( ЛИНИЯ ОТБИВКИ литников и ВЫБИВКИ СТЕРЖНЕЙ
из отливок
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Линия для сборки, заливки и выбивки оболочковых форм | 1989 |
|
SU1673266A1 |
| Линия для изготовления отливок | 1987 |
|
SU1597248A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| ЛИТЕЙНАЯ ЛИНИЯ | 1991 |
|
RU2029659C1 |
| Автоматическая линия для производства отливок по вакуум-процессу | 1978 |
|
SU766744A1 |
| Устройство для выбивки литейных форм | 1989 |
|
SU1675044A1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Установка для выбивки стопочных форм | 1989 |
|
SU1699707A1 |
| Автоматическая линия для производства термообработанных литых деталей | 1980 |
|
SU876294A1 |
1
Изобретение относится к литейному производству и может быть использовано для автоматизации процесса отделения литников и заливов, а также выбивки стержней из отливок блок-картера двигателей внутреннего сгорания.
В настоящее время для отделения литников, заливов, гребешков и выпоров, а также для выбивки стержней из крупных корпусных отливок обычно используют отдельные механизмы, не связанные между собой технологически, зачастую установленные на значительном расстоянии один от другого.
Известна установка для выбивки стержней из цилиндрических отливок, содержащая раму с вертикальными цилиндрическими напраалянцими и вибрационную решетку со штангами и зубчатыми коронками на них.
В этой установке отливки устанавливаются сверху, вертикально в направляющие, а разрушение стержня проИЗВОДИТСЯ снизу вибрирующими зубчатыми коронками 1 .
Эта установка, хотя и повышает производительность труда, но обладает тем недостатком, что решает только одну задачу - выбивку стержней.
Обломка же литников производится вручную, кувалдой. Налицо также маломеханизированная транспортная операция по передаче отливок с одной операции на другую и ручная укладка отливок в направляющ(ге и съем их.
Известна установка для отделения литников и прибылей, содержащая вертикально-замкнутый конвейер с захватами, два.одномолотковых ротора с приводами и горизонтальными направляиицими.
В этой установке отливки перемещаются захватами конвейера по плоским направляющим скольжения в горизонтальном положении, а отделение литников производится ударами молотков,
установленных на роторах сверху и снизу отливки 2.
Эта установка также решает только одиу задачу - отделение литников и прибылей, а для выбивки стержней отливки необходимо транспортировать на другую установку, что снижает производительность.
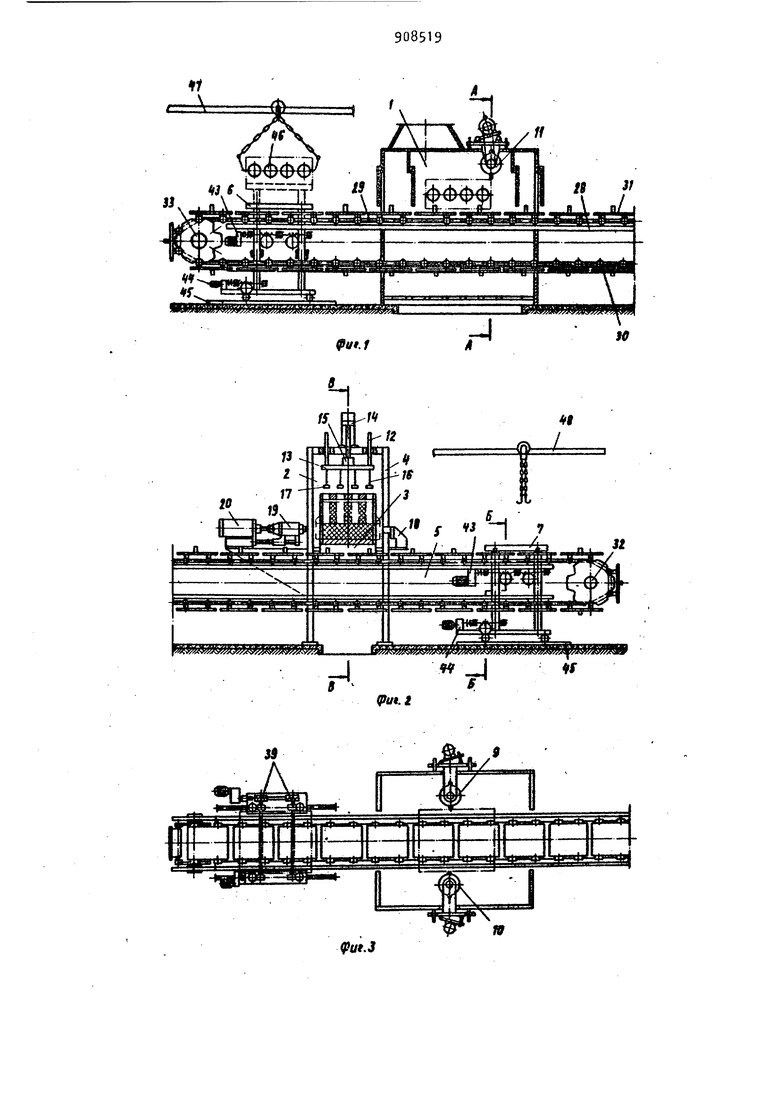
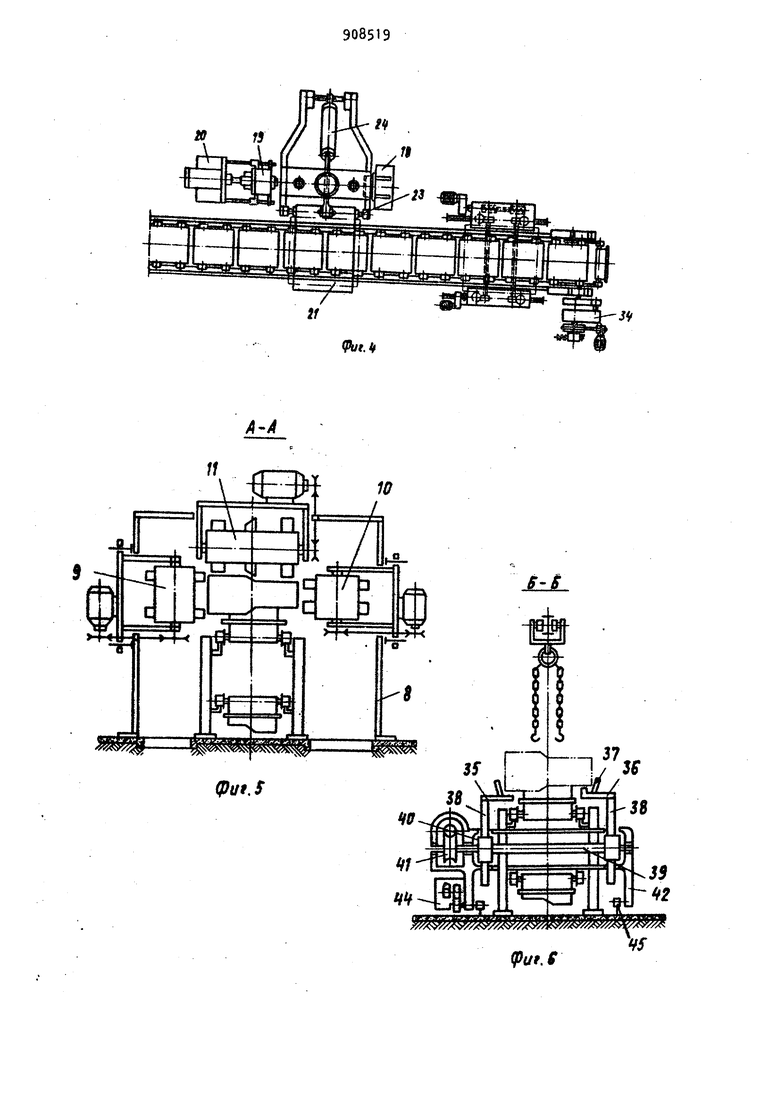
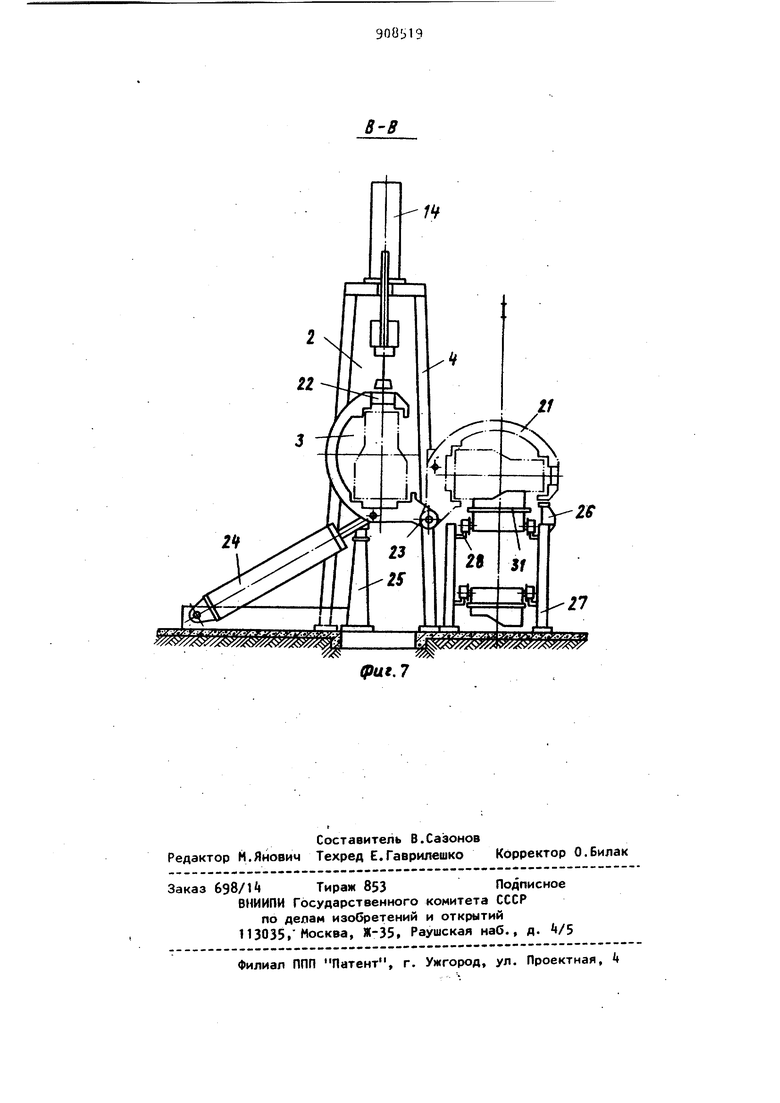
Другим недостатком указанной установки является то, что при перемеще- ю НИИ отливки имеют большое трение по Направляющим планкам. Наиболее близкой к предлагаемой по входящим механизмам является лини для отбивки литников и выбивки стерж ней, содержащая устройство для отделения литников и заливов, представля щее собой обрубной, пресс, и механизм выбивки стержней, соединенные вертикально-замкнутым транспортирующим устройством в виде рольганга. Ветви рольганга, расположенные одна над другой, связаны подъемниками для передачи поддонов с отливками с одной ветви на другую З . Описанная линия предназначена для разделки кустов сравнительно мелких кокильных отливок, которые возможно обрубить на прессе и которое нет надобности кантовать для выбивки из них стержней. Загрузка и разгрузка линии, а также ориентирование отливок на ней осуществляется вручную за счет углублений или выступов на поддонах, что значительно снижает произ водительность и не обеспечивает авто матизацию всего процесса обработки отливок. Входящие в линию механизмы, а также отсутствие на ней приспособлений для кантования отливок делают ее непригодной для обработки сложных корпусных отливок типа блок-картера двигателей. Цель изобретения - повышение производительности и автоматизации всего процесса обработки таких отливок, как отливка блок-картера двигателей, имеющая сложную литниковую систему, расположенную с трех сторон, и требующая кантования перед операцией выбивки стержней. Поставленная цель достигается тем, что линия отбивки литников и выбивки стержней из отливок, содержащая устройство для отделения литников и заливов и механизм выбивки стер жней, соединенные вертикально-замкнутым транспортирующим устройством.
снабжена запрузочно-разгрузочными подъемниками, выполненными с возможностью вертикального и горизонтального перемещения вдоль линии. Линия снабжена также кантователем, связывающим механизм выбивки стержней с вертикально-замкнутым пульсирующим тележечным конвейером, причем кантователь шарнирно установлен на раме механизма выбивки стержней и в одном из крайних положении опирается на раму конвейера, а в другом - устанавливается codcHo с механизмом выбивки стержней. Устройство для отделения литников и заливов выполнено в виде трех многомолотковых роторов, установленных подвижно с трех сторон отливки. На фиг. 1 и 2 схематично изображена предлагаемая линия, общий вид; на фиг. 3 и Ц - то же, в плане; на фиг. 5 - разрез А-А на фиг, 1; на фиг. 6 -разрез Б-Б на фиг. 2; на фиг. 7 - разрез Б-Б на фиг. 2. Линия отбивки литников и выбибки стержней из отливок содержит устройство 1 для отделения литников и заливов, механизм 2 выбивки стержней,кантователь 3, установленный на раме механизма выбивки стержней, вертикально-замкнутый пульсирующий тележечный конвейер 5 и загрузочно-разгрузомные подъемники 6 и 7. Устройство 1 для отделения литников и заливов представляет собой корпус 8 с установленными на нем подвижными по вертикали и горизонтали тремя многомолотковыми роторами и 11. Механизм 2 выбивки стержней содержит неподвижную раму , установленную вверху, и подвижную по вертикали в направляющих12 траверсу 13 с приводом 1, вибратор 15 и штанги 16 с зубчатыми коронками 17- Внизу, на уровне отливки блока, установлены упор 18, еще один вибратор 19 с приводом 20 его,перемещения. Кантователь 3 содержит поворотную |часть 21 с отверстиями 22 для прохода коронок, установленную на оси 23 на раме Ц механизма 2 выбивки стержней, цилиндр 2 поворота и упоры 25 и 2б, определяющие конечные положения поворотной части кантователя. Конвейер 5 имеет раму 27 с направляющими 28, тяговую цепь 29 с опорными роликами 30 и тележками 31 при5водной 32 и натяжной 33 валы со зве дочками и привод 3. Трасса конвейера - вертикально-замкнутая, движение конвейера - прерывистое (пульсирующее), перемещение - один шаг за цикл Загрузочио-разгрузочные подъемники 6 и 7 включают две подъемные план ки 35 и 36 с направляющими 37, закрепленные на четырех вертикальных скалках-рейках 38, два вала 39, несу щие каждый по две шестерни 40 и одно му червячному колесу 41, установленные в корпусе тележки 42 с приводом 43 подъема и приводом 44 перемещения по рельсам 45. Для подачи к линии и транспортировки отливок 46 блоков от нее предусмотрены подвесные конвейеры 47 и 48, Линия работает следующим образом. По подвесному конвейеру 47 при по мощи подвески подают отливку 46 и ра полагают ее над подъемником 6, осуществляющим загрузку линии. При сов ещении оси подвески конвейера 47 с осью подъемника 6, находящегося в ис ходном левом положении, включают при вод 44 перемещения и подъемник получает движение по рельсам 45, синхрон ное с конвейером 47. Во время этого движения ( fts 1 мин) включается привод 43 подъема, отливка 46 подхватывается подъемником 6 и освобождается от захватов. Продолжая перемещаться по рельсам 45, подъемник 6, теперь уже с отливкой 46, достигает следующей позиции, на которой останавливается перед тележкой конвейера 5. При очередной остановке пульсирую щего конвейера 5, включается привод 43, отливка опускается и устанавливается на тележку 31 конвейера 5. Планки 35 и 36 опускаются ниже тележки 31 и освобождаются от отливки, включается привод 44 и подъемник 6 возвращается в исходное положение. При движении конвейера Б тележка 31 с отливкой 46 входит в устройство 1 для отделения литников и заливов, шторы которого закрываются,и отливка приближается к многомолотковым роторам 9,10 и 11, которые во время работы линии постоянно включены и вращаются со скоростью 600 об/мин. При следующем чикле, во время, движения отливки литники, заливы, гребешки и выпоры, расположенные в 2-3 ряда на каждой стороне отливки, отделяются 96 от нее ударами молоткод роторов 9,10 и 11 одновременно с 3-х сторон, что и обеспечивает высокую производительность. Затем при следующем цикле тележка с отливкой выходит из устройства 1 через шторы и движется к механизму 2 выбивки стержней. При очередном цикле тележка 31 конвейера 5 и отливка 46 перемещаются на позицию механизма 2 выбивки стержней. Отливка 46 в горизонтальном положении входит во внутрь поворотной части 2 кантователя 3, при этом стержни, образующие отверстия под цилиндры в отливке, совмещаются с отверстиями 22 кантователя 3. Далее включается цилиндр 24 поворота и отливка, подхваченная поворотной частью 21, снимается с тележки конвейера 5, устанавливается в механизм 2 в вертикальном положении, а отверстия 22 располагаются напротив коронок 17. Включается привод 20, прижимает вибратор 19 к отливке до упора 18, который своими ударами разрушает нижнюю монолитную часть стержня. Одновременно включается привод 14, траверса 13 с вибратором 15 по направляющим 12 опускается вниз. Штанги 16 с коронками 17 через отверстия 2 врезаются в стержни отливки, при вибрации разрушают их и выталкивают вниз. Затем вибраторы и зубчатые коронки поднимаются в исходное положение, а отливка поворотной частью 21 кантователя возвращается на тележку конвейера в горизонтальное положение и при следующем цикле выходит из мехйнизма 2 выбивки стержней. При дальнейшем движении конвейера 5, при очередном его цикле, тележка 31 с обработанной отливкой входит на позицию подъемника 7, осуществляющего разгрузку. При этом отливка своими выступающими краями располагается над планками 35 и 36 подъемника 7. Во время остановки конвейера включается привод 43, отливка снимается ланками 35 и 36 с тележки 31 конвейера и поднимается к подвеске конвейра 48. При совмещении оси подвески конвейера 48 с осью подъемника 7 включается привод 44 перемещения и одъемник 7 получает движение по рельам 45 синхронно с конвейером 48. алее захваты подвески конвейера 48 вводятся в отливку, планки 35 и 36 опускаются, отливка остается на под790
весках конвейера 48, а подъемник 7 возвращается в исходное левое положение.
Таким образом, использование предлагаемой линии в литейных цехах позволяет отделять литники от отливок и выбивать стержни отливок блоков по поточному принципу с автоматизацией всех тяжелых и трудоемких операций, в том числе транспортных.
Наличие трех многомолотковых подвижных роторов делает устройство для отделения литников высокопроизводит . тельным и позволяет автоматически отделять от крупногабаритных отливок корпусных деталей литники, заливы, гребешки и выпоры.
Введение в линию, кантователя, связывающего конвейер с механизмом выбивки стержней, обеспечивает единый технологический цикл, так как позволяет одним конвейером доставлять отливку после отбивки литников к меха- низму выбивки стержней, в ориентированном положении транспортиров.ать ее к позиции разгрузки.
Наличие загрузочно-разгрузочных подъемников, выполненных в виде под вижных по вертикали и горизонтали подъемных столов, позволяет автоматически снимать отливки с подвесного конвейера и укладывать их на тележечный конвейер линии, а затем подобным же обра:3ом передавать их после всего процесса обработки с тележечного конвейера на подвесной, полностью исключая при этом ручной труд.
За счет ликвидации маломехакизированных транспортных операций путем совмещения агрегатов в одну линию,а также одновременной отбивки литников гребешков, заливов и выпоров с трех сторон, автоматической загрузки и разгрузки самой линии и совмещения по времени операции выбивки стержней
98
с операцией обломки литников освобождается от тяжелого ручного труда 6 человек и достигается экономический эффект свыше 100 тыс.руб. на одну линию.
Формула изобретения
и механизм выбивки стержней, отличающаяся тем, что, с целью повышения производительности и автоматизации процесса обработки отливок типа блок-картера двигателя, линия снабжена загрузочно-разгрузочными подъемниками, выполненными с возможностью вертикального и горизонтального перемещения вдоль линии, а также кантователем отливок, шарнирно установленным на раме механизма выбивки стержней, предназначенным для взаимодействия с вертикально-замкнутым транспортирующим конвейером с одной стороны и механизмом выбивки стержней т с другой.
Источники информации, принятые во внимание при экспертизе
9tf.f
f9
-IS
k -1 7
31
ifi
i
fxH i vf nyAfK f vfeyyfy f
K X/iff fl fyn
4 J
tf
г «5 й4« %%е« йй 5й%%{в1йг
/V
фиг.7
