Фи&1
114
Изобретение относится к литейному производству, в частности к барабанным кантователям при разгрузке песка из опок, преимущественно к механиза- ции раздельной разгрузки блоков отливок и песка из опок, и может быть использовано в механизированных линиях для выбивки опок с сыпучим наполнителем в цехах литья по. вьшлавляемым моделям.
Цель изобретения - механизация процесса выгрузки блоков отливок из опок в производственную тару.
Ганг 9 кантователя, где и останавливается.
Включаются цилиндры 21 и 22 подъема опоки 11 и опока прднимается штоками двух цилиндров от рольганга 9 и прижимается к опорной раме 14 с двухстворчатой решеткой. Створки 15 и 16 находятся в закрытом положении. После фиксации верхнего положения опоки 11 (в зажатом положении) включается электропривод поворота кантователя, ротор 2 с опорной рамой 14 и двухстворчатой решеткой поворачивается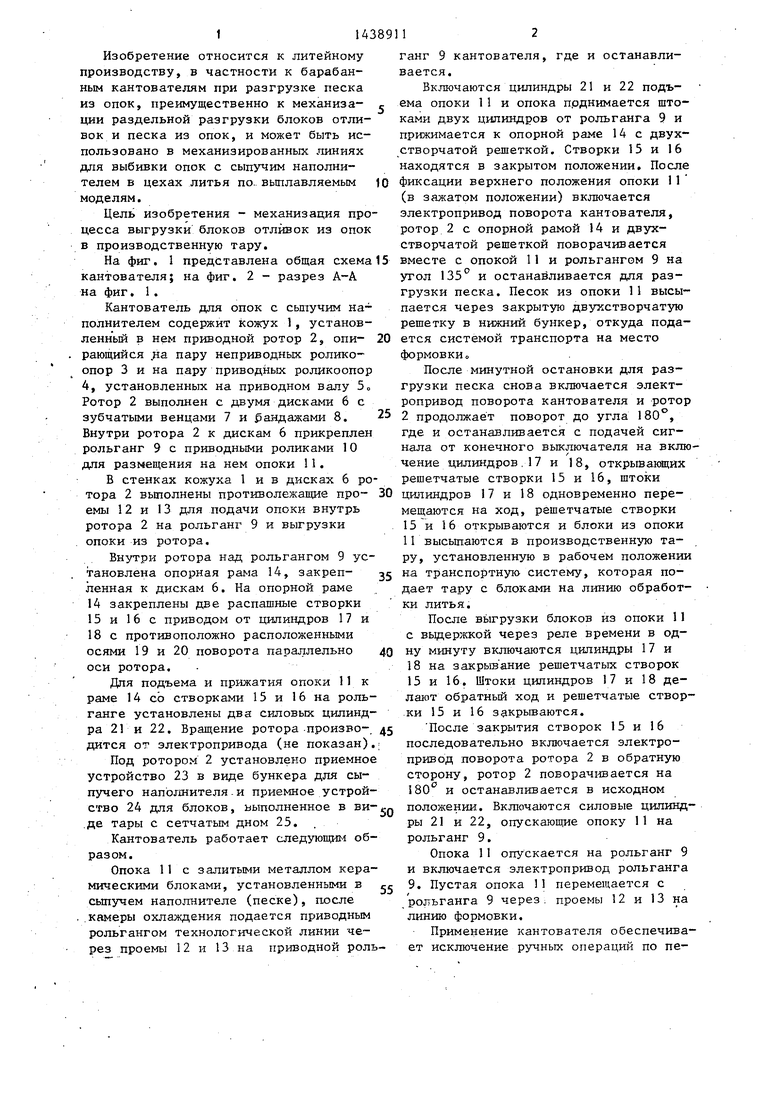
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая литейная линия | 1979 |
|
SU865525A1 |
| Автоматизированная линия для получения отливок | 1982 |
|
SU1154802A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1986 |
|
SU1438090A1 |
| Линия отбивки литников и выбивки стержней из отливок | 1980 |
|
SU908519A1 |
| Установка для выбивки литейных форм | 1980 |
|
SU865516A1 |
| Кантователь-укладчик длинномерных изделий | 1982 |
|
SU1080898A1 |
| Автоматическая линия для производства многономенклатурного литья | 1980 |
|
SU942882A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| СИСТЕМА ЗАГРУЗКИ ШАХТНОЙ ПЕЧИ | 1992 |
|
RU2023010C1 |
| СПОСОБ УПРАВЛЕНИЯ ВЕТРОГЕНЕРАТОРОМ | 2021 |
|
RU2768140C1 |
Изобретение относится к литейному производству, в частности к барабанным кантователям при разгрузке песка из опок, преимущественно к ме- ханизированию раздельной разгрузки блоков и песка из опок. Цель изобретения - механизация выгрузки блоков . отливок из опок в производственную тару. Кантователь содержит кожух 1, установленный на роликах приводной ротор с торцовыми дисками и окнами 12 и 13 в них для прохода опок, приводной рольганг 9 и установленные над ним закрепленные на торцовых дисках вибраторы, силовые цилиндры 17 и 18 и решетку, состоящую из распапшых приводных створок 15 и 16 и закрепленную на опорной раме 14 осями 19 и 20 поворота параллельно оси ротора. Применение кантователя сокращает время на выгрузку блоков отливок из опок за счет совмещения операции удаления наполнителя и блоков отливок на одном S кантователе, что обеспечивает повышение-производительности труда. 2 ил.
На фиг. 1 представлена общая схема 15 вместе с опокой 11 и рольгангом 9 на
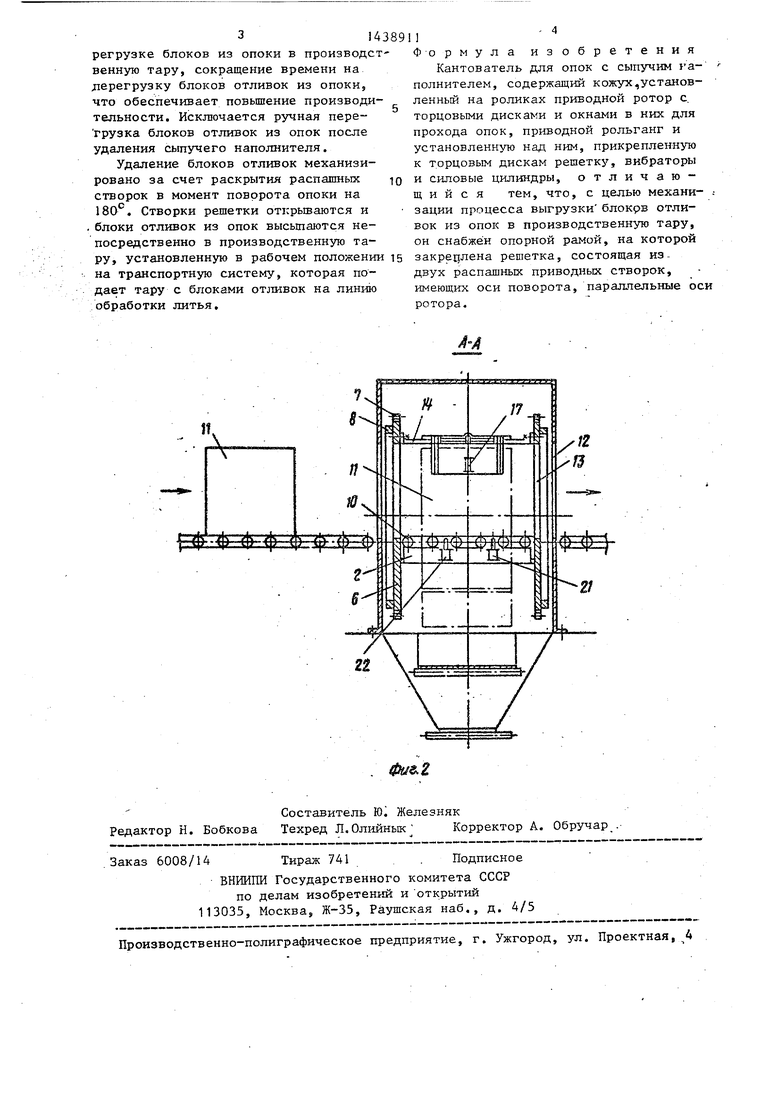
кантователя; на фиг. 2 - разрез А-А на фиг. 1.
Кантователь для опок с сьтучим наполнителем содержит кожух 1, установленн ый в нем приводной ротор 2, опи- 20 ется системой транспорта на место рающийся .на пару неприводных ролико- формовки опор 3 и на пару приводных роликоопор 4, установленных на приводном валу 5„ Ротор 2 выполнен с двумя дисками 6 с зубчатыми венцами 7 и бандажами 8. 25 Внутри ротора 2 к дискам 6 прикреплен рольганг 9 с приводными роликами 10 для размещения на нем опоки 11.
В стенках кожуха 1 и в дисках 6 ротора 2 вьтолнены противолежащие про- 30 цилиндров 17 и 18 одновременно переемы 12 и 13 для подачи опоки внутрь мещаются на ход, решетчатые створки ротора 2 на рольганг 9 и выгрузки 15 и 16 открываются и блоки из опоки опоки из ротора.
Внутри ротора над рольгангом 9 ус
угол 135 и останавливается для разгрузки песка. Песок из опоки 11 высыпается через закрытую двухстворчатую решетку в нижний бункер, откуда подаПосле минутной остановки для разгрузки песка снова включается электропривод поворота кантователя и ротор 2 продолжает поворот до угла 180°, где и останавливается с подачей сигнала от конечного выключателя на вклю чение цилиндров . 1 7 и 18, открывакщих решетчатые створки 15 и 16, штоки
11 высьтаются в производственную та- РУ установленную в рабочем положении на транспортную систему, которая подает тару с блоками на линию обработки литья.
35
40
тановлена опорная рама 14, закрепленная к дискам 6. На опорной раме
14закреплены две распашные створки
15и 16 с приводом от цилиндров 17 и 18 с противоположно расположенными осями 19 и 20 поворота параллельно оси ротора.
Для подъема и прижатия опоки 11 к раме 14 со створками 15 и 16 на рольганге установлены два силовых цилиндра 2Г и 22. Вращение ротора произво-. 45 дится от электропривода (не показан).;
Под ротором 2 установлено приемное устройство 23 в виде бункера для сыпучего напотшителя- и приемное устройство 24 для блоков, выполненное в ,де тары с сетчатым дном 25.
Кантователь работает следующим образом.
Опока 11 с залитыми металлом керамическими блоками, установленными в сьшучем наполнителе (песке), после .камеры охлаждения подается приводным рольгангом технологической линии через проемы 12 н 13 на приводной роль55
ется системой транспорта на место формовки
угол 135 и останавливается для разгрузки песка. Песок из опоки 11 высыпается через закрытую двухстворчатую решетку в нижний бункер, откуда подается системой транспорта на место формовки
цилиндров 17 и 18 одновременно перемещаются на ход, решетчатые створки 15 и 16 открываются и блоки из опоки
После минутной остановки для разгрузки песка снова включается электропривод поворота кантователя и ротор 2 продолжает поворот до угла 180°, где и останавливается с подачей сигнала от конечного выключателя на включение цилиндров . 1 7 и 18, открывакщих решетчатые створки 15 и 16, штоки
0 цилиндров 17 и 18 одновременно перемещаются на ход, решетчатые створки 15 и 16 открываются и блоки из опоки
5
0
5
Q
5
11 высьтаются в производственную та- РУ установленную в рабочем положении на транспортную систему, которая подает тару с блоками на линию обработки литья.
После выгрузки блоков из опоки 11 с вьздержкой через реле времени в одну минуту включаются цилиндры 17 и 18 на закрьш ание решетчатых створок 15 и 16. Штоки цилиндров 17 и 18 делают обратный ход и решетчатые створки 15 и 16 закрываются.
После закрытия створок 15 и 16 последовательно включается электропривод поворота ротора 2 в обратную сторону, ротор 2 поворачивается на 180 и останавливается в исходном положении. Включаются силовые цилиндры 21 и 22, опускающие опоку 11 на рольганг 9.
Опока 11 опускается на рольганг 9 и включается электропривод рольганга 9. Пустая опока П перемещается с рольганга 9 через; проемы 12 и 13 на линию формовки.
Применение кантователя обеспечивает исключение ручных операций по пе314389
регрузке блоков из опоки в производственную тару, сокращение времени на лерегрузку блоков отливок из опоки, что обеспечивает повьшение производительности. Исключается ручная пере- грузка блоков отливок из опок после удаления сыпучего наполнителя.
Удаление блоков отливок механизировано за счет раскрытия распашных 10 створок в момент поворота опоки на 180 . Створки решетки открьшаются и . блоки отливок из опок высьтаются непосредственно в производственную тару, установленную в рабочем положении is на транспортную систему, которая подает тару с блоками отливок на линию обработки литья.
«
Ф Ф о рмула изобретения
Кантователь для опок с сыпучим гаполнителем, содержащий кожух,установленный на роликах приводной ротор с. торцовыми дисками и окнами в них для прохода опок, приводной рольганг и установленную над ним, прикрепленную к торцовым дискам решетку, вибраторы и силовые цилиндры, отличающийся тем, что, с целью механи- зации процесса выгрузки блокрв отливок из опок в производственную тару, он снабжён опорной рамой, на которой закрецлена решетка, состоящая из- двух распашньк приводных створок, имеющих оси поворота, параллельные ос ротора.
fZ
| Машина для выбивки опок | |||
| Альбом А-255732 | |||
| Гипронииавиапром, 1964. |
