Изобретение относится к обработке металлов давлением, а именно к способам получения инструмента для высадки и выдавливания.
Цель изобретения - повышение стойкости получаемых изделий путем направленного волокна по их сечению.
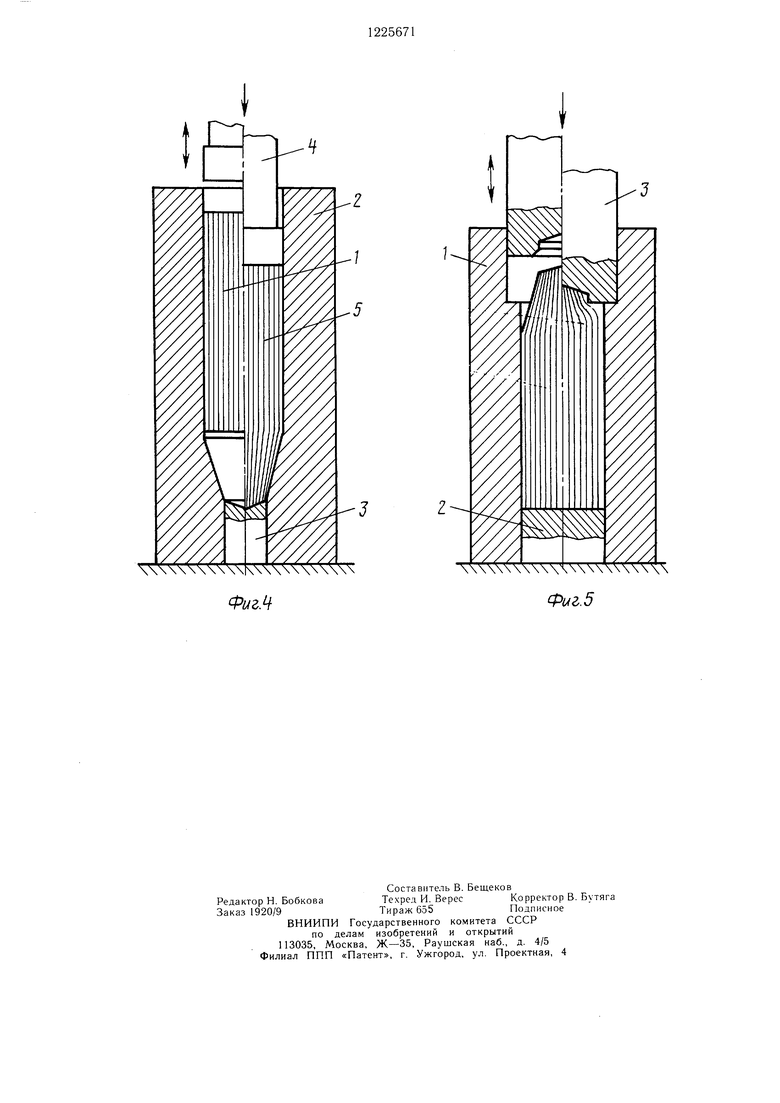
На фиг. 1 представлен пуансон, изготовленный предлагаемым способом и предназначенный для высадки гаек; па фиг.2 - гайка; на фиг.З - форма предварительно фасонированной под последующее формоизменение заготовки; на фиг.4 - схема фасонирования заготовки; на фиг.5 - технологическая схема формообразования рабочего рельефа.
Способ осуществляют следующим образом.
Цилиндрическую заготовку 1 (фиг.4), имеющую ориентированное вдоль продольной оси расположение волокон, подвергают фасонированию в устройстве, состоящем из контейнера 2, вытaлкивaтeJ я 3 и деформирующего инструмента 4. Ориентированное расположение волокон исходной цилиндрической заготовки обусловлено характером ее получения, например прокаткой, волочением и другими операциями. В процессе фасонирования исходная заготовка под воздействием деформирующего инструмента 4 заполняет эле.менты ручья контейнера 2 и выталкивателя 3, приобретая форму, показанную на фиг.З.
Цри такой схеме фасонирования волокна заготовки 1 (фиг.4) изгибаются и ориентируются вдоль рельефа ручья, образованного контейнером 2 и выталкивателем 3. Таким образом, получается деформированная структура заготовки 5 под последующее формообразование.
5
В дальнейщем из конического участка полученной заготовки формуют рабочий рельеф пуансона в устройстве (фиг.5), состоящем из контейнера 2, выталкивателя 3 и деформирующего инструмента 4. В процессе формовки предварительно фасонированная заготовка 1 под воздействием деформирующего инструмента 4 заполняет элементы ручья, образованного лицевой стороной деформирующего инструмента 4, стенками контейнера 2 и выталкивателем 3, и приобретает форму,представленную на фиг.1. При этом в рабочей части (фиг.5) получаемого пуансона волокна принимают ориентированное вдоль рабочей поверхности расположение.
Выбор угла при вершине усеченного конуса в преде тах 20-30° обеспечива-ет наиболее благоприятное расположение волокон в рабочей части пуансона, что ведет к максимальной стойкости. Увеличение угла более 30° приводит к подрезанию волокон в процессе формовки рабочей части. Уменьшение угла менее 20° нецелесообразно, так как приводит к складкообразованию в процессе формовки.
Ориентированное расположение волокон, 5 приобретенное в результате пластической деформации, сохраняется и после окончательной термообработки. Указанная ориентация волокон позволяет в процессе экспулата- ции затормозить образование трещин в рабочей поверхности пуансона и повысить энергоемкость их развития. Полученная текстура заставляет образовавшуюся зародышевую трещину, в процессе ее развития вглубь пуансона, многократно менять направление, что способствует увеличению времени от момента зарождения трещины до разрушения пуансона, а, следовате тьно, увеличивает ресурс стойкости.
.0
0
0
5
Фиг.2
Фиг.З
ФигМ
Фиг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пуансонов | 1987 |
|
SU1438898A1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕДИАГОНАЛЬНЫХ ИЗДЕЛИЙ ТИПА КОЛЕС С ЛОПАТКАМИ | 2002 |
|
RU2219012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ КОНЦЕВОГО РЕЖУЩЕГО И СТЕРЖНЕВОГО ШТАМПОВОЧНОГО ИНСТРУМЕНТОВ | 2007 |
|
RU2359776C2 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| Штамп для изготовления изделий из труднодеформируемых материалов | 1980 |
|
SU1016014A1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Способ изготовления деталей типа вилок карданов | 1981 |
|
SU1016035A1 |

| Хыбемяги А | |||
| И | |||
| Холодное выдавливание рельефных полостей технологической оснастки.-М.: Машиностроение, 1981, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
