4
СО 01 4
СлЭ
./
Изобретение относится к механосборочному производству, а именно к устройствам для сборки охватывающей детали типа ки с охватываемыми типа 1пайбы и ро;1ика,
Цель изобретения - повыи;ение производительности и надеж110сти.
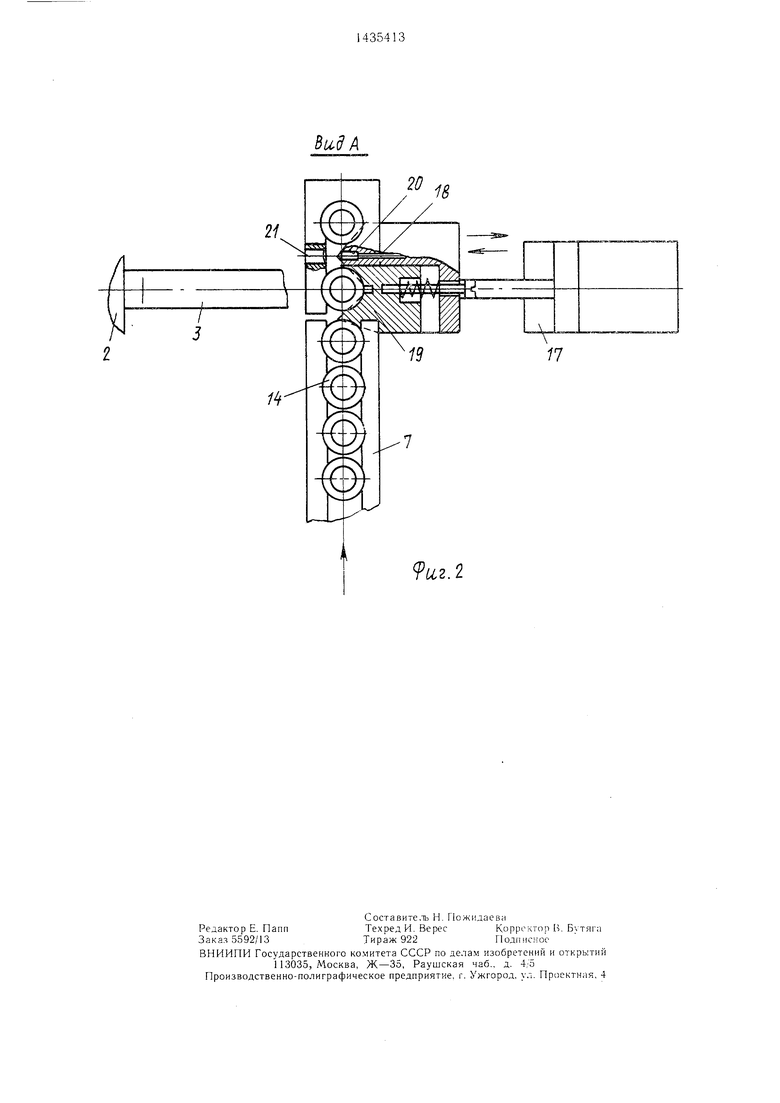
На фиг. 1 показан автомат для сборки деталей типа втулка -ишйба ролик, исходное положение; на фиг. 2 - вид . на фиг. 1.
Автомат для сборки деталей содержит стапину 1, на которой установлеш:. манипулятор 2 с рукой 3, па которой смонтированы захваты 4 и 5, вибропитатели (i--8. выполненные в виде лотков с закрытыми
торнами 91 1. Детали 12 тина ролика ггодаются по питателю 6 и, прижимаясь к торцу 9, (жазываются на нозинии нредварител - ной ориентации. Аналогичным образо.м подаются детали 13 типа шайбы. Питате.пь 7 для охватываюн1их деталей 14 тина втулки вьнюлнен с вырезом, в который входит зажимной э. емент 15 механизма фиксации. Над этим питателем вне зоны действия pv- кн ..1нтора установлен силовой обр;:- батьнзающий .механизм i6. Привод механизма фиксации выполнен в виде сн, ци.1индра 17, а зажимной элемент выполнен в виде основного клина 18 и юднружи- ненного относительно него дополнителыклч) клина 19. На ос}ювпом клине установ;1сп светоизлучатель 20 датчика контро:1я tia. ni- чия нредварительно собранных з.1ов. Соосио светоизлучателю на питателе 7 зак|1е11леп фотоприемник 21 датчика.
Автомат для сборки деталей втулка- - пайба---ролик работает с, едуюпи-1м образом.
В исходпом положении (фи1 . 1 ) в)уч11ук; .собирают один комплект деталей типа вту.1- ка 14 с Н1айбой 13 и роликом )2 и устанавливают па позицию 10 окончательной сборки. Далее вк., почают автомат с пул.ь7-а vrpati.ne- 11ИЯ (не показан) и захватом 5 :- ахваты- вают деталь 13 (в режиме «Наладка). Нереводят тумблер автомата в режиь;е «Авто.мат, при этом срабатывает .мпо11 элеме1 т 15 и производит фиксанию- дега- лей 14 одновременно на позициях 0 и 22 путем их прижима фиксаторами 18 и 1:1 .к
внутренней поверхности лотка 7. Сначала Захват 5 устанавливает деталь 13 в отверстие дета; и 14, а захват 4 захватывает деталь i2, поступающую из питателя 6. Затем
г- пука 3 перемеп1ается в крайнее правое по- ;|-с)жеиие, и захват 4 устанавливает деталь 12 в отверстие втулки 4, при этом захват 5 :;.ахватывает очередную деталь 13, поступающую из нитателя 8. Одновременно с работой манипулятора 2 рабочая головка на
О позиции 10 производит технологическое воздействие на ранее сопряженные детали 12, 14 и 13. По возвращении руки 3 .манипулятора 2 в исходное положение отходит за- жим.чой элемент 15, при этом собранный
5
уда,ляется с позиции 10, а очередные
детали 14 поступают по вибропитателю 7. Как только датчик контроля выдаст сигнал в снсте.му управления автоматом на прохождение нредварительно собранного узла, зажимной э; емеит 15 срабатывает и фикси- 0 руст очередные .детали на позициях 10 I-; 22. Цикл повторяется.
Формула и: ,обретсния
5
Авто.мат д. 1я сборки деталей, содержащий смонти)ованн1з1е на станине манипулятор с д хзахватной рукой, установ,лен- ные ; зоне дсйст.вия руки питатели, выполненные в виде .лотков с закрытым торцом, один из KOTOpiaix пред1 азначен для ноQ .чачи ох1- атываемых деталей, механизм фиксации с приводо.м и зажимным элементом, вь 10Л11енным н ви;.е , а также силовой обрабат1яваю1ций механизм и систему управления, отличающийся те.м, что, с целью по- ы.ннения производительности и надежносг ти, он снабжен дслюлнительным питателем ;;,.ля подачи охватыва.ющих деталей и электрически связанным с системой управления дал чиком контро.ля наличия предварительно собранно Ч) уз.ла, зажимной эле.мент выпол- |-;ен с дополнительн1з1.м клином, поднружи0 1.:е;п1ым относительно основного, датчик кон- т)С).ля установ.лен на основном клине, а си- .ловой обрабатывающий механизм установ- . |(М1 11ад питателе.м д.ля подачи охватывающих дста.лей вне действия руки :а- .л итопа.
Biid А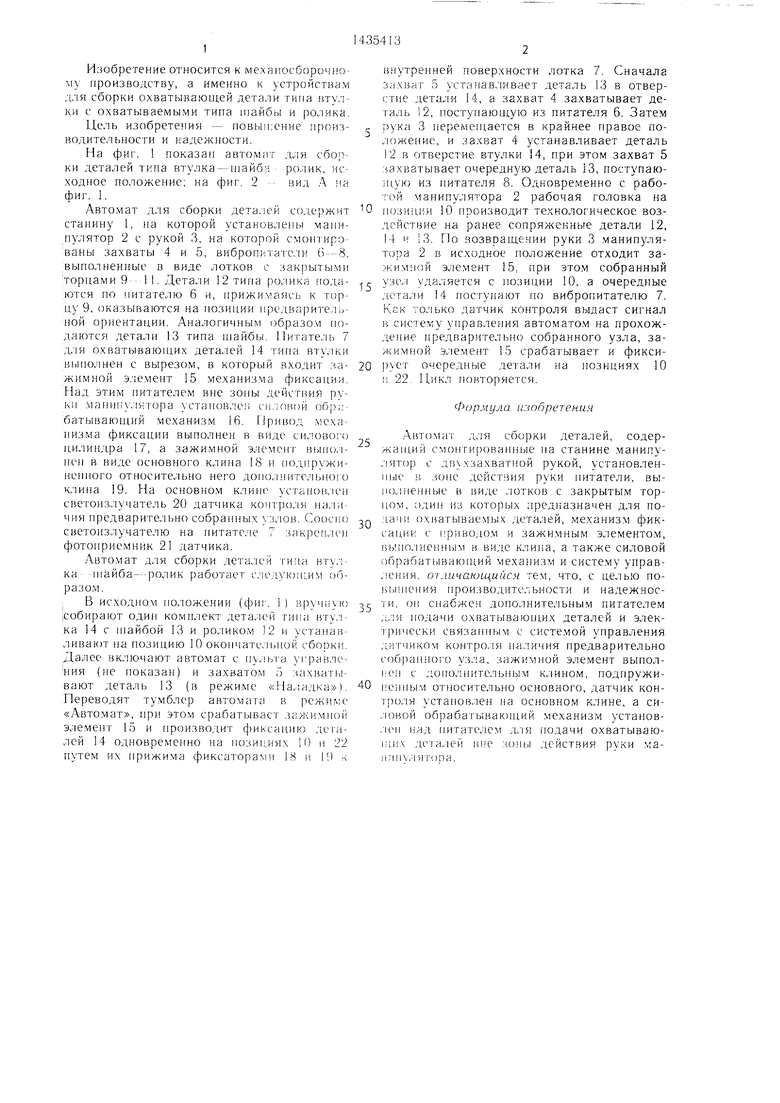
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки деталей | 1989 |
|
SU1639936A1 |
| Автомат для сборки деталей типа втулка-ролик | 1984 |
|
SU1209405A1 |
| Автомат для сборки деталей типа вал-втулка | 1978 |
|
SU753584A1 |
| Устройство для подготовки радиоэлементов к монтажу | 1988 |
|
SU1704306A1 |
| Автоматическая линия сборки переключателей | 1984 |
|
SU1254560A1 |
| Сборочный автомат | 1987 |
|
SU1496983A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Многопозиционный автомат для сборки узлов | 1989 |
|
SU1660925A1 |
| Сборочный автомат | 1977 |
|
SU707754A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1318382A1 |
Изобретение относится к механосборочному производству, к .устройствам для сборки охватывающей детали типа втулки (В) с охватываемыми. Цель - повышение производительности и надежности путем сокращения числа ходов руки манипулятора, необходимых для сборки, а также контроля поступления узла (У) на позицию сборки. Захват 5 руки при перемещении ее вниз вставляет захваченную в предыдущем цикле шайбу 13 в отверстие В 14. Последняя зафиксирована в питателе 1 зажимным элементом 15. Захват 4 в это время забирает ролик 12 из питателя 6. При перемещении руки вверх, вправо и вниз захват 4 вставляет ролик 12 в отверстие В, а захват 5 забирает шайбу 13 из питателя 8. Одновременно механизм 16 воздействует на ранее собранный У. Затем рука и зажимной элемент отходят, окончательно собранный У удаляется, а предварительно собранный - перемещается под механизм 16. На позиции 22 оказывается новая В 14. Элемент 15 фиксирует ее одновременно с предварительно собранным У, и цикл повторяется. 2 ил.
20
1S
9иг.2
| Автомат для сборки деталей типа втулка-ролик | 1984 |
|
SU1209405A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
