Изобретение относится к механосборочному оборудованию, в частности к оборудованию для автоматической сборки узла, состоящего из рукоятки и нескольких деталей типа шайб и втулок,
Целью изобретения является расширение технологических возможностей автомата за счет изменения способа сборки (сборка на ложный вал комплекта деталей) На фиг. 1 показан автомат для сборки в плане, общий вид; на фиг. 2 - то же, продольный разрез; на фиг. 3 - последовательные фазы перемещения рабочих органов; на фиг. 4 - спутник в позиции сборки деталей на шток-ловитель, продольный разрез; на фиг. 5 - то же, в позиции чеканки; на фиг. 6 - схема изделия в сборе и деталей.
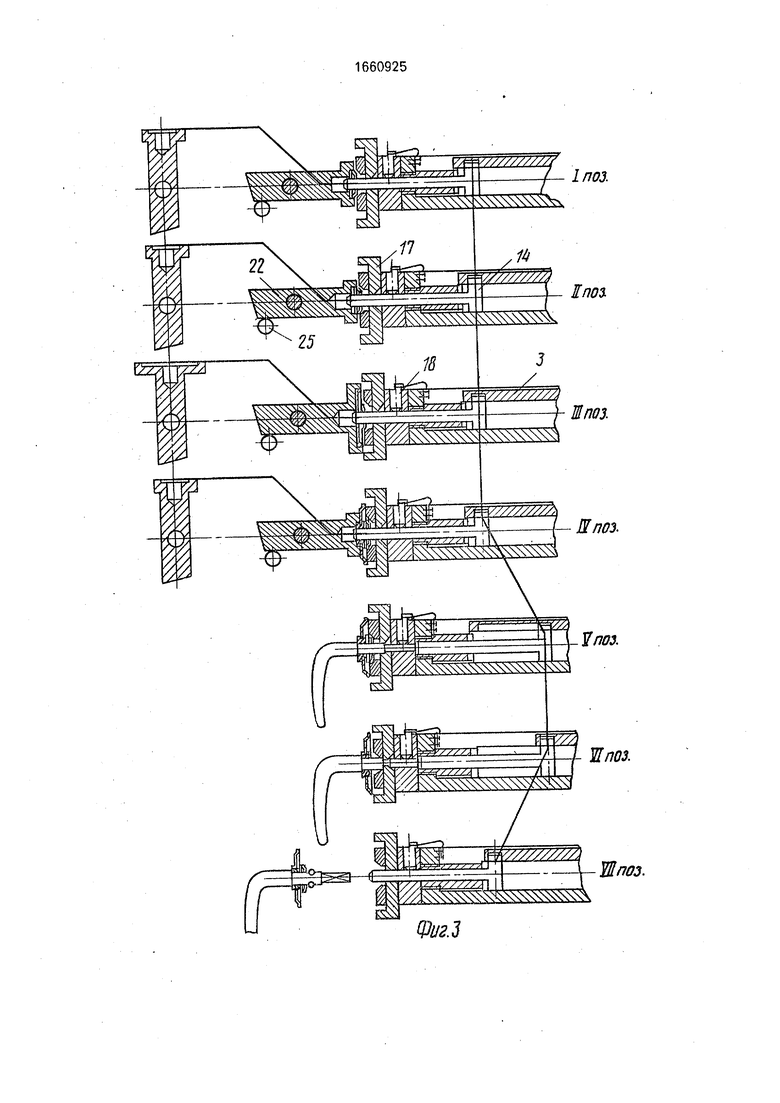
Многопозиционный автомат для сборки содержит смонтированные на станине 1 привод 2, неподвижный копир 3, поворотный стол 4, закрепленный на валу 5. Вокруг поворотного стола 4 в технологической последовательности расположены механизм 6 выдачи шайб, механизм 7 выдачи прокладки, механизм 8 выдачи накладки, механизм 9 выдачи втулки, устройство 10 для чеканки, а также прижим 11. В транспортном устройстве - поворотном столе 4 по перефирии расположены спутники. Каждый спутник выполнен в виде гнезда в поворотном столе 4, где неподвижно соосно закреплены корпус 12 и втулка-направляющая 13. Внутри корпуса 12 и втулки 13 подвижно расположен шток-ловитель 14, на одном конце которого закреплен ролик 15, перемещающийся при вращении стола 4 по пазу 16 неподвижного копира 3. В пазах корпуса 12 подвижно закреплены симметрично и перпендикулярно оси штока-ловителя 14 подпружиненные пуансоны 17 для чеканки и подпружиненный прижим 18.
Загрузочно-сборочные устройства состоят из корпуса 19, шибера 20, поворотного на оси 21 отсекателя 22, поддерживающей лапки 23, съемной кассеты 24 и упора 25. Устройство 10 для чеканки выполнено в виде
клещей с рычагами 26 и планкой 27, по пазу которой перемещается ось 28. На рычагах 26 установлены подпружиненные съемники 29,
Многопозиционный автомат работает следующим образом.
Детали собираемого изделия (шайба, прокладка, накладки, втулки) поступают в загру- зочно-сборочные устройства в съемных
кассетах 24 в ориентированном состоянии Кулачково-пальцевый привод 2 придает поворотному столу 4 прерывистое вращательное движение.
Шток-ловитель 14 расположен в отверстии корпуса 12 и втулке-направляющей 13 таким образом, что от поперечного перемещения он ограничен корпусом и втулкой, от продольного перемещения - пазом 16 в неподвижном копире 3, в котором перемещается ролик 15, закрепленный на конце штока-ловителя. Противоположный конец штока-ловителя выдвинут за пределы спутника для нанизывания на него сборочных единиц. Подпружиненные пуансоны 17 - разведены.
На первую позицию поступает шайба 6 и поштучно выдается из кассеты 24 шибером 20 в гнездо отсекателя 22. Последний с деталью перемещается горизонтально до
упора 25, затем на оси 21 поворачивается на 90°, удерживая деталь в его гнезде лапкой 23 и нанизывает шайбу на выдвинутый конец штока-ловителя 14. Поддерживающая лапка 23 удерживает деталь на штоке-ловителе при возврате отсекателя 22 в исходное положение.
На последующих трех позициях происходит аналогичное последовательное нанизывание прокладки,накладки,втулки. Пятая
позиция работы автомата - перегрузка комплекта нанизанных сборочных единиц со штока-ловителя 14 на рукоятку (стержень Г-образной формы), которая происходит таким образом, что Г-образный стержень своим прямолинейным концом (например, от манипулятора) упирается в свободный конец штока-ловителя 14 и перемещает его в корпусе 12 и втулке-направляющей 13 вдоль оси. Паз 16 в неподвижном копире 3 на данной позиции имеет такую ширину, что позволяет ролику 15 штока-ловителя перемещаться вдоль своей оси на определенное расстояние. Таким образом, шток-ловитель 14 уходит в спутник на определенную глубину и его место занимает прямолинейная часть Г-образного стержня, на которую перегружается комплект деталей. Г-образный стержень вставляется в комплект деталей до упора в них буртиком рукоятки и фиксируется прижимом 18.
На шестой позиции происходит закрепление собранного комплекта на Г-образном стержне путем их зачеканки, в частности поворотный стол 4 с вставленным в спутник Г-образным стержнем (собранным издели- ем) останавливается перед устройством для чеканки 10. Рычаги 26 сжимают пуансоны 17 спутника и затем разводят их с помощью подпружиненных съемников 29, установленных на рычагах 26,
Собранное изделие на следующей позиции выталкивается в тару штоком-ловителем 14, возвращающимся в свое исходное
положение посредством ролика 15, скользящего в сужающемся пазу 16 копира 3.
Формула изобретения Многопозиционный автомат для сборки узлов, содержащий установленные на станине приводной поворотный стол, загрузочные и сборочные устройства, отличающийся тем, что, с целью расширения технологических возможностей при сборке узлов, состоящих из непрямолинейного стержня и деталей типа шайб и втулок, он снабжен установленными на поворотном столе спутниками, неподвижным копиром, установленным соосно с поворотным столом, при этом каждый спутник выполнен в виде корпуса с гнездом, закрепленной соосно.с ним втулки-направляющей, установленных в гнезде двух подпружиненных пуансонов с возможностью перемещения навстречу друг другу и расположенных в плоскости перпендикулярно продольной оси спутника и размещенных в гнезде и втулке-направляющей штоков-ловителей, один конец каждого из которых установлен в контакте с копиром, а другой предназначен для взаимодействия со сборочным узлом.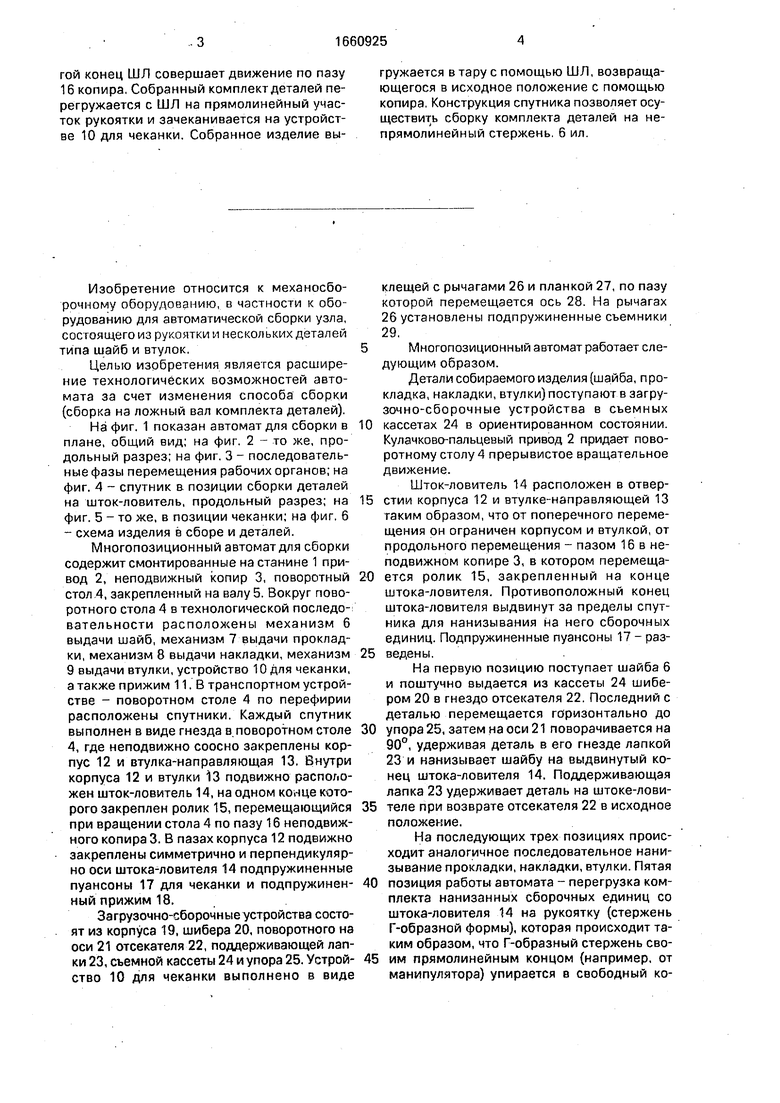

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки деталей типа "винт (болт)-шайба | 1978 |
|
SU763064A1 |
| Сборочная машина | 1978 |
|
SU818802A1 |
| Автомат для сборки подшипниковых узлов | 1984 |
|
SU1257309A1 |
| Сборочная машина | 1987 |
|
SU1465229A1 |
| Многопозиционный автомат для сборки узлов | 1990 |
|
SU1779530A1 |
| Многопозиционный сборочный автомат | 1986 |
|
SU1362606A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Автомат для сборки деталей типа вал с дисками | 1988 |
|
SU1551511A2 |
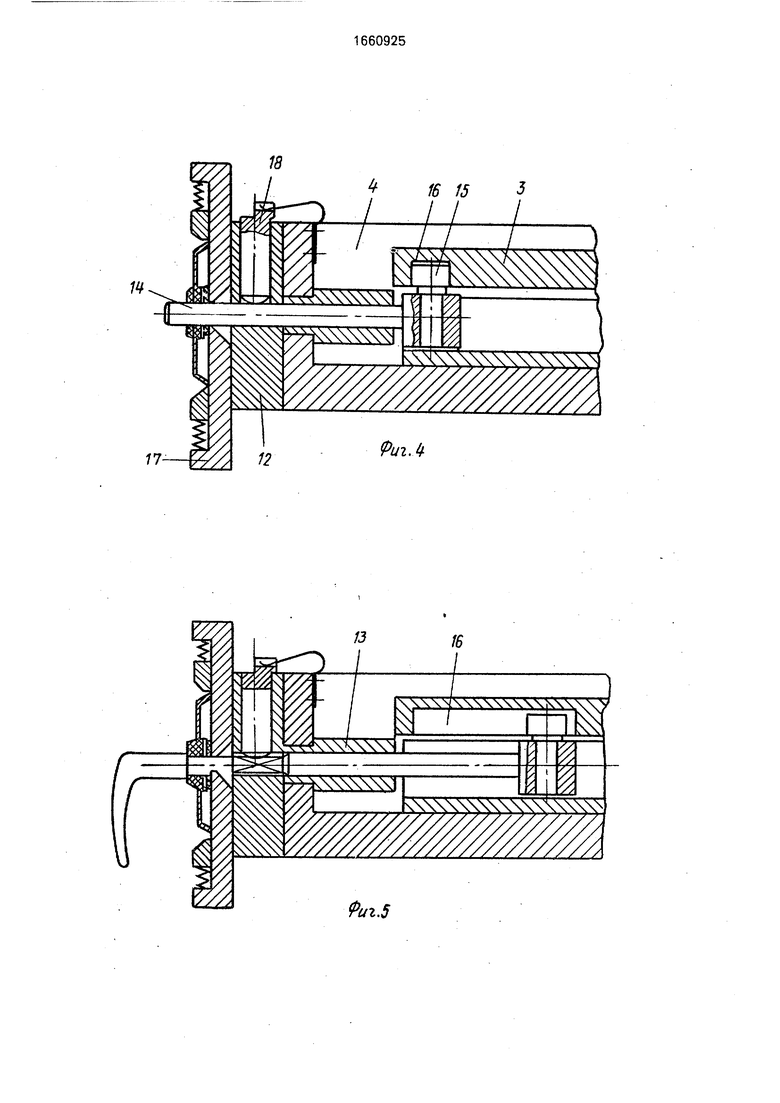
Изобретение относится к механосборочному оборудованию, в частности к оборудованию для автоматической сборки узла, состоящего из рукоятки и нескольких деталей типа шайб и втулок. Цель изобретения - расширение технологических возможностей автомата. Автомат содержит поворотный стол 4 со спутниками, неподвижный копир, механизм 6 выдачи шайб, механизм 7 выдачи прокладки, механизм 8 выдачи накладки, механизм 9 выдачи втулки, устройство 10 для чеканки, прижим 11. Каждый спутник имеет корпус, втулку, направляющую, шток-ловитель (ШЛ). На свободный конец (ШЛ) нанизываются комплектующие детали. Другой конец ШЛ совершает движение по пазу 16 копира. Собранный комплект деталей перегружается с ШЛ на прямолинейный участок рукоятки и зачеканивается на устройстве 10 для чеканки. Собранное изделие выгружается в тару с помощью ШЛ, возвращающегося в исходное положение с помощью копира. Конструкция спутника позволяет осуществить сборку комплекта деталей на непрямолинейный стержень. 6 ил.
W. 2
28
Фиг.
Фиг.6
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
