Изобретение относится к автоматизации технологических процессов, а именно к сборочным устройствам для сборки деталей типа втулка-ролик, и может быть использовано в приборостроении, машиностроении, электротехнической и в других отраслях народного хозяйства.
Цель изобретения - повыше 1ие производительности и точности сборки за счет постоянной погрешности позиционирования втулки.
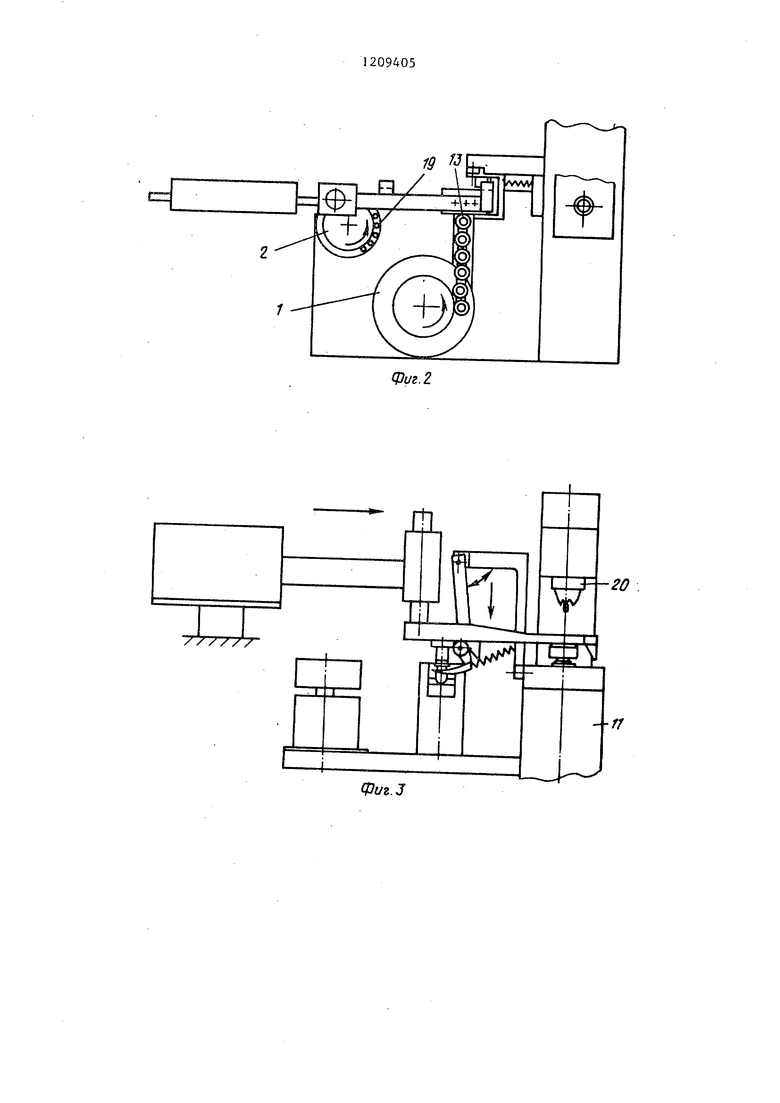
Иа фиг. 1 представлен предлагаемый автомат в исходном положении, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - полонсение механизмов автомата в момент сборки втулки с роликом на позиции предварительной сборки; на фиг. 4 - взаимодействие копира одного из захватов механической руки при ее вертикальном перемещении вниз с ролржом отсекателя.
Автомат состоит из двух питателе и 2 вибрационного типа, позиций предварительной сборки 3 и окончательной сборки 4, манипулятора 5, снаблсенного механической рукой 6 с двумя захватами 7 и 8 и соответст вуюш;ими захвату копирами 9 и 10, станины 11, на которой смонтированы все указанные сборочные единицы.
Механическая рука 6 манипулятора 5 имеет вертикальное и горизонтальные перемещения. Внбропитатель 1 снабжен отсекателем 12 поступающих деталей 13 типа втулки на позицию предварительной сборки 3. Отсекател 12 выполнен в виде серповидного рычага 14 с закрепленным на нем роликом 15, закреплен на кронштейне 16 с возможностью поворота вокруг оси 17 и подпружинен пружиной 18.
Вибропитатель 2 предназначен для подачи детали 19 типа ролика под зават 8. На станине 1 над позицией окончательной сборки,4 размещены рабочая головка 20, для обеспечения технологического воздействия на собранный узел и сопло 21 для удаления с позиции окончательной сборки собранного узла.
Автомат работает следующим образом.
Механическая рука 6 манипулятора 5 с двумя захватами 7 и 8 и с соответствующими каждому захвату копирами 9 и 1 О находится в исходном положении (крайнее левое верхнее). По команде с пульта управления автоматом (пульт управления на фиг. ,1-4 не показан ) рука 6 опускается в нижнее
положение. При зтом копир 9 захвата 7 воздействует на ролик 15 серповидного рычага 14, который поворачивается вокруг оси 17,, преодолевая усилие пружины 18, отсекает втулку
13, поступающую по лотку из вибропитателя 1 , и позиционирует ее. на позиции предварительной сборки под захват 7 путем прижима к базирующей поверхности.
Происходит одновременный захват втулки 13 и ролика 19 соответственно захватами 7 и 8 с позиции предварительной сборки 3 и из вибропитателя 2. Затем рука б перемещается
вверх, перенося захватами 7 и 8 детали 13 и 19 в крайнее правое положение, и опускается вниз. При этом копир О захвата 8 воздействует на ролик 15 серповидного рычага 14, который поворачивается вокруг оси 17 и отсекает очередную втулку 13, поступающую из вибропитателя 1, позиционируя ее на позиции предварительной сборки 3 так, что захват 8 точно вставляет ролик 19 в отверстие втулки 13. Одновременно захват 7 устанавливает две детали (втулка 13 в сборе с роликом 19) на позицию (Окончательной сборки 4. Затем рука 6 маниг улятора 5 возвращается в исходное положение и аналогичный цикл совершает рука второго манипулятора (на фиг. 1-4 не показано), устанавливая недостающие детали на позицию (Окончательной сборки 4 .
По возвращении руки второго манипулятора в исходное положение, рабочая головка 20 производит технологическое воздействие на собранный узел методом кернения или завальцов- ки. По окончании технологического цикла собранный узел удаляется с позиции окончат-ельной сборки струей воздуха из сопла 2 в отводящий лоток (не показан). Далее цикл сборки повторяется. ,
Пред-пагаемый автомат по сравнению с известным позволяет повысить производительность в два раза за счет сокращения времени холостого хода и
одновременного (переноса) транспортирования двухзахватной рукой трех деталей, обеспечивая при зтом требуемую .точность.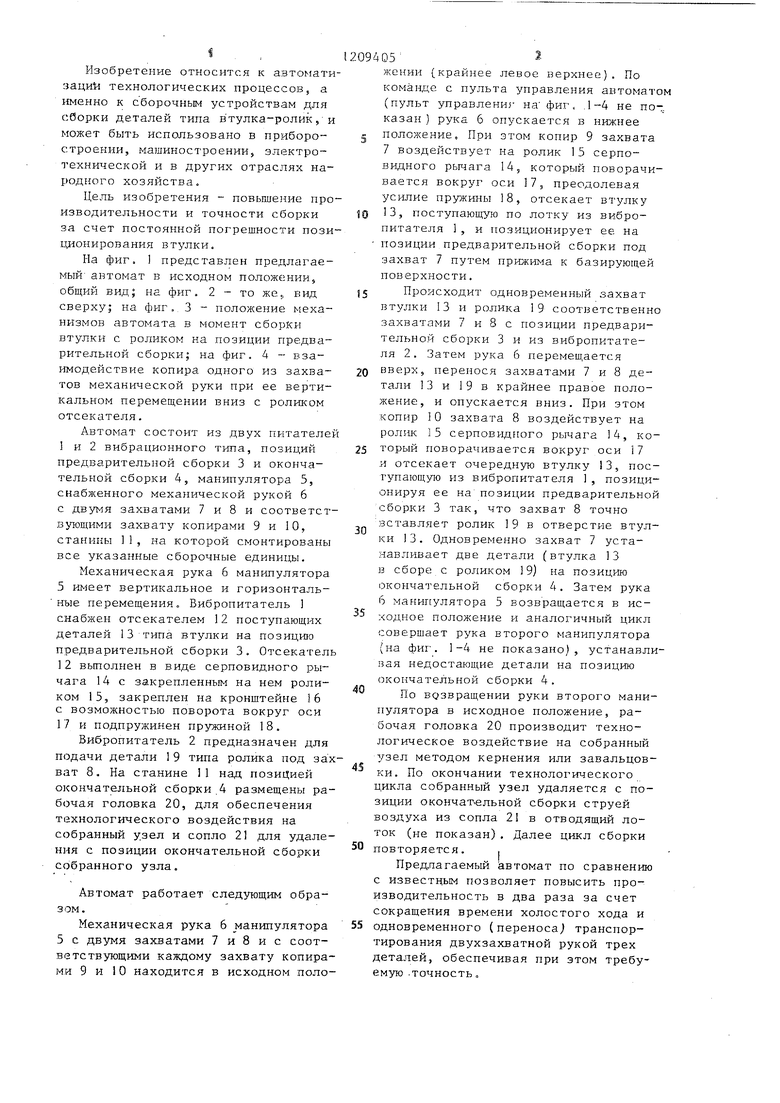
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки деталей | 1986 |
|
SU1435413A1 |
| Автомат для сборки деталей | 1989 |
|
SU1639936A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Многопозиционный автомат для сборки узлов | 1990 |
|
SU1779530A1 |
| Многопозиционный автомат для сборки узлов | 1989 |
|
SU1660925A1 |
| Установка для закалки деталей | 1983 |
|
SU1157083A1 |
| Автоматическая линия сборки переключателей | 1984 |
|
SU1254560A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для сборки подшипниковых узлов | 1984 |
|
SU1257309A1 |
| Автомат для сборки дисковых цоколей стартеров | 1973 |
|
SU482829A1 |


//////
//
Фиг.З
xf
к
| Автомат для сборки деталей типа ролик-втулка | 1982 |
|
SU1038164A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
