N(i
|й
о
СП
оо со
Изобретение относится к управлению измельчительными процессами и может быть использовано в горно-рудной промьшшенности, черной металлургии.
Цель изобретения - повышение качества управления.
Способ осуществляют следующим об- разом.
Продолжительность измельчения каж- дого компонента можно с достаточной точностью определять непрерывно в процессе работы измельчительного агрегата. Для этого необходимо накопить достаточное количество компонента при измеренных в соответствующие моменты времени значениях показателя качества готового продукта. После обработки статистических данных по соответствукяцим формулам получают график взаимокорреляционной функции между указанными входными и выход- . ными показателями измельчения. Значения взаимокорреляционной функции характеризуют тесноту корреляционной связи между входным к выходным показателями через определенные промежутки времени. Временной интервал, через который величина взаимокорреляционной функции снизится до нуля, и будет характеризовать время пребывания материала в мельнице, так как через это время изменение входного параметра полностью перестает влиять на изменение выходного параметра.
Для получения готового продукта требуемого качества (например, заданного грансостава, удельной поверхности) регулируют режим измельчения путем изменения расхода шихты в мель ницу. Одновременно для получения на выходе мельницы готовой смеси компонентов требуемого количественного состава необходимо поддерживать на входе мельницы требуемое количествен ное соотношение компонентов шихты. Например, при совместном измельчении известняка и бентонита для последующего добавления этой смеси в железоруд ный концентрат и получения окатьшей требуется вьщерживать соотношение из вестняка к бентониту в готовой смеси как 10:1,
;- Продолжительность измельчения каждого из компонентов с различными физико-механическими свойствами тоже различна, поэтому нельзя при необходимости изменения расхода компонентов шихты в мельницу одновременно
5 0 5 0 e
0 с
,«;
0
изменять расходы всех компонентов шихты, сохраняя их -прежнее количественное соотношение, так как это приведет к нарушению необходимого количественного соотношения компонентов в измельченном продукте. Следовательно, при отклонении показателя качества готового продукта от заданного значения нужно сначала изменить расход компонента с наибольшей продолжительностью измельчения, затем через время, равное разности продолжительности измельчения в мельнице первого компонента и второго компонента (с самой близкой к первому продолжительностью измельчения)5 изменить расход второго компонента в соответствии с заданным соотношением расходов этих двух компонентов. Так как второй компонент измельчается в мельнице быстрее он несмотря на задержку подачи догонит в мельнице первый компонент, тем самым будет сохранено требуемое количественное соотношение этих компонентов-В готовом продукте. Таким образом, стабилизация соотношения компонентов восстанавли- -ливается поэтапно в процессе изменения расходов исходных компонентов, ; сначала между первым и вторым компонентами, затем между первым, вторым и третьим компонентами и т.д. через интервалы времени между продолжитель- ностями измельчения предыдущего и последующего компонента.
Способ осуществляют следующим образом..
Непрерывно измеряют расходы компо - нентов шихты на входе в мельницу, например, с помощью весоизмерителей, установленных на подающих- компоненты конвейерах. В соответствии с заданным количественным соотношением компонентов и показаниями весоизмерй - телей дозируют каждый компонент на подающий конвейер путем установки соответствующей скорости питателя из бункера соответствующего компонента Непрерывно измеряют качественный параметр исходного компонента (уд.поверхность, измельчаемость, влажность) и качественньй параметр готового продукта (производительность по готово- . му продукту, тонину помола), Обраба- тывают полученные данные по соответствующим формулам.вычисления взаимокорреляционной фуйкции мелоду указанными входным и выходным параметрами.
например, при помощи вычислительной техники (микропроцессора ДВК- или Электроника 60). Получают графики взаимокорреляционных функций, по ко- торым определяют время спада до нуля каждой взаимокорреляционной функции и принимают это время за продолжительность измельчения данного компонента. При отклонении показателя качества готового продукта от заданного значения изменяют расходы компонентов шихты в мельницу, при этом сначала изменяют расход компонента с наибольшей на данный момент продолжительностью измельчения, сохраня при этом прежние значения расходов .остальных компонентов (при этом заданное соотношение компонентов на входе временно нарушается). Затем через интервал времени между продолжительностью измельчения первого компонента и последующего по длительности измельчения компонента изменяют расход последующего компонента в требуемом количественном соотношении с изменением расхода первого компонента и т.д. до установления нового значения расхода шихты в мельницу при заданном количественном соотношении ее компонентов.
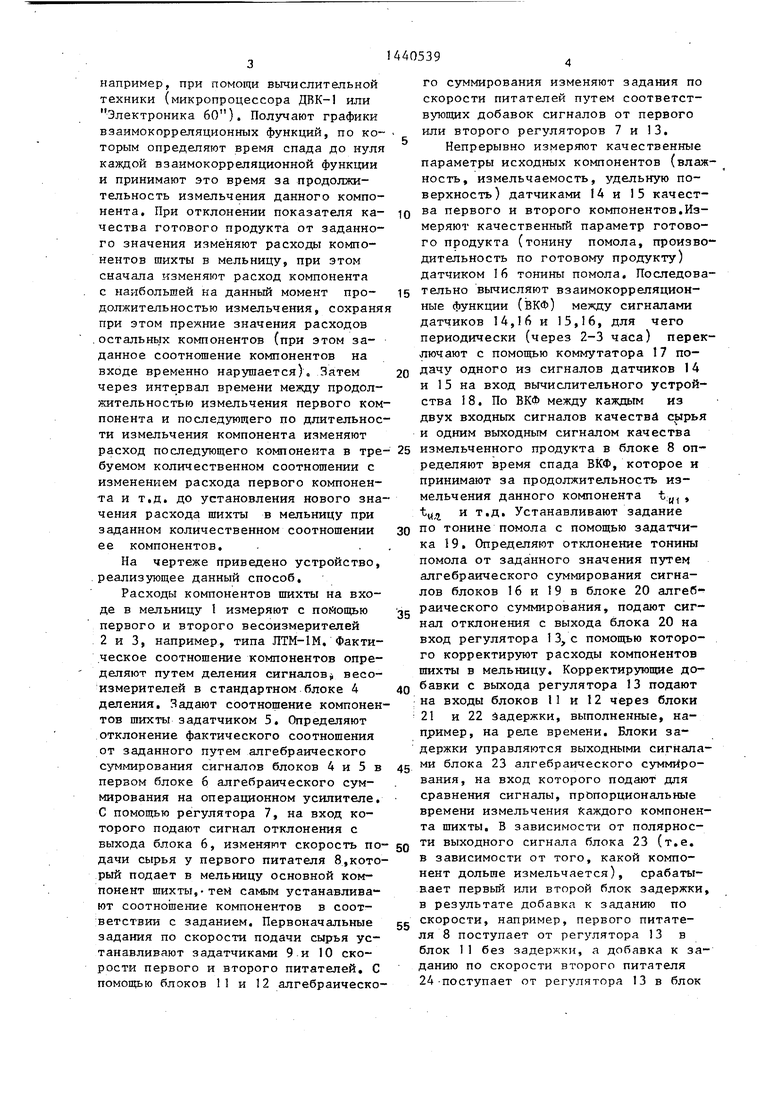
На чертеже приведено устройство, реализующее данный способ,
Расходы компонентов шихты на входе в мельницу 1 измеряют с пойощью первого и второго весоизмерителей 2 и 3, например, типа ЛТМ-1М, Фактическое соотношение компонентов определяют путем деления сигналов весоизмерителей в стандартном блоке 4 деления, Задают соотношение компонентов шихты задатчиком 5, Определяют отклонение фактического соотношения от заданного путем алгебраического суммирования сигналов блоков 4 и 5 в первом блоке 6 алгебраического суммирования на операционном усилителе, С помощью регулятора 7, на вход которого подают сигнал отклонения с выхода блока 6, изменяют скорость подачи сырья у первого питателя 8,который подает в мельницу основной компонент шихты,-тем самым устанавливают соотношение компонентов в соответствии с заданием. Первоначальные задания по скорости подачи сырья устанавливают задатчиками 9 и 10 скорости первого и второго питателей, С помощью блоков П и 12 алгебраическо0
5
0
5
0
5
0
5
0
5
го суммирования изменяют задания по скорости питателей путем соответствующих добавок сигналов от первого или второго регуляторов 7 и 13,
Непрерывно измеряют качественные параметры исходных компонентов (влажность, измельчаемость, удельную поверхность) датчиками 14 и 15 качества первого и второго компонентов,Измеряют качественный параметр готового продукта (тонину помола, производительность по готовому продукту) датчиком 16 тонины помола. Последовательно вычисляют взаимокорреляционные функции (ВКФ) методу сигналами датчиков 14,16 и 15,16, для чего периодически (через 2-3 часа) переключают с помощью коммутатора 17 подачу одного из сигналов датчиков 14 и 15 на вход вычислительного устройства 18, По ВКФ между каждым нз двух входных сигналов качествй сырья и одним выходным сигналом качества измельченного продукта в блоке 8 определяют время спада ВКФ, которое и принимают за продолжительность измельчения данного компонента t,y, , и т,д. Устанавливают задание по тонине помола с помощью задатчи- ка 19, Определяют отклонение тонины помола от зада нного значения путем алгебраического суммирования сигналов блоков 16 и 19 в блоке 20 алгебраического суммирования, подают сигнал отклонения с выхода блока 20 на вход регулятора 1 3, с помощью которого корректируют расходы компонентов шихты в мельницу. Корректирующие добавки с выхода регулятора 13 подают на входы блоков П и 12 через блоки 21 и 22 йадержки, выполненные, например, на реле времени. Блоки задержки управляются выходными сигналами блока 23 алгебраического суммирования, на вход которого подают для сравнения сигналы, пропорциональные времени измельчения Каждого компонента шихты, В зависимости от полярности выходного сигнала блока 23 (т,е, в зависимости от того, какой компонент дольше измельчается), срабатывает первый или второй блок задержки, в результате добавка к заданию по скорости, например, первого питателя 8 поступает от регулятора 13 в блок 11 без задержки, а добавка к заданию по скорости второго питателя 24-поступает от регулятора 13 в блок
12 с задержкой в блоке 22, н илобп- рот. Тем самым достигается иамемение расхода последующего компонента с меньшей длительностью измельчения через интервал времени t t.
Способ позволит повысить производительность измельчительного оборудования в среднем на 4-5%, а также увеличить содержание готового класса (-0,074) в измельченном продукте на 2-3%.
Формула изобретения
Способ управления расходом и измельчением компонентов шихты в мельнице, включающий измерение расхода каждого компонента шихты, измерение показателей качества исходных компонентов шихты и продукта измельчения, изменение расходов в мельницу компог нентов шихты в зависимости от показателя качества продукта измельчения
чения каждого компонента тихты о т- личагощийся тем, что, с целью повьппения качества управления, перед изменением расходов в мельницу компонентов иихты стабилизируют количественное соотношение компонентов, продолжительность измельчения каждого компонента шихты определяют
непрерывно по величине времени спада до нуля взаимокорреляционной функции между показателем качества исходного компонента и показателем качества продукта измельчения, и изменение
расхода компонентов шихты начинают с компонента с наибольшей продолжительностью измельчения, сохраняя неизменными расходы остальных компонентов, затем через интервал времени
между продолжительностью измельчения предыдущего компонента с большей производительностью и данного компонента изменяют расход последнего до ус тановления стабилизируемого количест
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом измельчения | 1986 |
|
SU1440537A1 |
| Система автоматического управления процессом измельчения в шаровой барабанной вентилируемой мельнице | 1983 |
|
SU1105227A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ | 1970 |
|
SU280218A1 |
| Система автоматического управления одностадийным циклом мокрого измельчения | 1981 |
|
SU1012985A1 |
| Способ регулирования сухого измельчения шихтовых добавок для получения железорудных окатышей | 1986 |
|
SU1428472A1 |
| Способ автоматического управления одностадийным циклом мокрого измельчения | 1979 |
|
SU906615A1 |
| Способ автоматического управления агрегатом измельчения с замкнутым циклом | 1984 |
|
SU1222312A1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕНОСТЕКЛА | 2011 |
|
RU2455245C1 |
| Способ автоматического управления двухстадийным циклом мокрого измельчения | 1980 |
|
SU874185A1 |
| АВТОМАТИЗИРОВАННАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ТВЕРДОФАЗНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ СЛОЖНЫХ ОКСИДОВ | 2011 |
|
RU2489255C1 |
Изобретение относится к области управления измельчительными процессами. Может быть использовано в горно-рудной промьгошенности, и черной металлургии, позволяет повысить качество управления. Дпя достижения этой цели измеряют показатели качества исходных компонентов шихты и п родукта измельчения, измеряют расход каждого компонента шихты. Перед изменением расходов в мельницу компонентов пгахты стабилизируют к;оличе- ственное соотношение компонентов определяют непрерывно продолжительность измельчения каждого компонента по величине спада до нуля взаимокорреляционной функции между показателем качества исходного компонента и показателем качества продукта иямельче- ния. Изменение расхода компонентов шихты начинают с компонента с наибольшей продолжительностью измельчения, затем через интервал времени между продолжительностью измельчения предьщущего компонента с большей про должительностью и данного компонента изменяют расход последнего до установления стабилизируемого количественного соотношения компонентов. 1 ил. .- « (Л
определение продолжительности измель- 25 венного соотношения компонентов.
| Способ управления расходом компонентовшиХТы | 1979 |
|
SU844057A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидктельство СССР № 652967, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
