Изобретение относится к механосборочному производству, в частности к средствам автоматизации сборочных процессов с помощью автоматических манипуляторов, и может быть использовано в приборостроении и машиностроении для сборки различных контактодержателей и контактных групп.
Целью изобретения является повышение производительности, качества сборки и расширение технологических возможностей.
На фиг. 1 изображен автомат для сборки деталей, рука манипулятора находится в исходном верхнем выдвинутом положении; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б - Б,на фиг. 2; на фиг, 4 - сечение В - В на фиг.2,
Автомат для сборки деталей содержит установленные на станине 1 систему управления автоматом (не показана), автоматический манипулятор 2 с горизонтальной траверсой 3 и двухзахватной рукой 4, питатели 5 и 6, выполненные в виде лотков вибрационного типа с закрытыми торцами, для подачи комплектующих деталей 7 и 8 на позиции их ориентации под захваты манипулятора, питатель 9 для подачи базовых деталей (контактов) 10 в зажимной элемент 11с приводом (не показан), установленный на позиции 12 сборки.
Сборочная головка 13 содержит корпус 14 с приводом возвратно-поступательного перемещения двухзахватной руки 4 и привод 15 вращения сборочного инструмента (пуансона) 16, соединенного с этим приводом посредством гибкого вала 17, установленного в полом штоке 18. На корпусе 14 закреплен датчик 19 контроля положения сборочного инструмента по величине хода, а.нГ штоке 18 установлен рычаг 20 с регулируемым упором 21, который взаимодействует с датчиком 19:
Двухзахвйтная рука 4 содержит захват 22, который перемещает детали 8 из питателя 6 на позицию 12 сборки, и захват 23, который переносит детали 7 из питателя 5 на позицию 12 сборки. Датчик 24 контроля наличия предварительно собранного узла
установлен на позиции сборки и связан с системой управления автоматом.
Сборочная головка 13 совмещена соос- но с захватом 23 посредством соединения
ее привода в корпусе 14 гибким валом 17 со сборочным инструментом 16, который отделен от захвата Т-образной втулкой 25.
Захват 23 имеет полость 26, выполненную в корпусе 27 в виде прямоугольного
тора, в которой установлены оптико-электронная пара 28 и подвижная заслонка 29 П-образной формы. Полость 26 пневматически соединена каналами 30 и 31 с источником вакуума вверху и атмосферой со
стороны рабочего торца захвата, где установлена сменная фиксирующая насадка 32 с фиксаторами 33 и отверстиями 34, выполненными на ее торце и расположенными соответственно конфигурации комплектующей детали, устанавливаемой последней в собираемый узел.
Оптико-электронная пара 28 выполнена в виде светодиода 35 и фототранзистора 36, которые электрически связаны с системой управления автоматом. Рядом с позицией 12 сборки установлены пневмосопло 37 и тара 38 для удаления собранного узла.
Автомат для сборки деталей работает следующим образом.
Из исходного положения (фиг. 1) рука 4 манипулятора 2 начинает движение вниз и захватывает деталь 8 из питателя 6 захватом 22. Затем рука 4 перемещается вверх и в крайнее левое положение. Базовую деталь .10 подают на позицию 12 сборки по питателю 9 и фиксируют ее зажимным элементом 11. После срабатывания зажимного элемента 11 рука 4 начинает движение вниз, и захват 22, точно ориентируя деталь 8, производит предварительную сборку деталей 8 и 10. При этом датчик 24 контроля наличия предварительно собранного комплекта деталей, связанный с позицией 12 сборки, дает разрешающий сигнал в систему управления автоматом на продолжение сборки. В случае невзятия захватом 22 детали 8 он повторяет операцию взятия этой
детали, при этом захват 23 не производит взятие детали 7.
Одновременно захват 23 захватывает деталь 7 с позиции ориентации питателя 5. Затем рука 4 перемещается вверх, и в случае наличия и правильного положения детали 7 в захвате 23 оптико-электронная пара 28 дает разрешающий сигнал на дальнейшее движение руки 4 в крайнее правое положение. При этом подвижная заслонка 29, которая под действием создаваемого источником вакуума разрежения в полости 26 находится в верхнем положении и перекрывает рабочую зону оптико-электронной пары 28, начинает опускаться в нижнее положение, а оптико-электронная пара 28, переключаясь, подает электрический сигнал в систему управления.
В нижнем положении захват 22 производит взятие очередной детали 8, поступающей из питателя б, а сборочная головка 13 и захват 23 производят одновременно за один рабочий ход сопряжение деталей 7 и 10 (предварительную сборку) и соединение деталей 7, 8 и 10 (окончательную сборку) путем развальцовки базовой детали 10 с помощью сменного сборочного инструмента-пуансона 16. Рука 4 перемещается вниз от действия привода, а привод 15 передает вращение пуансону 16 в момент включения датчика 19 подвижным регулируемым упором 21.
После произведенной сборки узел удаляют с позиции 12 сборки с помощью воздушной струи, подаваемой из пневмосопла 37, в тару 38, одновременно срабатывает зажимной элемент 11 и пропускает очередную базовую деталь 10 на позицию 12 сборки. Цикл сборки повторяется.
Формула изобретения Автомат для сборки деталей, содержащий смонтированные на станине горизонтальную траверсу, установленную с
возможностью возвратно-поступательного перемещения в горизонтальной плоскости, манипулятор, выполненный в виде руки с двумя захватами и связанный с траверсой, сборочную головку в виде корпуса и связанного
с приводом запрессовочного инструмента, питатели для базовых и комплектующих деталей, узел фиксирования базовой детали на позиции сборки, выполненный в виде клина с приводом, систему управления и узел контроля наличия предварительно собранных деталей на позиции сборки, связанный с системой управления, отличающийся тем, что, с целью повышения производительности, качества сборки и расширения
технологических возможностей, он снабжен датчиком контроля положения запрессовочного инструмента, установленным на корпусе сборочной головки и связанным с системой управления, датчиком контроля наличия комплектующей детали в захвате, выполненным в виде оптико-электронной пары и связанным с системой управления, сборочная головка установлена на горизонтальной траверсе соосно с одним из захватов манипулятора, а упомянутый захват выполнен в виде корпуса с каналами и кольцевой полостью, имеющей прямоугольное поперечное сечение, источника вакуума и П-образной заслонки, установленной с возможностью перемещения
по кольцевой полости, при этом упомянутая полость связана с источником вакуума и атмосферой посредством каналов, а оптико- электронная .пара установлена в кольцевой полости с возможностью взаимодействия с
П-образной заслонкой.
Фиг
Вид А
в-в
36 28 28
Вакдцн
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки деталей типа втулка-ролик | 1984 |
|
SU1209405A1 |
| Автомат для сборки деталей | 1986 |
|
SU1435413A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| Автомат для сборки деталей типа вал с дисками | 1988 |
|
SU1551511A2 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для изготовления сборных изделий | 1989 |
|
SU1691047A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
| СПОСОБ И АППАРАТУРА ДЛЯ СБОРКИ КОМПЛЕКСНОГО ИЗДЕЛИЯ В ПАРАЛЛЕЛЬНОЙ СИСТЕМЕ ПОДГОТОВКИ ПРОДУКЦИИ | 2008 |
|
RU2422258C2 |
| Сборочный комплекс | 1988 |
|
SU1556859A1 |

Изобретение относится к механосборочному производству, в частности к средствам автоматизации сборочных процессов с помощью автоматических манипуляторов, и может быть использовано в приборостроении для сборки контактодержателей. Цель изобретения - повышение производительности качества сборки и расширение технологических возможностей. Цель достигается тем, что автомат для сборки деталей содержит станину 1, на которой установлены система управления, автоматический манипулятор 2 с горизонтальной траверсой 3 и двухзахватной рукой 4, питатели 5 и 6 для подачи комплектующих деталей 7 и 8 на позиции ориентации под захваты 23 и 22 манипулятора 2. Питатель 9 подает базовые детали 10 в зажимной элемент 11 на позиции сборки 12. Сборочная головка 13с приводом вертикального перемещения и приводом вращения 15 рабочего инструмента совмещена соосно с захватом 23. Сборочная головка 13 снабжена датчиком контроля 19 положения рабочего инстру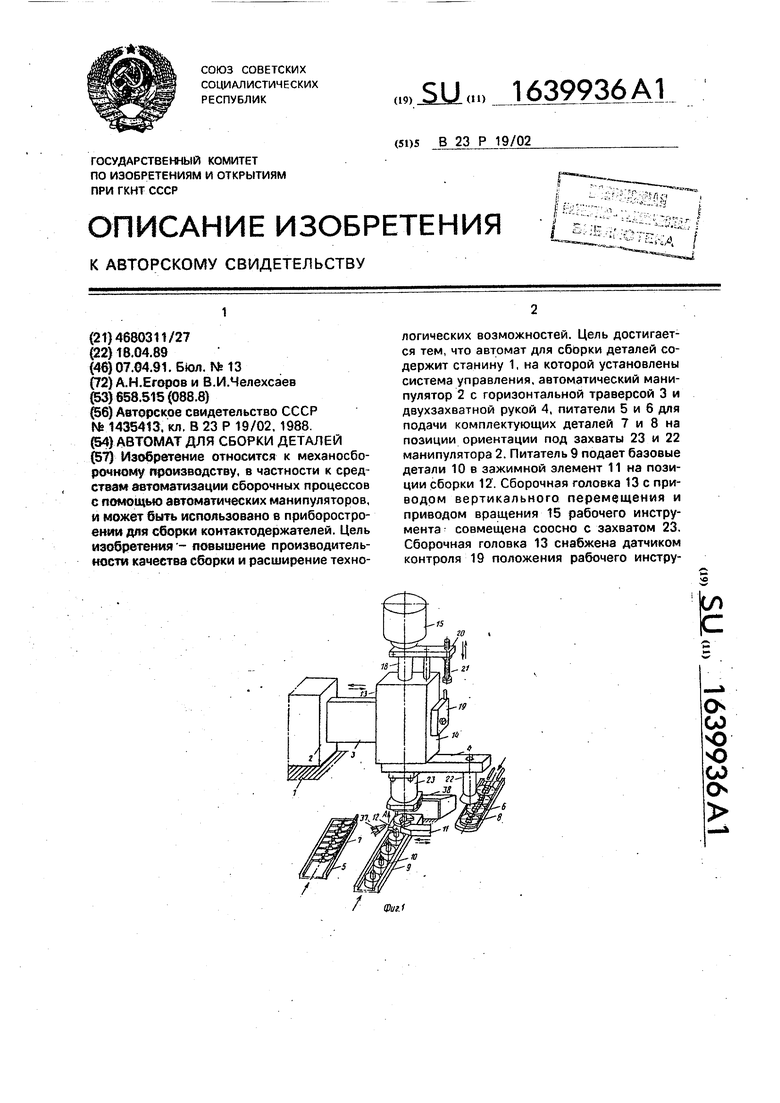
| Автомат для сборки деталей | 1986 |
|
SU1435413A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
