Изобретение относится к технологическому оборудованию для изготовления витых магнитопроводов и может быть использовано в электротехнической промышленности.
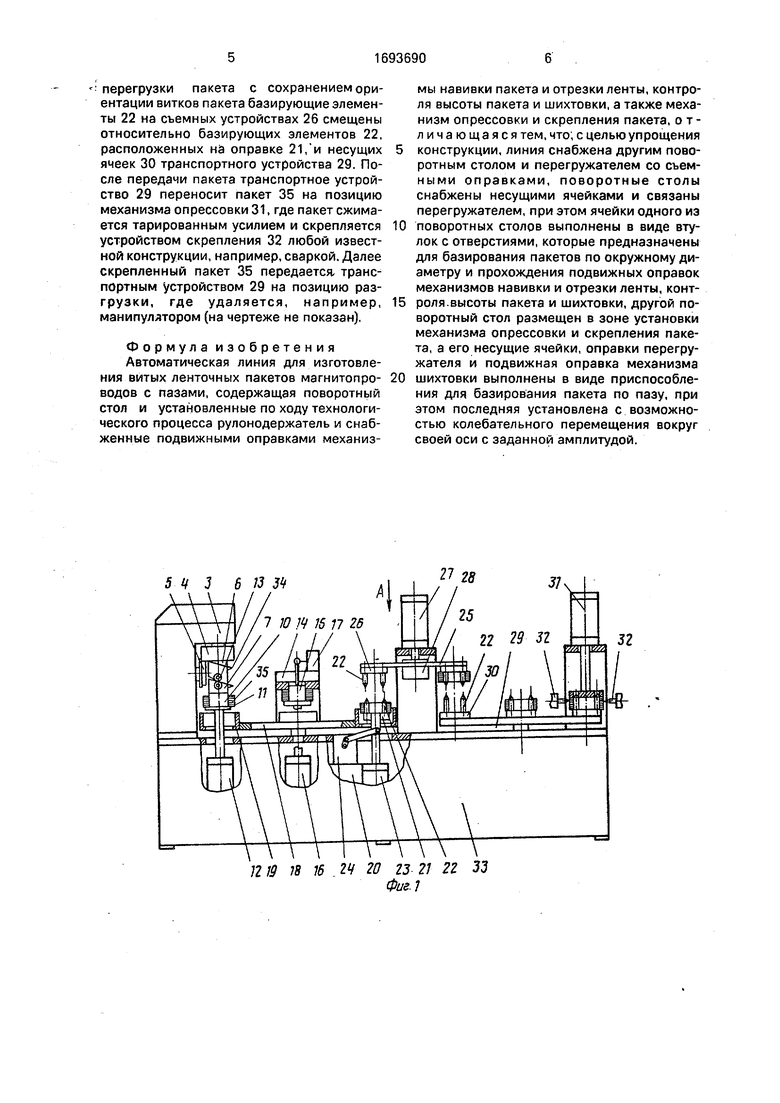
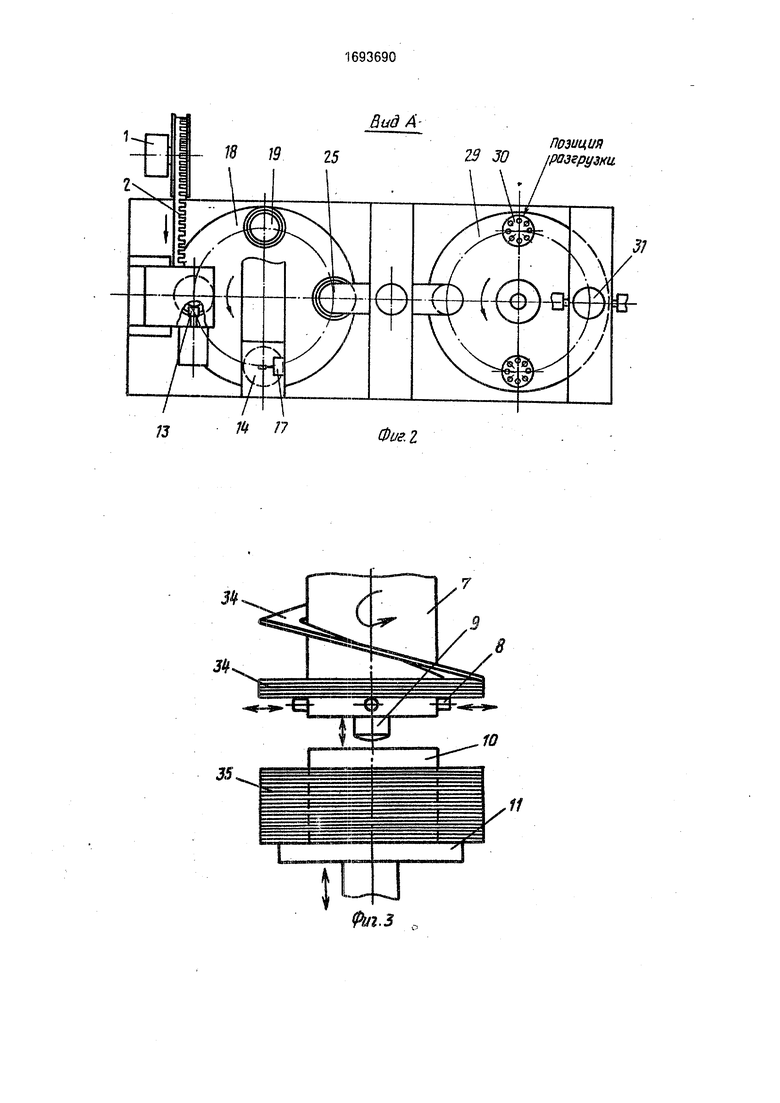
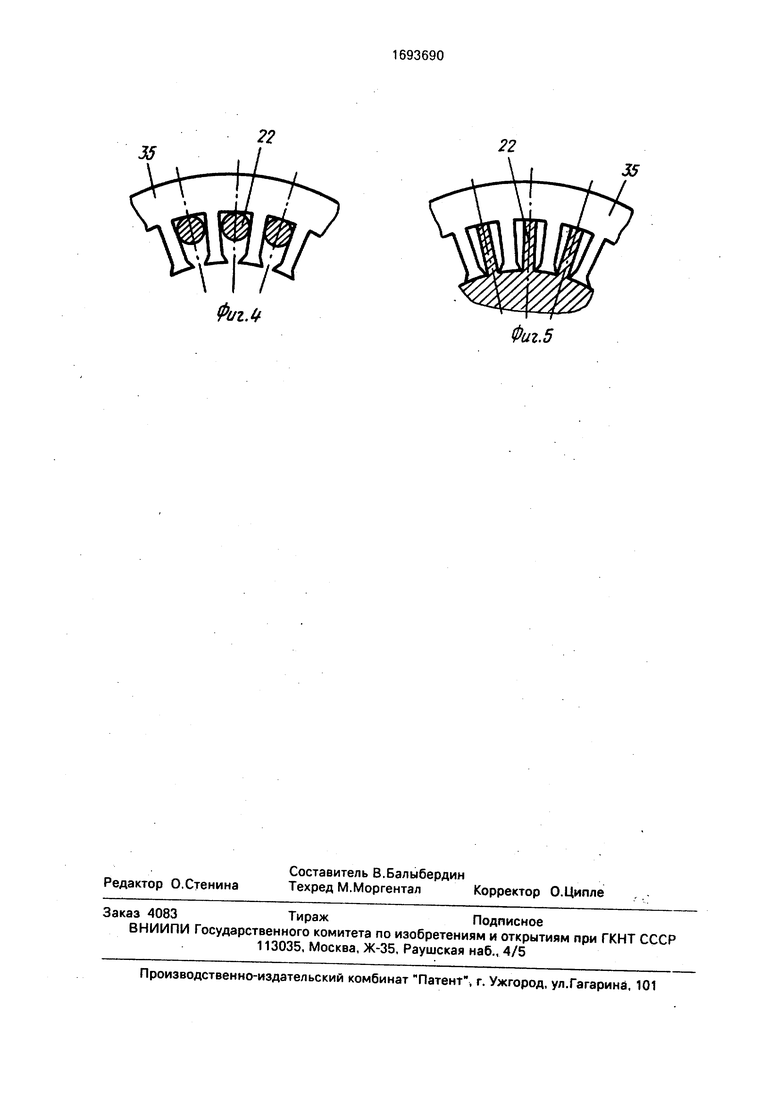
Цель изобретения - упрощение конструкции исполнительных механизмов линии. . На фиг. 1 показана компоновка автоматической линии для изготовления витых магнитопроводов из ленты с вырубленными пазами; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - оправка в разомкнутом состоянии; на фиг. 4 - вариант базирования пакета магни- топровода по пазам базирующими элементами, выполненными в виде штырей; на фиг. 5 - то же, с базирующими элементами, выполненными в виде пластин.
Автоматическая линия содержит руло- нодержатель 1 для размещения на ней рулона ленты 2, механизм навивки 3 с формирующими валками 4 и 5 и разъемной оправкой 6, состоящей из оправки 7, снабженной выдвижными пальцами 8, кинематически связанными с подвижным упором 9, и оправки 10 с буртиком 11 с двумя степенями подвижности - вращение вокруг своей оси и возвратно-поступательное движение вдоль своей оси, размещенной на приводе 12, механизм отрезки 13, устройство 14 контроля высоты пакета, включающее оправку 15, размещенную на приводе 16 возвратно- поступательного движения и контактирующую с элементом автоматики 17, транспортное устройство 18 с несущими ячейками 19, механизм 20 шихтовки пакета,
ON О СО Os
S
включающий базирующую оправку 21 с двумя степенями подвижности - возвратно-поступательное движение вдоль оси оправки и колебательное движение вокруг своей оси, снабженную базирующими элемента- ми 22 и смонтированную на приводе 23 воз- вратно-поступательного движения с возможностью колебательного движения от привода 24, перегружатель 25, включающий съемные устройства 26 с базирующими эле- ментами 22 для пакета и снабженный приводами 27 и 28 для возвратно- поступательного перемещения и поворота съемных устройств на заданный угол, транспортное устройство 29 с несущими ячейка- ми 30, снабженными базирующими элементами 22 для пакета, механизм 31 оп- рессовки пакета, устройство 32 для скрепления пакета, станину 33, на которой смонтированы перечисленные механизмы.
Устройство работает следующим образом.
На рулонодержатель 1 устанавливается рулон ленты 2 с вырубленными пазами. Конец ленты заправляется в зазор, образован- ный между формующими валками 4 и 5 механизма навивки 3. Вращаясь, формующие валки 4 и 5 осуществляют навивку спирали 34, Сформированные витки спирали поступают на разъемную оправку б и пере- мещаются вдоль ее оси. В начальный момент оправка 6 находится в сомкнутом состоянии, т.е. подвижная часть оправки 10 поджата приводом 12 к вращающейся части оправки 7. Своим торцом оправка 10 пере- мещает подвижный упор 9, кинематически связанный с выдвижными пальцами 8, утоп- ляя их внутрь вращающейся оправки 7. В таком положении оправка 10 начинает вра- щаться вместе с оправкой 7 за счет наличия сил трения по соприкасающимся торцам, а сформированные витки спирали 34 свободно перемещаются вдоль оси оправок 7 и 10 и накапливаются на буртике 11 оправки 10 до заданного количества, необходимого для образования пакета магнитолровода 35. По завершении накопления заданного количества витков механизм отрезки любой известной конструкции отделяет накопленные витки без останова процесса навивки. Отде- ленный пакет 35, размещенный на оправке 10, опускается приводом 12 в несущую ячейку 19 транспортного устройства 18с базированием пакета в ячейке по наружному диаметру. Одновременно освобождается подвижной упор 9, который, перемещаясь в исходное выдвинутое положение, выдвигает пальцы 8 за пределы образующей поверхности оправки 7. Выдвинутые пальцы 8 препятствуют дальнейшему перемещению
навиваемых витков спирали 34 вдоль оправки 7, в результате чего происходит промежуточное накопление витков спирали для образования последующего пакета. Несущие ячейки 19 транспортного устройства 18 выполнены таким образом, что оправка 10 свободно проходит через него за пределы транспортного устройства 18, а пакет 35 остается в его несущей ячейке 19. В таком положении транспортное устройство 18 срабатывает и переносит навитый пакет 35 на позицию устройства контроля высоты пакета 14, а привод 12 возвращает оправку 10 в исходное (сомкнутое) состояние для накопления витков для образования последующего пакета. На позиции контроля привод 16 вводит смонтированную на нем оправку 15, аналогичную конструкции оправки 10, в несущую ячейку 19 транспортного устройства 18, захватывает пакет 35 и переносит его в зону замера. В зоне замера пакет 35 сжимается посредством привода 16 и оправки 14 тарированным усилием, а элемент автоматики 17 фиксирует положение оправки 14 и выдает сигнал на срабатывание механизма отрезки 13. Это дает возможность навивать пакеты постоянной высоты при колебании погрешности толщины ленты. По окончании операции контроля привод 16 возвращает пакет 35 и несущую ячейку 19 транспортного устройства 18 и выводит оправку 15 за его пределы. Срабатывает транспортное устройство 18, и пакет переносится на позицию механизма шихтовки 20. Привод 23 вводит оправку 21 с базирующими элементами 22 в несущую ячейку 19 транспортного устройства 18. Пакет 35 приподнимается базирующими элементами 22, расположенными на оправке 21 на заданную величину, а привод 24 приводит оправку 21 в колебательное движение вокруг ее оси с амплитудой колебания, равной не менее толщины зубца пакета 35, которое обеспечит ориентацию витков пакета по пазам относительно базирующих элементов, Постепенно под собственн ым весом пакет над- евается на базирующие элементы 22 оправки 21. Базирующие элементы 22 могут быть выполнены в виде штырей, или пластин. Возможен вариант комбинированного использования базирующих элементов из штырей и пластин. Перегружатель 25 с помощью приводов 27 и 28 перемещает съемное устройство 26 с базирующими элементами 22 в зону несущей ячейки 19 транспортного устройства 18, снимает пакет 35 с оправки 21 и передает его в несущую ячейку 30, снабженную базирующими элементами 22, размещенную на транспортном устройстве 29, Для осуществления перегрузки пакета с сохранением ориентации витков пакета базирующие элементы 22 на съемных устройствах 26 смещены относительно базирующих элементов 22, расположенных на оправке 21/и несущих ячеек 30 транспортного устройства 29. После передачи пакета транспортное устройство 29 переносит пакет 35 на позицию механизма опрессовки 31, где пакет сжимается тарированным усилием и скрепляется устройством скрепления 32 любой известной конструкции, например, сваркой. Далее скрепленный пакет 35 передается транспортным устройством 29 на позицию разгрузки, где удаляется, например, манипулятором (на чертеже не показан).
Формула изобретения Автоматическая линия для изготовления витых ленточных пакетов магнитопро- водов с пазами, содержащая поворотный стол и установленные по ходу технологического процесса рулонодержатель и снабженные подвижными оправками механизмы навивки пакета и отрезки ленты, контроля высоты пакета и шихтовки, а также механизм опрессовки и скрепления пакета, отличающаяся тем, что, с целью упрощения конструкции, линия снабжена другим поворотным столом и перегружателем со съемными оправками, поворотные столы снабжены несущими ячейками и связаны перегружателем, при этом ячейки одного из поворотных столов выполнены в виде втулок с отверстиями, которые предназначены для базирования пакетов по окружному диаметру и прохождения подвижных оправок механизмов навивки и отрезки ленты, контроля, высоты пакета и шихтовки, другой поворотный стол размещен в зоне установки механизма опрессовки и скрепления пакета, а его несущие ячейки, оправки перегружателя и подвижная оправка механизма шихтовки выполнены в виде приспособления для базирования пакета по пазу, при этом последняя установлена с возможностью колебательного перемещения вокруг своей оси с заданной амплитудой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1987 |
|
SU1554079A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1985 |
|
SU1317570A1 |
| Устройство для изготовления витых магнитопроводов | 1989 |
|
SU1758780A1 |
| Устройство для изготовления магнитопроводов электрических машин | 1988 |
|
SU1646022A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1690098A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЕРДЕЧНИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2013 |
|
RU2627228C9 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
Изобретение относится к технологическому оборудованию для изготовления витых магнитопроводов и может быть использовано в электротехнической промышленности. Цель изобретения -упрощение конструкции. Это достигается тем, что в ее состав включены механизмы навивки пакета 3, обеспечивающий отделение навитого пакета без остановки навивки, механизм 14 контроля высоты пакета и механизм 20 шихтовки пакета, связанные в технологической последовательности поворотным столом 18 с несущими ячейками 19, выполненными в виде стаканов с отверстиями для базирования пакета по наружному диаметру и свободного прохождения подвижных оправок 10, 15, 21 указанных механизмов. Подача пакетов к механизму 32 скрепления пакета осуществляется вторым поворотным столом 29 с несущими ячейками 30, выполненными, как и подвижная оправка 21 механизма шихтовки, в виде оправок штыревого или пластинчатого типа. 5 ил. (Л С
5 Ц 3 6 13 J4
/
П19 IS 16 24 20 23 21 22 33 Фиг 7
27 28
W 19 25
7
7J7 П
35
Вид АПозиция29 30 /разгрузки
Фиг, I
Фиг.З
35
Фиг.5
| Патент США № 4622835, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1985 |
|
SU1317570A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
