1
Изобретение относится к холодной обработке металлов давлением и может быть использовано для удаления деталей из рабочей зоны пресса, Целью изобретения является повышение надежности работы, улучшение условий обслуживания и повышение безопасности работы на прессах, оснащенных шумозащитным экраном с электро- блокировкой.
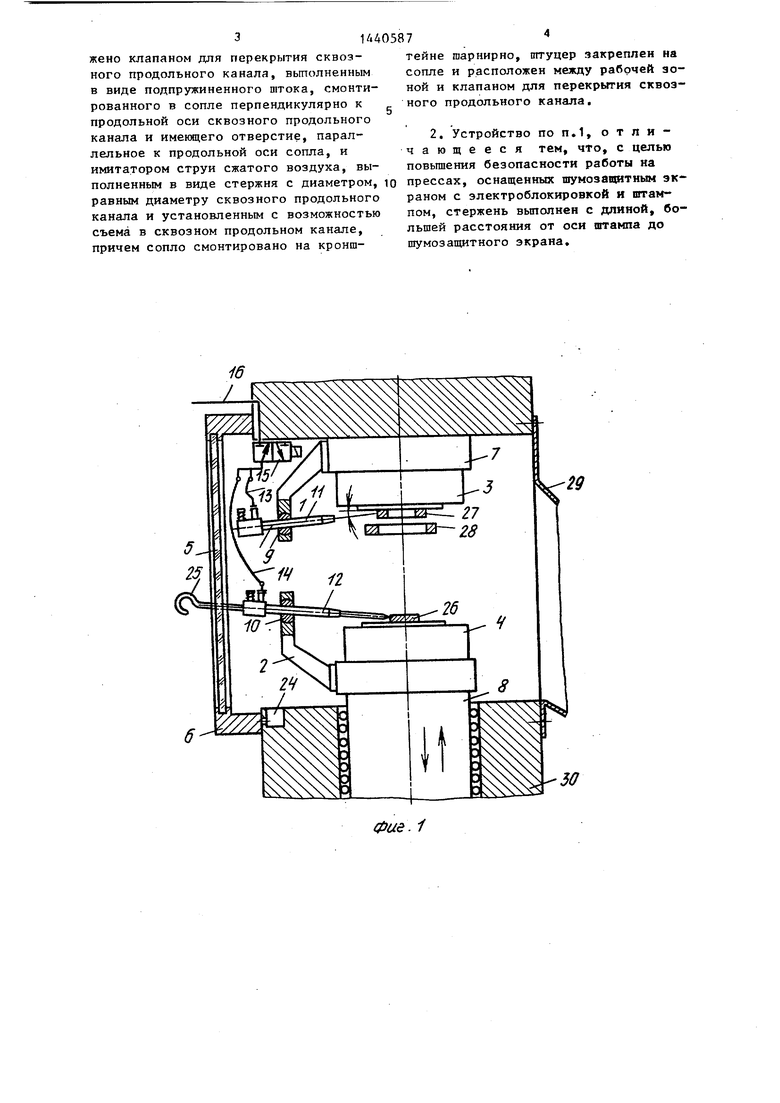
На фиг,1 изображено устройство дл удаления деталей из рабочей зоны пре
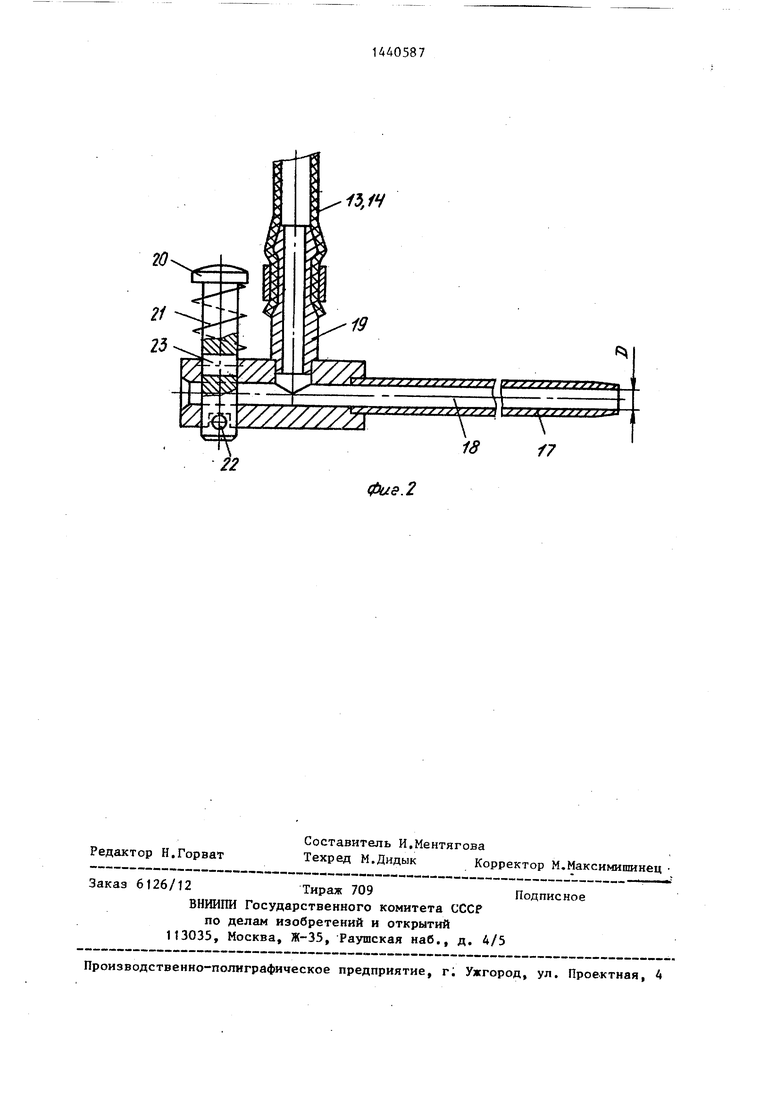
са j на фиг, 2 - сопло, разрез.
Устройство содержит кронштейны 1 и 2, расположенные в штамповом пространстве пресса между частями 3 и 4 штампа, установленными в рабочей зоне пресса. Пресс снабжен шумозащитным экраном 5 с дверцей 6. Кронштейн 1 закреплен на верхнем столе 7, а кронштейн 2 закреплен на ползуне 8 пресса, В сферических шарнирах 9 и 10 соответственно кронштейнов 1 и 2 закреплены пневмосопла 11 и 12, имеющие воздухопроводящие сквозные продольные каналы, посредством рукавов 13.и 14 через пневмораспределитель 15 и трубопровод 16 соединены с системой подачи сжатого воздуха (не показана) , Каждое пневмосопло (фиг.2) содержит направляющую часть 17 с воз духопроводящим сквозным продольньм каналом 18, присоединительный штуцер 19 и клапан, вр толненный в виде што- ка 20 с пружиной 21, штангой 22 и отверстием 23 в штоке 20. Под действием пружины 21 шток 20 занимает верхнее положение, при котором его отверстие 23 смещено относительно воздухо проводящего канала 18 сопла. Кронштейны 1 и 2 с соплами расположены в разных вертикальных плоскостях с целью их взаимного размещения при закрытом положении дверцы 6.
Положение двepцы 6 фиксируется конечными выключателями 24..Сопла 11 и 12 снабжены сменными имитаторами струи сжатого воздуха, выполненными
,Ю
5
0
5
0
0
5
кало нижней части 4 штампа укладывается отход 26, а к верхней части 3 штампа на смазочном слое прикладывается вырубаемая деталь 27. Шток 20 сопла опускается до совмещения оси отверстия 23 с осью воздухопроводящего канала 18, после, чего в отверстие сопла устанавливается стержень 25, При этом торец стержня 25 подводится к боковой поверхности отхода 26 или детали 27 под углом 0( 3-5°, В таком положении сопло фиксируется относительно кронштейна. После установки в описанной последовательности всех сопел .;С1 ержень 25 извлекается из воздухопроводящего канала 18, дверца 6 закрывается, ее исходное положение фиксируется конечным выключателем 24. Длина стержня 25 вьшолнена больше расстояния от оси штампа до защитного экрана 5 дверцы 6, При наличии стержня 25 в сопле пресс не включится на рабочий ход, так как контакты (не показаны) конечного выключателя 24 не будут замкнуты.
В процессе работы пресса в момент, предшествующий выталкиванию отхода 26 и детали 27, от командоаппарата (не показан) пресса включается электромагнит пневмораспределителя 15, в сопло подается сжатый воздух, кинетической энергией струи которого осуществляется удаление отхода 26 и детали 27, расположенной между верхней частью 3 штампа и полосой (лентой) 28, в приемный лоток 29,Продолжительность сдува в зависимости от массы, и конфигурации удаляемых деталей регулируется настройкой реле времени с пульта управления прессом (не показан).
Формула изобретения
1, Устройство для удаления деталей и отходов из рабочей зоны пресса, имеющего станину, содержащее по меньшей мере один кронштейн, закреплен
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления деталей из рабочей зоны пресса | 1987 |
|
SU1503928A1 |
| Устройство для удаления деталей из рабочей зоны пресса | 1986 |
|
SU1433598A1 |
| Устройство для холодного выдавливания изделий | 1987 |
|
SU1484398A1 |
| Устройство к прессу для удаления деталей из рабочей зоны штампа | 1990 |
|
SU1784379A1 |
| Устройство для раскладки нити на паковке | 1980 |
|
SU963944A1 |
| Отопительно-варочное устройство | 1991 |
|
SU1825414A3 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| АВТОМАТ СОВМЕЩЕННОЙ ВЫРУБКИ | 1992 |
|
RU2025174C1 |
| Бункерное загрузочно-ориентирующее устройство для низких тонкостенных колпачков | 2024 |
|
RU2822906C1 |
| НАСАДКА ДОЖДЕВАЛЬНОГО АППАРАТА | 2023 |
|
RU2823847C1 |
Изобретение относится к холодной обработке металлов давлением и может быть использовано для удаления деталей из рабочей зоны пресса. Цель - повьшение надежности работы и улучшение условий обслуживания. В рабочей зоне пресса смонтированы кроншзйны со сферическими шарнирами. В шарнирах смонтированы пневмосопла. Пневмосопла содержат корпус со сквозным продольным каналом и отверстием для соединения канала через пневмо- распределитель с пневмосетью сжатого воздуха, втулку, закрепленную в корпусе соосно с каналом. Внутренний диаметр отверстия втулки равен диаметру канала корпуса. На корпусах смонтированы запорные клапаны, содержащие подпружиненный шток, установ- ленньм с возможностью перемещения перпендикулярно к оси продольного канала корпуса. В штоках выполнены отверстия параллельно продольной оси продольного канала. Каждый из клапанов снабжен съемным имитатором струи сжатого воздуха, исходящего из сопла. Имитаторы вьшолнены в виде стержней с диаметром, равным диаметру канала. Рабочая зона защищена шумозащитным экраном, закрепленным на прессе. 1 з.п.ф-лы, 2 ил. € (Л 4iib О СП ЭО ч
в виде стержня 25 с диаметр ом, равным, ньш на станине пресса у рабочей зоны.
диаметру воздухопроводящего канала 18. Показаны отход 26, деталь 27, лента 28, приемньй лоток 29 станина 30.
Устройство работает следующим образом.55
После смены щтампа и установки кронштейнов 1 и 2 производится пространственная установка сопел в оптимальное положение. я этого на зерсопло для подачи струи сжатого воздуха в рабочую зону, смонтированное на кронштейне и имеющее сквозной продольный канал, соединенный через шт.у- цер и воздухораспределитель с системой подачи сжатого воздуха, отличающееся тем, что, с целью повьшхения надежности работы и улучшения условий обслуживания, оно снабсопло для подачи струи сжатого воздуха в рабочую зону, смонтированное на кронштейне и имеющее сквозной продольный канал, соединенный через шт.у- цер и воздухораспределитель с системой подачи сжатого воздуха, отличающееся тем, что, с целью повьшхения надежности работы и улучшения условий обслуживания, оно снабжено клапаном для перекрытия сквозного продольного канала, выполненным в виде подпружиненного штока, смонтированного в сопле перпендикулярно к продольной оси сквозного продольного канала и имеющего отверстие, параллельное к продольной оси сопла, и имитатором струи сжатого воздуха, выполненным в виде стержня с диаметром, равным диаметру сквозного продольного канала и установленным с возможностью съема в сквозном продольном канале, причем сопло смонтировано на кронштейне шарнирно, штуцер закреплен на сопле и расположен между рабочей зоной и клапаном для перекрытия сквозного продольного канала,
50
Фие. i
22
У/////7/7
Г
18
/7
Фие.2
| Норицин И.А., Власов В.И | |||
| Автоматизация и механизация технологических процессов ковки и штамповки | |||
| М.: Машиностроение, 1967 с.255-258, рис.146. |
