0)
Изобретение относится к непрерывному литью металлов, а именно к устройствам для вытягивания заготовок из машины непрерывного литья,
Целью изобретения является упрощение обслуживания устройства.
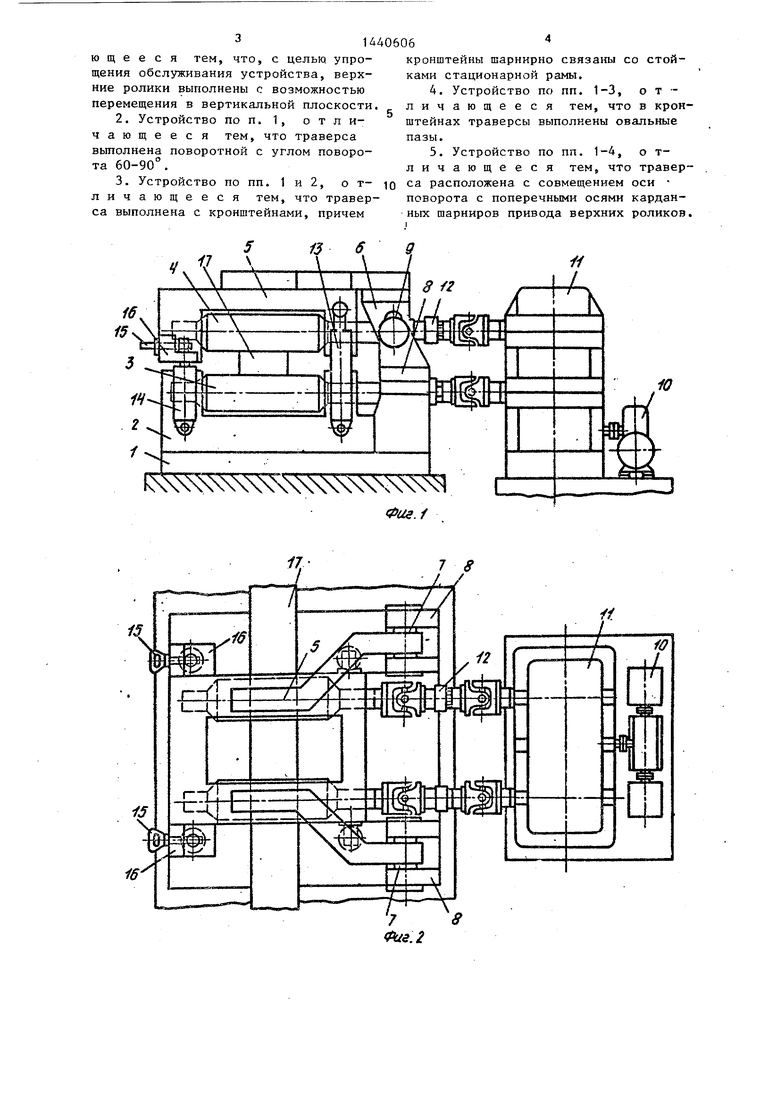
На фиг, 1 показано устройство, вид по технологической оси движения слитка; на фиг 2 - то же, вид сверху; на фиг, 3 - схема устройства в рабочем положении; на фиг. 4 - схема устройства при подготовке к повороту траверсы клети, первоначальное положение; на фиг. 5 то же, оконча тельное положение,
Тянущее устройство машинь непре- рьшного литья заготовок содержит стационарную pat-iy 1, на которой установлена станина 2, в которой расположены нижние роликр 3, верхние ролики 4 закреплены в поворотной траверсе 5, кронштейны 6 которой с помощью осей 7 связаны с опорными стойками 8 стационарной рамы 1, В кронштейнах 6 выполнены овальные пазы 9 « Со стороны опорных стоек 8 нижние ролики 3 и верхние.4 связаны с приводом 10 и шестеренной клетью 11 карданньми валами 12, Поворотная траверса 5 через две пары гидроци- линдров 13 и 14 механизма прижима связана со стационарной рамой 1 Гид роцилиндры 13 закреплены шарнирно на поворотной траверсе 5 и стацио- нарной раме 1, Гидроцилиндры 14 шарнирно связатш со стационарной рамой 1 и жестко с поворотной траверсой 5 при помощи штьфей 15, расположенных в.проушинах 16 траверсы 5.
.Устройство работает следующим образом,
Слиток 17 прижимается верхними тянущими роликами 4 к нижним тянущим роликам 3 гидроцилиндрами 13 и 14, при этом происходит самоустановка верхних роликов 4.по.слитку 17 (в зависимости от сечения слитка 17), чему способствуют овальные пазы 9 кронштейнов 6 траверсы 5, Изменение положения горизонтальной оси роликов 4 относите.льно соответствующих осей шестеренной клети 11 компенсируется шарнирами карданных валов 12..
По окончании разливки для освобож дения машины непрерывного литья и соответственно тянущего устройств.а от слитка 17 траверса 5 с верхними роликами 4 поворачивается на 60-90
вокруг осей 7 опорных стоек 8 стационарной рамы 1. Если угол поворота траверсы меньше 60 , то невозможно g освободить клеть от слитка, а увеличение угла больше 90 нерационально,
П-р и м е р. Спроектировано тянущее устройство для слитка сечением 380 мм 240 мм при диаметре роликов 0 300 мм и длине бочки роликов 700 мм с углом поворота 72 .
Поворот траверсы 5 осуществляется двумя гидроцилиндрами 13. При этом перед началом поворота штоки гидро- 15 цилиндров 14 освобождаются от штырей 15 и освобождают проушины 16 траверсы 5, Поворот осуществляется в два приема. Вначале за счет расположения гидроцилиндров 13 между центрами тя- 20 жести траверсы 5 с роликами 4 и опорными стойка ми 8 выбирается зазор в верхней части овальных пазов 9 до упора в оси 7 и траверса 5 поворачивается по стрелке А (фиг. 4). Затем 25 поворот траверсы 5 осуществляется вокруг осей 7 по стрелке Б (фиг. 5) до крайнего верхнего положения гид- роЦилиндрами 13.
Наличие шарниров в карданных валах 12 привода верхних роликов 4 способствует беспрепятственному повороту траверсы 5, основным условием которого является Совмещение оси поворота траверсы 5 с осями шарниров карданных валов 12.
После поворота траверсы 5 слиток 17 захватывается грузоподъемным приспособлением 18 (фиг. 5) и удаляется с машинами непрерывного литья.
30
35
Данная конструкция позволяет быстро удалить слиток с технологической оси машины, обеспечить свободный подход к устройству с трех сторон, упростить койтроль за слитком и со- стоянием оборудования, снизить расход воды, охлаждающей рольганги и уменьшить износ оборудования.
Формула изобретения
1. Тянущее устройство машины непрерывного литья заготовок, содержащее установленные на стационарной раме со стойками приводные нижние 55 ролики, расположенные на траверсе приводные верхние ролики, приводы ро- ликов с карданными шарнирами и меха- .низм прижима роликов, о т л и ч а
50
7
1 УI
Физ f
//
/
/ГТЧч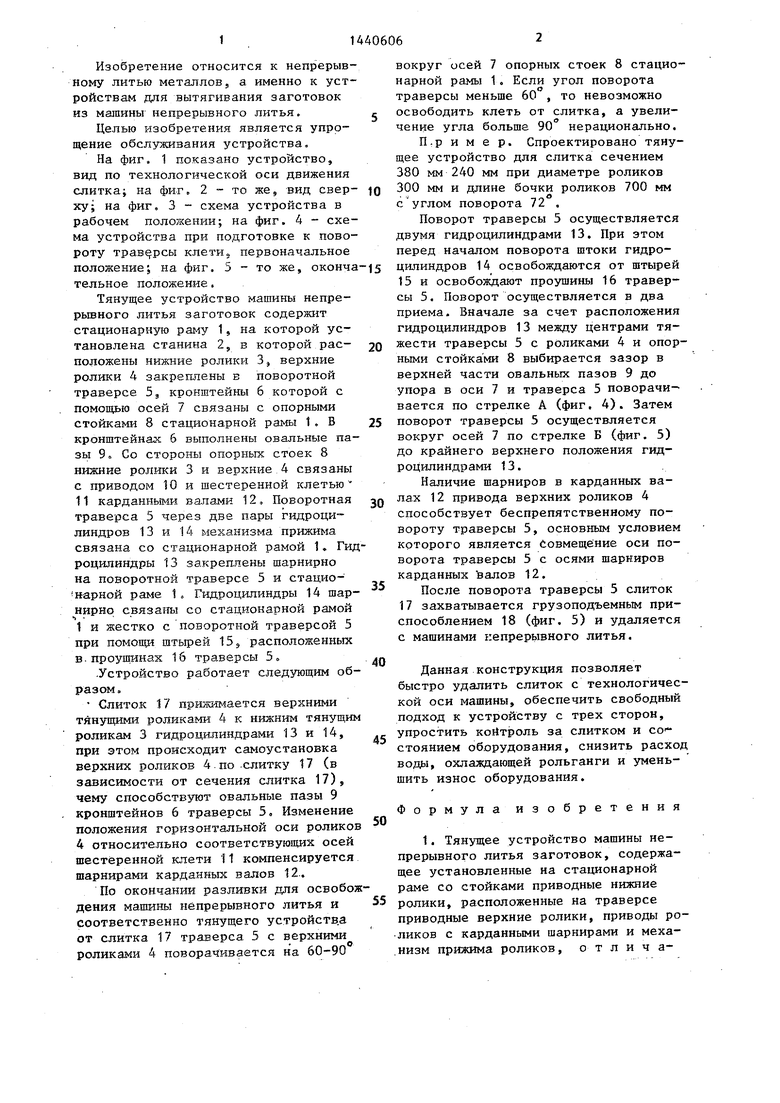
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство зоны вторичного охлаждения машины непрерывного литья заготовок | 1975 |
|
SU558751A1 |
| Машина непрерывного литья заготовок | 1978 |
|
SU710771A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ НЕПРЕРЫВНО-ЛИТОГО СЛИТКА | 1999 |
|
RU2156676C1 |
| Тянущее и направляющее устройство зоны вторичного охлаждения машины непрерывного литья заготовки | 1981 |
|
SU1018783A1 |
| ТЯНУЩЕЕ УСТРОЙСТВО | 1997 |
|
RU2134180C1 |
| ТЯНУЩЕЕ УСТРОЙСТВО УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ ГОРИЗОНТАЛЬНОГО ТИПА | 1978 |
|
SU825273A1 |
| ТЯНУЩЕЕ И НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1998 |
|
RU2166405C2 |
| УСТРОЙСТВО ДЛЯ ВЫТЯГИВАНИЯ СЛИТКОВ УСТАНОВКИ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ | 1999 |
|
RU2179495C2 |
| ЗАТРАВКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2424081C1 |
| Устройство для отделения затравки от слитка в машине непрерывного литья заготовок | 1980 |
|
SU910329A1 |
Изобретение относится к непрерывному литью металлов, конкретно к устройствам для вытягивания заготовок из машины. Целью изобретения является упрощение обслуживания устройства. Устройство содержит приводные верхние и нижние ролики, причем верхние ролики выполнены с возмож костью поворота в вертикальной гшос кости. 4 з.п. ф-лы, 5 ил.
f
ТЬ;
sVs
f
. VC4 NX VSX V4 X NNVO4 4 X X
%.«f
9 9
//
/
Фиг.д
Фсиз.
| Тянущее и направляющее устройство зоны вторичного охлаждения машины непрерывного литья заготовки | 1981 |
|
SU1018783A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
