Известные устройства для изготовления изделий из древесно-стружечных масс, имеющие станину с пуансонами для предварительной и окончательной запрессовки массы, вращающийся стол с установленными на нем матрицами и привод, не используют усилий холостого хода пресса для поворота стола и правильного распределениЯ прессмассы в матрице.
Для устранения этого недостатка в предлагаемом устройстве стол соединен храповиком с вращающим рычагом, перемещаемым тросом. Один конец троса прикреплен к этому рычагу, а другой - к подвижной траверсе, несущей пуансон для предварительной запрессовки. Пуансон закреплен на траверсе при помощи стойки и поворотной консоли.
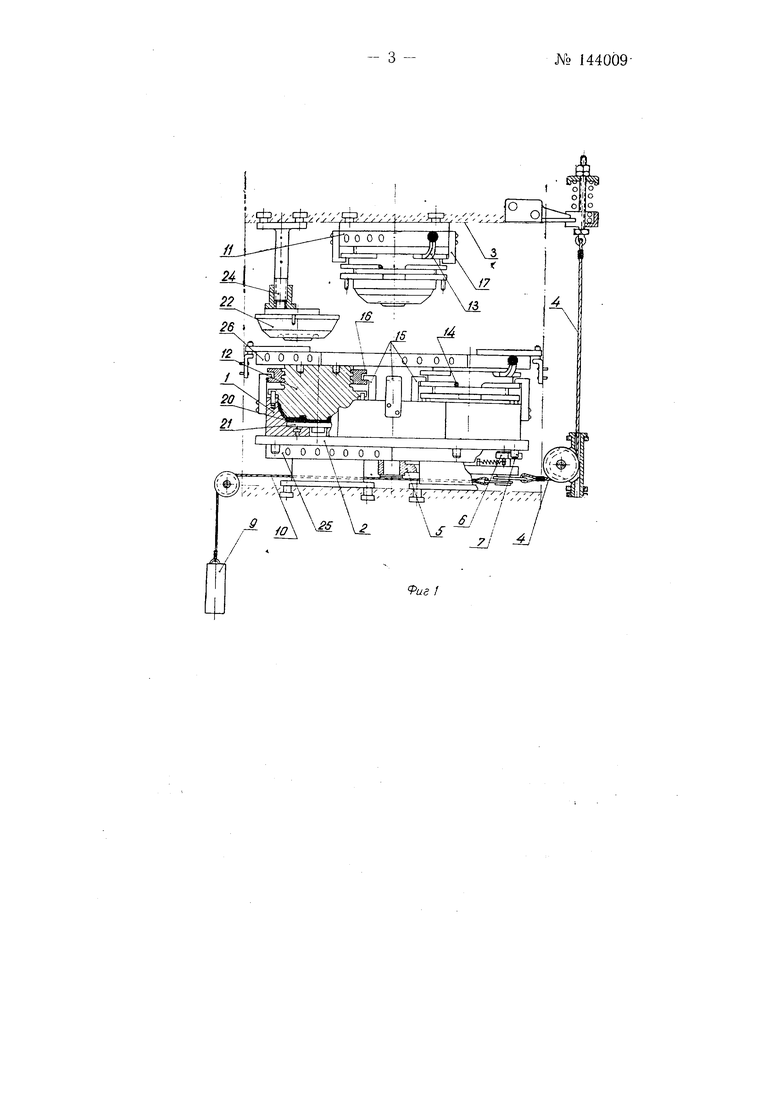
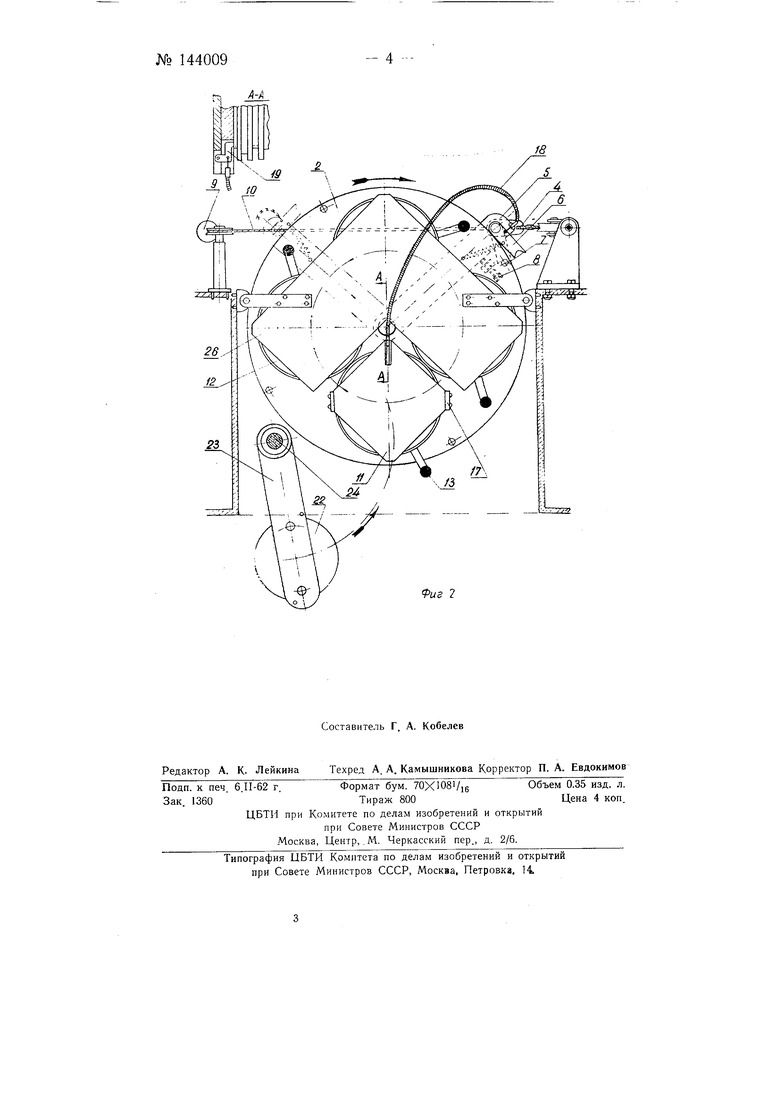
На фиг. 1 изображена схема предложенного устройства, вид спереди; на фиг. 2 - то же, вид сверху с разрезом (сечением) по А-А.
Матрицы / пресс-формы установлены на диске 2. При подъеме подвижной траверсы 3 пресса диск 2 поворачивается на 90° тросом 4, один конец которого закреплен на подвижной траверсе 3. Второй конец троса соединен с рычагом 5 и при подъеме подвижной траверсы заставляет рычаг, а вместе с ним и диск, поворачиваться благодаря храповику 6, упирающемуся в штифт 7 диска, до упора 8. При опускании подвижной траверсы пресса рычаг 5 возвращается в исходное положение грузом Р, натягивающим трос 10. Когда подвижная траверса 5 и плита подогрева // прижаты к пуансону 12, необходимо повернуть рукоятку 13 пуансона против часовой стрелки до упора штифта 14 в крюк 15. При этом крюк 15 будет находиться против прорези в нижнем фланце муфты 16, а крюк 17 войдет в зацепление с муфтой 46 и при подъеме подвижной траверсы 3 пресс-форма будет открыта. Во время открывания пресс-формы диск 2 не поворачивается, так как храповик 6 будет оттянут тросиком гибкого валка J8 от
№ 144009
штифта 7 и рычаг 5 будет поворачиваться вхолостую. Тросик гибкого вала 18 натягивается рычагом 19 при смыкании плиты подогрева 11 и пуансона 12. После выталкивания изделия 20 диском 21 и загрузки новой прессмассы производится предварительная подпрессовка холодным пуансоном 22, который совмещается с матрицей путем поворота рычага 23 на оси 24. Давление на пуансон 22 передается через пуансон 12. После подпрессовки прессмасы и отвода пуансояа 22 от изделия рукояткой 13, изделие прессуется окончательно пуансоном 12. При этом .муфта 16 поднимается вверх по резьбе, которая соединяет ее с пуансоном, а нижний фланец муфты, входя в зацепление с крюком 15, плотно запирает пресс-форму. Положение рукоятки 13 зависит от толщины запрессованной детали, но во всех случаях широкая прорезь в верхнем фланце муфты 16 должна совмещаться с крюком 17. При подъеме верхней подвил ной траверсы диск 2 снова поворачивается, и цикл повторяется. Подогрев матриц осуществляется от нижней плиты 25 с трубчатыми электронагревателями. Подогрев пуансонов в пресс-формах, проходящих выдержку, производится от плиты 26.
Количество пресс-форм устанавливается в зависимости от соотношения между требующимся для выдержки прессуемых деталей и временем, необходимым на разгрузку отпрессованных деталей, загрузку пресс-форм и предварительную подпрессовку.
При предварительном прессовании холодным пуансоноМ происходит правильное распределение прессмассы в пресс-форме за счет формования детали с припуском в утолщенных местах, который позволит создать необходимую степень уплотнения вещества и тем самым создать равномерное давление при окончательной запрессовке горячим пуансоном.
Предмет изобретения
Устройство для изготовления изделий преимущественно из древесно-стружечных масс, включающее станину с монтированными на ней пуансонами для предварительной и окончательной запрессовки массы, вращающийся стол с установленными на нем матрицами, привод, отличаюпхееся тем, что, с целью использования усилия холостого хода пресса для поворота стола и правильного распределения прессмассы в матрице, стол при помощи храповика соединен с вращающим его рычагом, перемещаемым посредством троса, один конец которого прикреплен к нему, а другой закреплен на подвижной траверсе, несущей для предварительной запрессовки пуансон, укрепленный на ней при помощи стойки и поворотной консоли.
Рие /
гэ АА
Pus 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для изготовления двухслойной с отформованной губой стельки | 1954 |
|
SU100241A1 |
| Гидравлическое устройство для прессования порошкообразных материалов | 1991 |
|
SU1812133A1 |
| Устройство для изготовления многопустотных древесностружечных плит | 1975 |
|
SU537847A1 |
| Полуавтомат для обтяжки и затяжки обуви на колодке | 1953 |
|
SU100240A1 |
| Ручная лебедка с двумя барабанами на общем валу | 1930 |
|
SU26421A1 |
| Штамп для секторной штамповки крупногабаритных изделий | 1987 |
|
SU1532175A1 |
| Приспособление к прессу | 1974 |
|
SU526523A1 |
| РУЧНОЙ ПРЕСС | 1992 |
|
RU2063334C1 |
| Станок для механического набора и опрессовки заклепок в отверстия змейкового полусепаратора шарикоподшипника | 1952 |
|
SU103763A1 |
| СПОСОБ ОБСЛУЖИВАНИЯ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2537606C1 |