1 Изобретение относится к области лит.ейного производства и может быть использовано при изготовлении отливок в литейных формах. Известны способы ввода газа в жидкий металл, например в прибыль, с целью питания отливок под давлением, при этом в прибыли образуется газо-усадочная полость. Согласно одному из способов в полость формы помещают коробочку-па рон с газотворным веществом, которо разлагается с выделением газа после заполнения формы металлом под действием тепла flj. Образующийся газ выходит через трещины, возникающие в патроне, и оказывает давление на металл. Из-за одновременного проте.кания процессов, всплывания и скапливания газа вверху прибыли, опускания уров жидкого металла и затвердевания отливки газо-усадочная полость получается в виде опрокинутого конуса влиять на форму которой не представ ляется возможным. Кроме того, спосо не позволяет надежно обеспечить нужный момент начала подачи газа и ее продолжительность, а также регулировать давление газа в процессе питания отливки в зависимости от темпа ее затвердевания. В результате того, что способ неуправляем, он не обеспечивает стабильнъпс результатов и получение отливок сопровождается браком. Недостаток, вызванный трудностью управления подачей газа, при введении в жидкий металл газообразующе вещества для создания повышенного давления над уровнем питающего расплава, устранен в способах подвода газа под регулируемым давлением от сети. Наиболее близким техническим решением и по достигаемому эффекту является способ, включающий уста новку трубки в литейную форму, зали ку в нее расплава и подачу газа в расплав через трубку .2J. Однако при этом способе невозможно воздействовать на форму газоусадбчной полобти, что приводит к большим материальным и трудовым затратам в процессе производства отливок. Цель изобретения - экономия расплава и повьппение качества отливок 0 Цель достигается тем, что в способе, включающем установку трубки в литейную форму, заливку в нее расплава и подачу газа в расплав через трубку, трубку помещают в формообразующую полость литейную формы. В формообразующую полость помещают трубку с полым телом на конце с газонепроницаемыми .стенками, ограничивающими объем в заданном месте и пределах. Газ подают под давлением большим, чем гидростатическое давление расплава над нижним уровнем полого тела. Размещение в формообращующей полости полого тела позволяет удерживать от всплывания в жидком металле газ, который вводят в расплав по мере уменьшения его объема при охлаждении и затвердевании, стенками полого тела и, таким образом, формировать в отливке полость, место расположения и форма которой будут соответствовать месту расположения и форме полого тела. Стенки поого тела выполняют из материала, газонепроницаемого в среде расплава при рабочем давлении газа. Для пористого материала должно соблюдаться условие: Sine Pj-h-y , давление газа-, сила поверхностного натяжения на границе раздела расплав - газ; радиус поры в материале стенки; краевой угол смачивания; высота уровня металла над полым теломi -YI - удельный вес расплава. Величина давления газа большая, чем гидростатическое давление расплава над нижним уровнем полого тела, необходима для преодоления сопротив ления введению газа, создаваемого давлением столба жидкого металла в отливке на уровне ввода газа. Заданное давление обеспечивает перемещение расплава к формирующимся областям отливки, которые расположены выше уровня питающего расплава, и прижимает металл к стенкам формы В результате внешние очертания отливки сохраняют очертайия формы. Таким образом, совмещение процессов принудительного формирования полости в отливке и ее питания дает возможность получать отливку с полостью без прибыли и холодильников, а умень шение высоты усадочной полости в прибыли позволяет уменьшить ее объем В результате экономятся материаль ные и трудовые затраты. На фиг. 1-4 показаны примеры получения .отливок с полостью, объем которой равен объему усадо11ной раковины} на фиг. 5-7 - изображено получение отливки с полостью, объем которой больше объема усадочной раковины; .на фиг. 8 и 9 - показано форми рование полости в прибыли. Для получения массивной отливки с полостью, объем которой равен объему усадочной раковины (фиг. 1-4) в полость формы 1 до заливки помещают полое тело 2 с газонепроницае мыми в расплаве стенками, соединенное с трубкой 3. Полое тело может быть вьшолнено либо в виде жесткой открытой снизу оболочки (фиг. 1-2), либо в виде замкнутой оболочки. способной изменять свою форму и объе (фиг. 3-4). Таким полым телом может быть свободный мешок или тело со стенками, способными растягиваться. После заполнения полости формы металлом и отключения литниковой сис темы, полость полого тела 2 соединяю с источником газа через трубку 3. По мере уменьшения объема расплава при охлаждении и затвердевании в полое тело 2 поступает под давлением газ, замещая .расплав. В затвердевающей отливке обеспечивается процесс самопитания и образуется центральная полость. Таким образом, можно получить отливку без прибыли и внутренних холодильников, которые применяют в известных способах. Предлагаемым способом можно получать отливки и с полостью, объем которой больше объема усадочной раковины (фиг. 5). Отличие данного варианта от предьщущего в том, что форму не доливают, при этом объем залитого металла равен объему метал ла в отливке, увеличенному на объем усадки (фиг. 5). После отключения литниковой системы полое тело 2 соедгняют с источником газа. Поступающий в полое тело под давлением газ вытесняет расплав. При этом происходит окончательно заполнение формы (фиг. 6). Последукицее вытеснение металла газом обеспечивает процесс самопитания отливки. В затвердевшей отливке (фиг. 7) образуется полость, объем которой больше объема усадочной раковины. Предлагаемый способ получения полости в отливке можно применять также для формирования усадочной лости в прибыли работающей под давлением газа (фиг. 8). В прибьть устанавливают полое тело 2 в виде открытого снизу цилиндра с ооотно- шением Д/Н 1. Объем, ограниченный его стенками, равен суммарной объемной усадке прибыли и отливки. После заполнения формы металлом в полое тело 2 через трубку 3 подают таз (фиг.8) В затвердевшем металле газоусадочная полость имеет плоскую форму соответствукицую телу 2 (фиг. 9), благодаря чему можно соответственно уменьшить высоту прибыли. Примеры расчета давления газа. Давление газа ,-Ь, где }i - расстояние от нижней кромки полого тела до верхнего уровня жидкого металла в форме-, у - плотность расплава. Например, Ъ 50 см, тогда: 1)при заливке сплава на основе At-M«5P2 50-2,470,120 кгс/см) 2)при заливке стали ,37/ 0,365 (кгс/смО 3)при заливке бронзы ,0J/ 0,40 (кгс/см2). Использование предлагаемого способа получения полости в отливке обес печивает возможность отливки деталей без прибылей и холодильников; возможность совмещения операций получения полости в отливке без песчаных стержней и питания отливки; возможность уменьшения высоты прибыли..

| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма | 1980 |
|
SU999340A1 |
| Способ изготовления полых фасонных деталей | 2017 |
|
RU2663788C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ТУГОПЛАВКИХ ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 1990 |
|
RU1777286C |
| Способ получения отливок | 1982 |
|
SU1080926A1 |
| Способ литья под низким давлением | 1973 |
|
SU457538A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛИТЬЕМ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2314892C1 |
| СПОСОБ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2234392C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| СПОСОБ ГРАВИТАЦИОННОГО ЛИТЬЯ ФАСОННЫХ ОТЛИВОК | 2010 |
|
RU2444415C1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |



1. СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С ПОЛОСТЬЮ R-1, включающий установку трубки в литейную форму, заливку в нее расплава и подачу газа в раеплАв через трубку, отличающийс я тем, что, с целью эконокии расплава и повышения качества отливок, трубку помещают в формобразукицую полость литейной формы. 2.Способ по п. 1, отличаюI, и и с я тем, что в формообразующую полость помещают трубку с полым телом на конце с газонепроницаемыми стенками, ограничивающими объем в заданном месте и пределах. 3.Способ по п. 2, отличаю§ щ и и с я тем, что газ подают под давлением большим, чем гидроста (Л тическое давление расплава над ниж- . ним уровнем полого тела.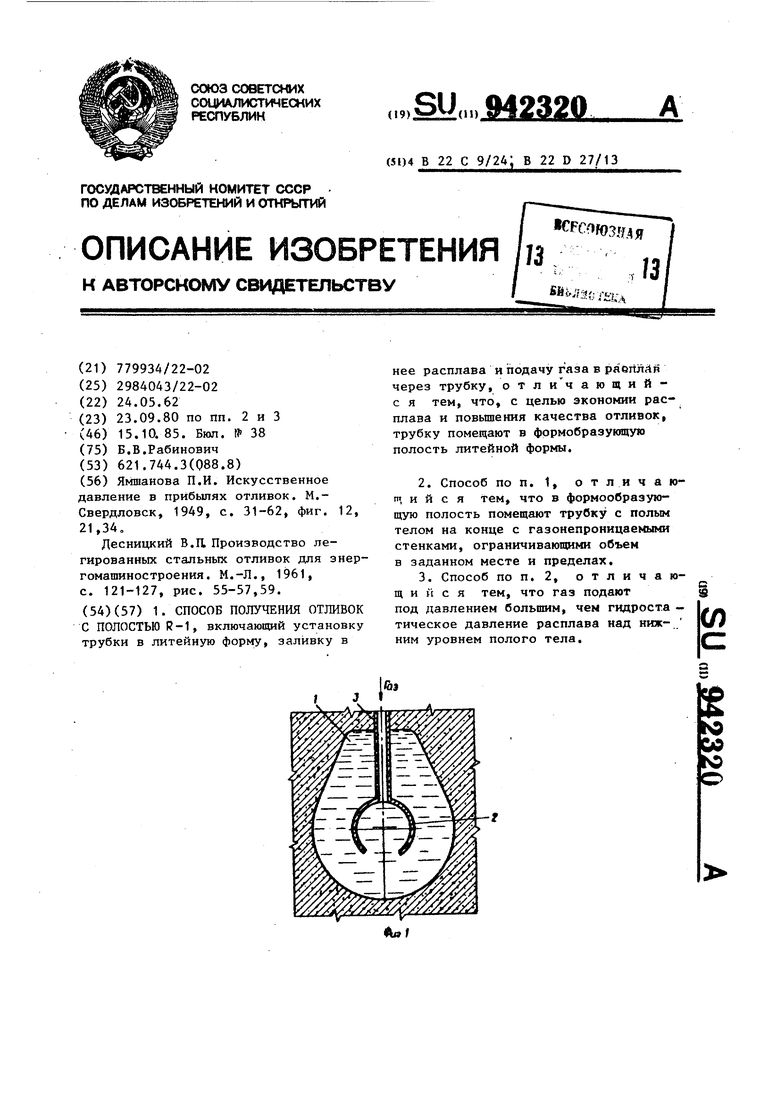
ФагМ
х2
Фиг. 9
| Ямшанова П.И | |||
| Искусственное давление в прибылях отливок | |||
| М.Свердловск, 1949, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Десницкий В.И Производство легированных стальных отливок для энергомашиностроения | |||
| М.-Л., 1961, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
