фь
00
;о
Од
Изобретение относится к металлургии, конкретнее к прокатному производству лент.
Целью изобретения является улуч™ шение качества и эксплуатационных характеристик бандажной ленты за счет одновременного, повышения прочностных и пластических свойств.
В цехе ленты холодного проката изготавливают бандажную ленту для кинескопов цветных телевизоров из стали с повышенным содержанием угле-. рода и марганца (углерода 0,62-0,70%, марганца 0,90-1,20%). Размеры ленты 0,73 19 мм. Требуемое Gg не менее 900 МПа, относительное удлинение (оц) не менее 5%.
Бандажную ленту производят из горячекатаного травленого подката тол- щиной 3-4 мм и шириной 390 мм. Термообработку ленты проводят в рулонах массой до 10 т в колпаковЫх печах при массе садки рулонов до 50 т в защитной атмосфере, Холодную продсатку осу- ществляют на пятиклетевом непрерывном стане 630. Смягчающий и промежуточные отжиги (рекристаплизтщонные) производят по известным режимам: нагрев до температуры 650-700 С, вы- держка при этой температуре в тече- ние 5-7 ч и охлаждение под Щ фелем до 904.
Изготовляют бшгдажную ленту следующим образом.
Перед холодной прокаткой осуществляют смягчающий отжиг, прокатывают ленту с обжатием 20-37%, осуществляют рекристаллизационный отжиг, прокатывают с обжатием 25-46%, осущест- вляют рекристаллизационный отжиг, прокатывают на окончательную толщину с обжатием 43-54%, нагревают до температуры 390- 415°С и вьщерживашт при этой температуре 17-35 ч.
После окончательной термообработк ленту режут на агрегате продольной резки на ширину 19 мм. На агрегате продольной резки отбирают образцы ленты для механических испытаний t,
Уменьшение величин обжатия последовательно при каждой прокатке. (-20% при первой, :25% при второй и 43% при третьей) приводит к получению бандажной ленты с низкой прочностью (Gge870 MJla). Увеличение этих обжати (37j 46 и 54%) приводит к получению бандажной ленты с низкой пластичностью ().
Нагрев ленты после прокатки на окочательную толщину до температуры менее приводит к.получению ленты с низкой пластичностью ()-. Увеличение температуры нагрева ленты (более ) не позволяет получить ленту с временным сопротивлением разрыву более 870 МПа.
Уменьшение вьщержки ленты при 390-415°С (менее 17 ч) приводит к получению ленты с низкой-пластичностью (). Увеличение этого времени (более 35 ч) не приводит к заметному увеличению пластичности, поэтому нерационально из-за снижения производительности. Кроме того, заметно начинает снижаться достигнутая в процессе термообработки прочность.
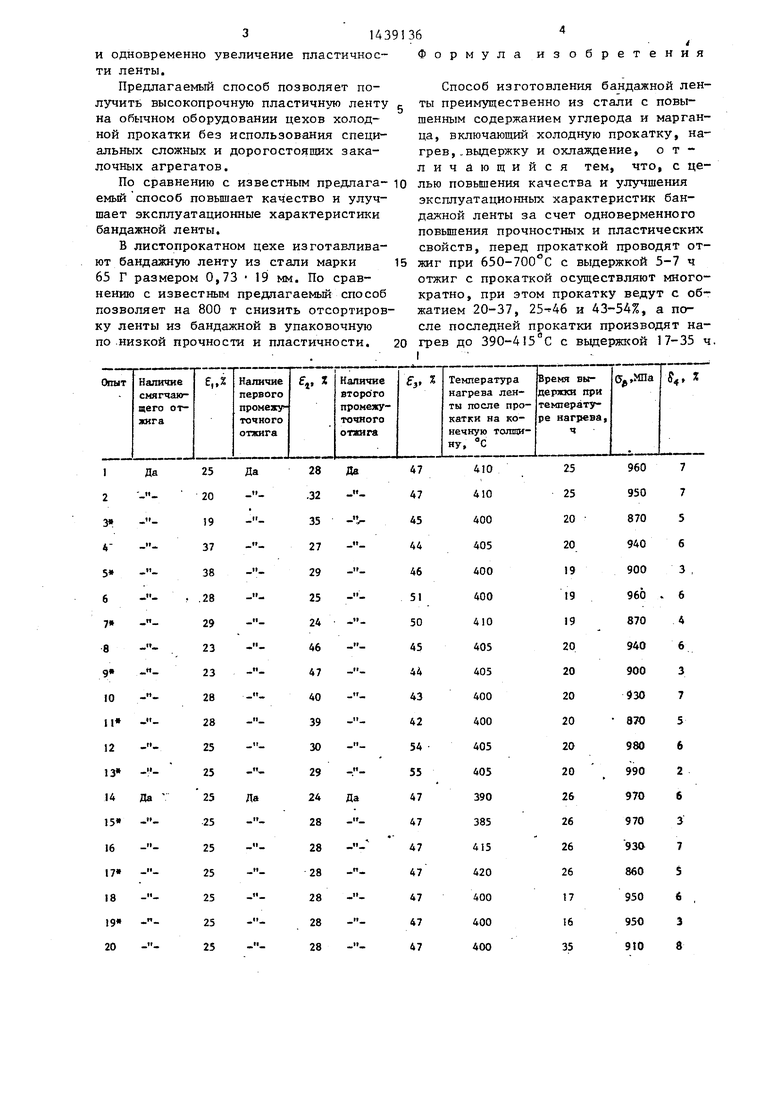
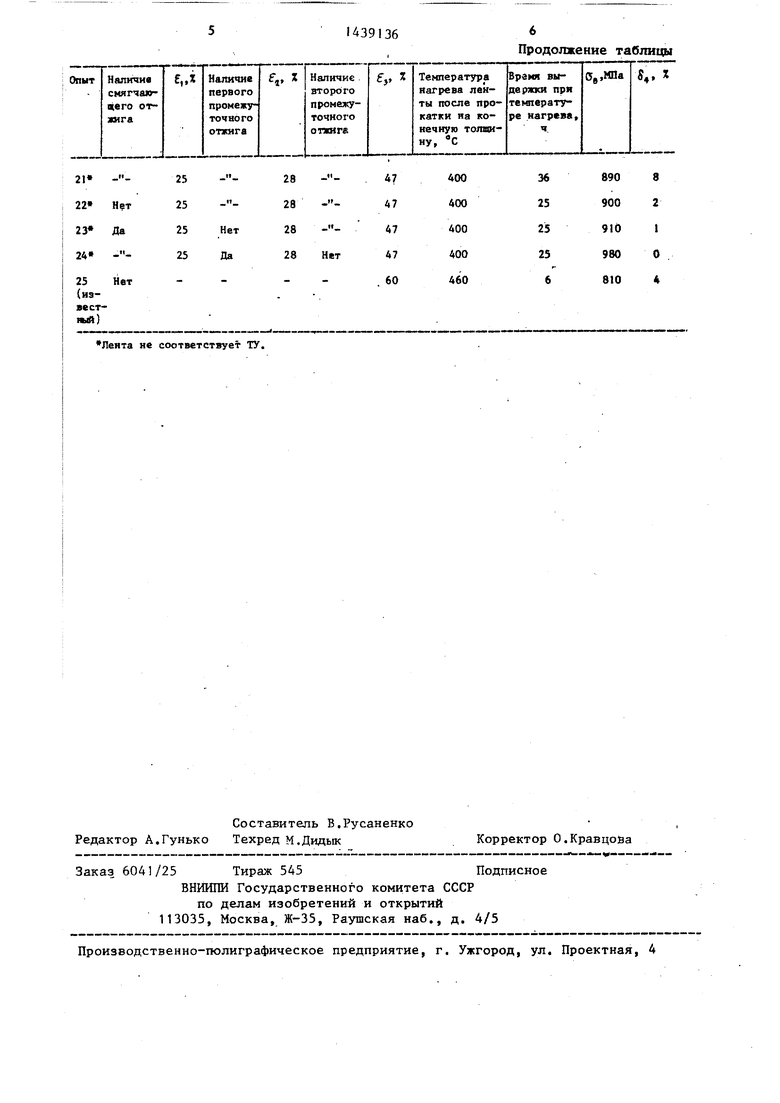
Режимы изготовления бандажной ленты и результаты испытаний по предлагаемому способу .н известному (прокатка с обжатием 60% и термообработка при 460 С, 6 ч) приведены в таблице.
Анализ результатов испытаний показывает, что изготовление бандажной ленты по предлагаемым режимам обеспечивает высокие эксплуатационные свойства лент, определяемые совокупностью ее свойств: прочностью (6 g5;900 МПа) и пластичностью () (опыты 1, 2, 4, 6, 8, 10, 12., 14, 16, 18, 20). Отклонение от указанных режимов либо исключение одной из термообработок приводит к снижению эксплуатационных свойств ленты, которая в этом случае не соответствует требованиям технических условий по прочности или плас- тичности (опьп ы 3, 5, 7,. 9, 11, 13, 15, 17, 19, 21, 22, 23, 24). Такую ленту переводят в упаковочную.
Изготовление ленты до известному способу не обеспечивает требований технических условий на бандажную ленту по низкой прочности (jg 810 МПа и пластичности 5 4% (огшгт 25).
Предлагаемьй способ обеспечивает получение высокопрочной пластичной ., ленты для изготовления взрывозащищен- ных кинескопов цветного телевидения. Сочетание режимов обжатий с термообработками и окончательный нагрев с регламентируемой по времени выдержкой ленты при заданной температуре за счет протекания процессов упрочнения, рекристаллизации, старения и полиго- низации обеспечивают увеличение прочности ленты ио сравнению с полученной при последаей холодной прокатке
Формула изобретения Способ изготовления бандажной ленца, включающий холодную прокатку, нагрев, .выдержку и охлаждение, отличающийся тем, что, с цеи одновременно увеличение пластичности ленты.
Предлагаемый способ позволяет ползгчить высокопрочную пластичную ленту сты преимущественно из стали с повына обычном оборудовании цехов холод-шенным содержанием углерода и марган- ной прокатки без использования специальных сложных и дорогостоящих закалочных агрегатов.
По сравнению с известным предлага- юлью повышения качества и улучшения
емый способ новьшает качество и улуч-эксплуатационных характеристик баншает эксплуатационные характеристикидажной ленты за счет одноверменного
бандажной ленты.повьшения прочностных и пластических
В листопрокатном цехе изготавлива-свойств, перед прокаткой проводят отют бандажную ленту из стали марки15жиг при бЗО-УОО С с выдержкой 5-7 ч
65 Г размером 0,73 19 мм. По срав-отжиг с прокаткой осуществляют многонению с известным предлагаемый способкратно, при этом прокатку ведут с об-
позволяет на 800 т снизить отсортиров-жатием 20-37, и 43-54%, а поку ленты из бандажной в упаковочнуюеле последней прокатки производят напо .низкой прочности и пластичности. 20грев до 390-415 с с вьщержкой 17-35 ч.
I
Формула изобретения Способ изготовления бандажной ленца, включающий холодную прокатку, нагрев, .выдержку и охлаждение, отличающийся тем, что, с цешенным содержанием углерода и марган-
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления нагартованной ленты для пильных цепей | 1988 |
|
SU1532597A1 |
| Способ производства тонких полос | 1987 |
|
SU1447890A1 |
| Способ изготовления теневых масок кинескопов цветных телевизоров | 1986 |
|
SU1404535A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2008 |
|
RU2381844C1 |
| СПОСОБ ПРОИЗВОДСТВА КИНЕСКОПНОЙ ПОЛОСЫ | 2002 |
|
RU2223335C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ВЫСОКОСКОРОСТНОЙ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479642C1 |
| Способ обработки полосы из низкоуглеродистой стали | 1981 |
|
SU995925A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ПОЛОС ДЛЯ МАГНИТНЫХ ЭКРАНОВ | 2002 |
|
RU2223334C2 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ТОНКОЛИСТОВОЙ СТАЛИ ДЛЯ ГЛУБОКОЙ ШТАМПОВКИ | 2009 |
|
RU2379360C1 |
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
Изобретение относится к металлургии, а именно к прокатнрму производству лент. Целью изобретения является повьнпение прочности и пластичности ленты. Способ включает трехкратную прокатку с обжатием 20-37, 25-46 и 43-54%, термообработку перед каждым обжатием и окончательную термообработку при температзфе 390- в течение 17-35 ч. Использование способа позволяет повысить качество, прочность и пластичность лен- ты для изготовления взрывозащшценных кинескопов. 1 табл. 
Лвнта не соответствует ТУ.
| Способ изготовления холоднокатаной высокопрочной ленты | 1985 |
|
SU1258523A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Патент США № 3311512, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
