магнитного поля во всех циклах, А/м;
I 1-9 - число циклов, а перед спеканием проводят нагрев сформированной заготовки в окислительной атмосфере при максимальной напряженности магнитного поля при температуре ниже точки Кюри материа .
2.Способ по rtJ о т л-и чающийся тем, что механические колебания накладывают при максимум напряженности в направлении, перпендикулярном к силовым линиям./
3.Способ па п.1,отличающийся тем, что используют карбонильные порошки.
Порошок железный
т-ь
(-0,,1)
м
1/0, 1 2/0,145 3/0,96
,368
,368
Эффективность возросла, еще выше стало качество изделия за счет резкого возрастания однородности (уменьшения, разброса значений размеров пор и пористости) в слоях при циклическом изменении напряженности поля. Оптимальный режим
Эффективность высокая. Высокое качество. Оптимальный режим
оэ ел
S
ел X
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пористых изделий из магнитных порошков | 1987 |
|
SU1528620A1 |
| Способ изготовления двухслойных пористых изделий из порошков никеля | 1982 |
|
SU1097452A1 |
| МЕТАЛЛОПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЗАГОТОВОК | 2006 |
|
RU2310542C1 |
| Способ получения фильтрующих материалов | 1989 |
|
SU1683865A1 |
| Способ получения керамического эталона температуры на основе Zn NiFeO ферритов переменного состава | 2023 |
|
RU2825016C1 |
| МЕТАЛЛОПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЧУГУННЫХ ЗАГОТОВОК | 2007 |
|
RU2332430C1 |
| Способ получения композиционного материала для обратимого поглощения водорода | 1990 |
|
SU1743692A1 |
| Установка формования заготовок для режущих пластин | 2021 |
|
RU2764451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ЗАГОТОВОК НА ОСНОВЕ ТИТАНА | 2015 |
|
RU2612106C2 |
| НИОБИЕВЫЙ ПОРОШОК, СПЕЧЕННЫЙ НИОБИЕВЫЙ МАТЕРИАЛ И КОНДЕНСАТОР, ВЫПОЛНЕННЫЙ С ИСПОЛЬЗОВАНИЕМ СПЕЧЕННОГО МАТЕРИАЛА | 2002 |
|
RU2299786C2 |
Изобретение относится к порошковой металлургии и может быть использовано при изготовлении пористых изделий из порошков, в частности для создания фильтрующих пористых изделий с повышенной проницаемостью и грязеемкостью при заданной тонкости очистки, катализаторов с максимальной поверхностью при минимальном гидравлическом сопротивлении, испарителей с минимальным сопротивлением выходу пара и т.д. Целью изобретения является повышение технологических свойств изделий. Способ включает формование в магнитном поле при одновременном наложении механических колебаний и спекание. Экспериментально определяют максимальную величину напряженности магнитного поля в форме с порошком, обеспечивающую заданный тип структуры и требуемое ее качество, циклически уменьшают напряженность магнитного поля, восстанавливая после каждого цикла начальный максимум напряженности, а по завершении циклов производят нагрев сформованной заготовки в окислительной атмосфере при максимуме напряженности магнитного поля и при температуре ниже точки Кюри материала порошка. Число циклов уменьшения напряженности от 1 до 9, а минимумы напряженности устанавливаются по зависимости Н,мич Нмакс-ехр Л где Н)мин - минимальная напряженность магнитного поля i-ro цикла, нмакс- постоянная максимальная напряженность магнитного поля во всех циклах, i - номер цикла. Механические колебания накладывают при максимуме напряженности и направлении, перпендикулярном силовым линиям. Формование ведут в форме из немагнитного материала, а в качестве магнитных порошков используют карбонильные порошки. 2 з.п. ф-лы, 1 табл. Ё О сл о 00 сл 4
-
1/0,«И 2/0, 3/0,9
Эффективность высокая. Высокое качество. Оптимальный режим
u
-
n
Vo.548
5/0,606
6,0,67
1/0, 41
2/0,45
3/0,496
4/0,548
5/0,606
6/0,6
7/0,74
8/0,818
9/0,905
5, во всех - циклах
0,63
.
u
117
Эффективность высокая . Высокое качество. Оптимальный режим
О)
ел
о
U
ел
-и.
ii
и
158
0,370
Эффективность высокая. Высокое качество. Оптимальный режим. Значение
нГлГ-°- о,бз
получено усреднением экспериментальной кривой (фиг. 4) по 9 циклам
00
5 во всех
циклах
0,63
-ЧОкисьциркония
(-0,63+ +О.М Карбонильноежелезо (-0,008 +0,002)
-IIЕсть
0,713
0,263
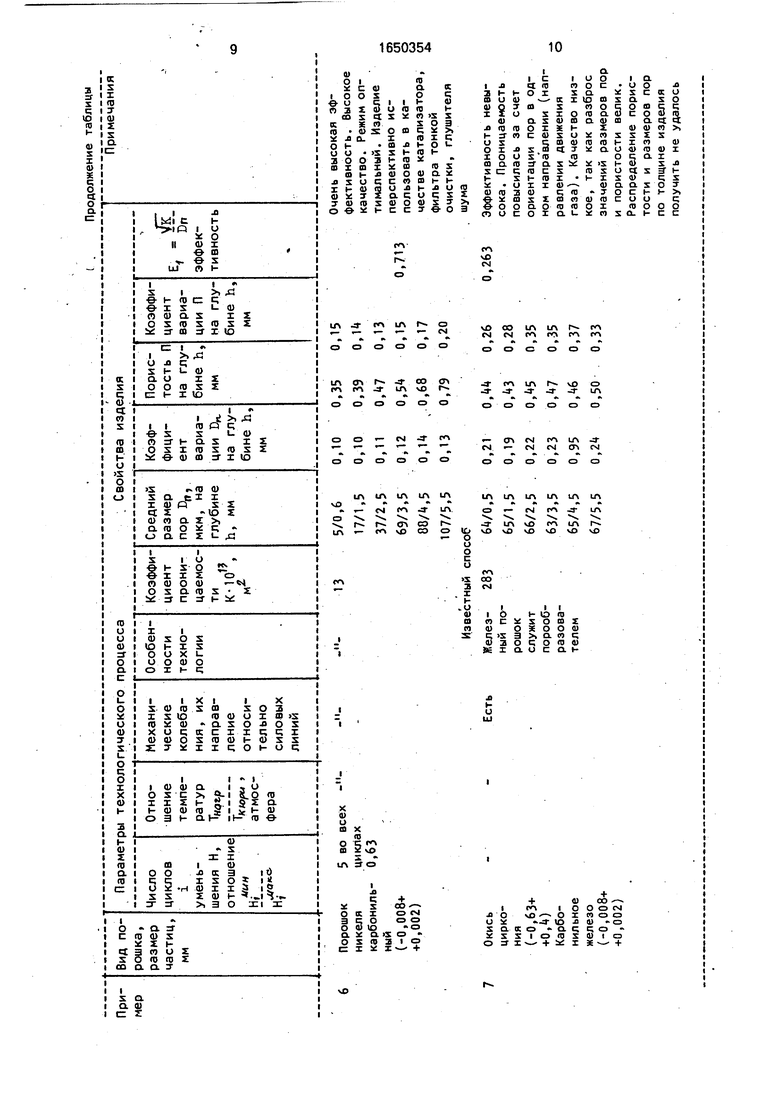
Очень высокая эф- фекти вност ь. Высокое качество. Режим оптимальный. Изделие перспективно использовать в качестве катализатора, фильтра тонкой очистки, глушителя шума
Эффективность невысока. Проницаемость повысилась за счет ориентации пор в одном напра влении (направлении движения газа). Качество низкое, так как разброс значений размеров пор и пористости велик. Распределение пористости и размеров пор по толщине изделия получить не удалось
о ел о со ел
Ј
| Белов С.В | |||
| Пористые металлы в машиностроении | |||
| М.: Машиностроение, 1981, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Способ изготовления пористых изделий из порошкообразных материалов | 1972 |
|
SU441105A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
