1
Изобретение относится к металлургии, конкретнее к устройствам зоны вторичного охлаждения машин непрерывного литья заготовок вертикального типа.
Известно устройство зоны вторичного
охлаждения, содержащее последовательно расположенные раз.пвижкые к.аправляющье сё1щи.и со встроенными роликами, СОСТОЯЩЕГ; из рам, охватывающих отливаемый слиток по двум противоположным граням 11 . Для возможности: обслуживания роликов рамы раздвигаются с помощью гидроципиндров. В рабочем положении рамы сдвинуты и зафиксированы относительно технологической оси. При этом раствор рэликоз соответствует толщинр отливаемого слитка. Вслед за устройством зоны вторичного охлаждения располагается гянумея кпеть, которая осуществляет выгяглв.этс orл iвaevoI o на машине непрерывного литья слитка. Такое выполнение устройства зонь вторичного охлаждения обеспечивает хорощее напраЕччение отливаемого слйтка. прадотпращенио его раздутия и возможность удобного обслуживания pojii-iKos зксплуг таи 1а.
При всем этом устройство имеет существенный недостаток, заключающийся в том, что между последними направляющими ро.ликамй устройства п валками тянущей клети должен быть предусмотрен разрыв, который предназначен для компенсации параллельного смащеьия и перекоса полотна направляющих ролакоа и валков тянущей клети из-за неточностей взаикгной выверки. Указанный разрыв необходим для исключения резкого изгиба слигка и чрезмерной нагрузки на iiocaeuHiie направляющие ролики. Величина этого разрыва на существующих мащинах непрерывного литья заготовок достигает до и oaiee метров. Ввиду зтого сокращается технологическая длина вторичного охлаждения, и следовательно, скорость разливкк мащин151 непрерывного литья заготовок.
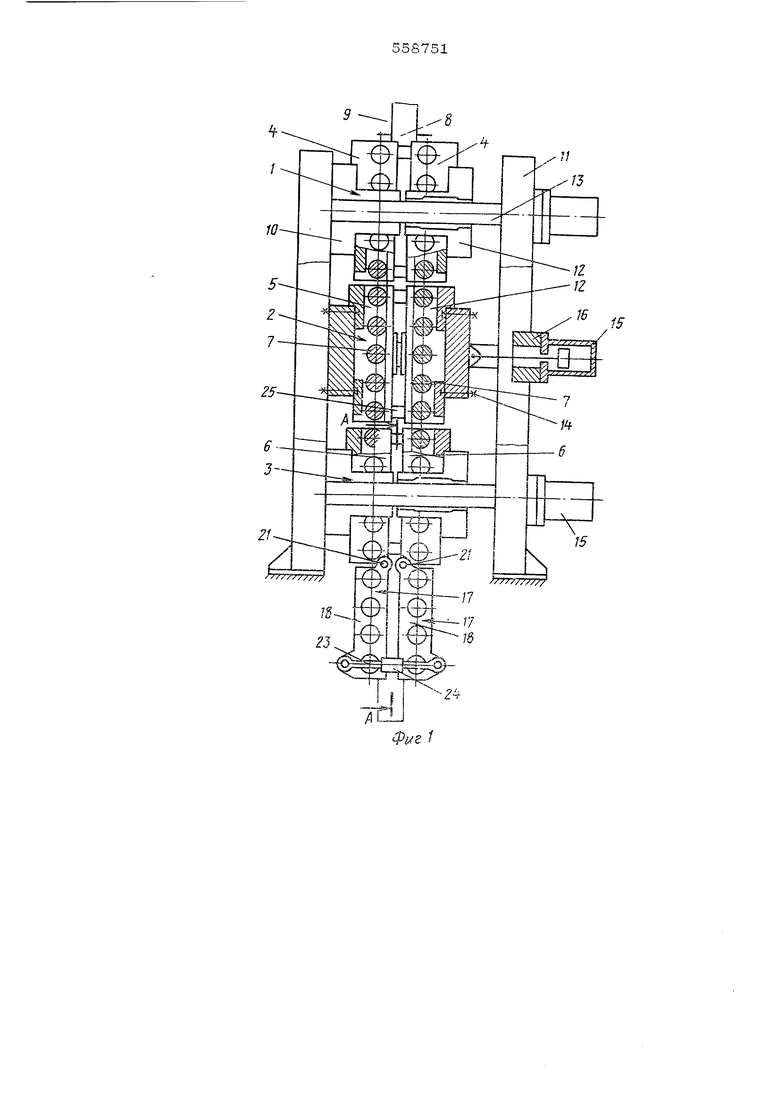
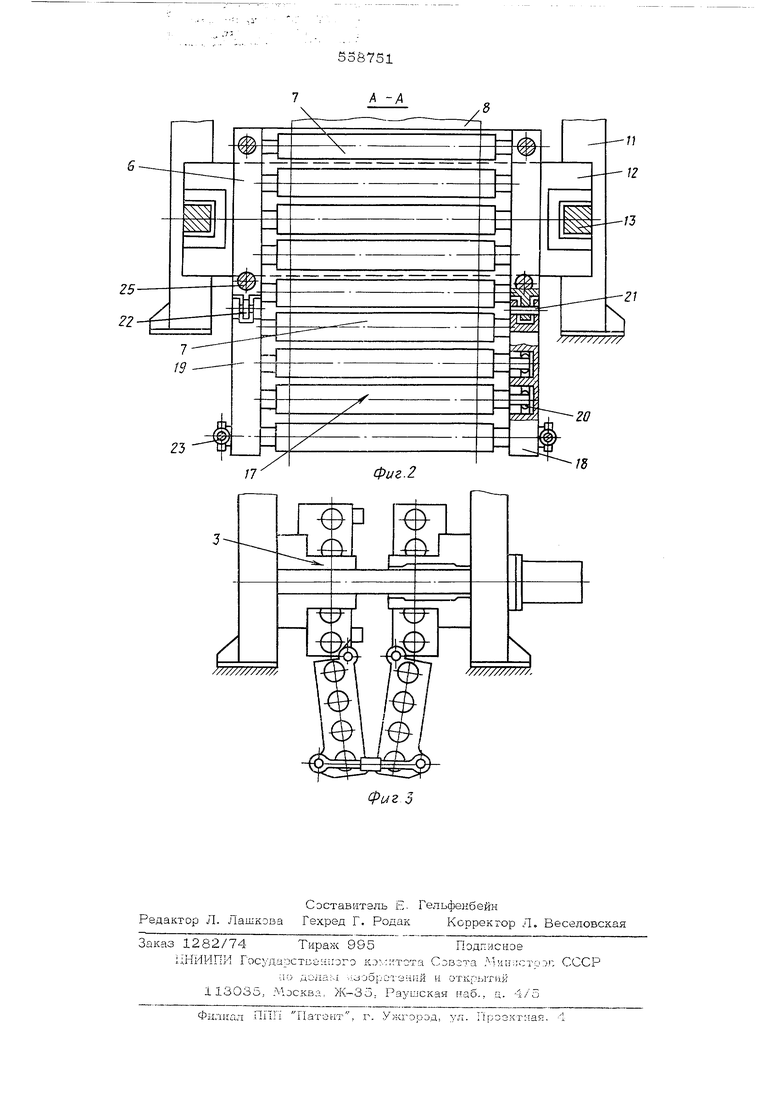
В описанном устройстве рамы конечной направляющей сешгии могут быть снабжены щарнирно-нодвесными частями L2j , выполненными в виде жестких плит, соединенкых в нижней части щарнирными тягами. Однако применение шарнирно-подвеснььх частей только частично устоаняет отмеченный не- 3 достаток, так как может компенсировать ЛИШЕ, параллельное смещение направляющих роликсв и валков тянущей клети, и не компекснрует их взаимный перекос. Цель изобретения - исключить разрыв между последними роликами зоны вторичного охлаждения и валками тянущей клети. Это достигается за счет того, что в пред устройстве рамы шарнирно.-подвзс:uvv -;асти гонечной секции выполнены из .тг.:..,:L. продольных балок, шарнирная под. с.а г.- горых выполнена независимой,с воз:.;;..41.10 -.ью их взаимного перекоса. Такое 3b.r,o.L.ieHiie устройства позволяет компенсиг.вауь как параллельное смещение,так и в.--амный перекос направляющих роликов и :зр.лков тянущей клети и за счет этого исклю чйть разрьш между последними роликами зоны вторичного охлавдения и валками тянущей к.гтети, удлинить зону вторичного охлаждения, и, как следствие, увеличить скорость раз-,.., На фиг. 1 изображено предлагаемое устоойство, общий вид: на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3- конечная секция в раздвинутом положении. Устройство зоны вторичного охлаждения представляет собой последовательно расположенные направляющие секции 1, 2 и конечную секцию 3, которые состоят из рам 4, -X 6с установленными в них рядами ролик j;, 7 (см. фиг. 1). Ролики охватывают отл«ваемый слил-ок 8 по противоположным гра::.м... С-.о гтороны базовой стенки кристаллг оачор 9 рамы с роликами устанавливаются на трааеис.лх Ю, составляющих одно .целое с каркасами 11. С противоположной стороны рамы с роликами устанавливаются на подвижных траверсах 12, базирующихся на направляющих 13 каркаса. Рамы к траверсам крепятся с помощью стяжек 14. Перемеш,ение подвижных траверс осуществляется от гидроцилиндров 15, смонтированных на перемычках 16 каркаса. Конечная секцйя 3 снабжена щарнирно-подвесными частями 17, каждая из которых состоит из отдельньпс балок 18, 19, в которых ролики 7 установлены на сферических подщипниках 20. Балки 18, 19 соединены с рамами 6 конечной секции 3 независимыми шарнирами 21, 22. Свободные концы противолежащих балок 18, 19 соединены между собой шарнирными регулируемыми тягами 23. Регулировка длин тяг производится, например с по5751 4 мошью стяжных гаек 24. Для ограничения раствора роликов служат упоры 25. В рабочем положении рамы с роликами сдвинут-ы на размер отливаемого слитка и зажаты гидроцилиндрами 15. В этом положении рамы 4, 5 секций 1, 2 и рамы 6 конечной секции 3 зафиксированы относительно технологической оси зоны вторичного охлаждения мащины непрерывного литья усилиями гидроцилиндров 15. При обслуживании и устройства зоны вторичного охлажде направляющие секции раздвигаются с помощью гидроцилиндров. Выполнение щарнирно-подвесной части 17 в виде остальных алок 18, 19 с соединением независимыми шарнирами 21, 22 обеспечивает взаимный перекос балок 18, 19, самоусгановку пос роликов устройства по слитку и, слеДовагельно, полную компенсацию кахпараллель ° ° смещения, так и перекоса полотна Расположенной ниже тянушей клети (на чертеже не показана). образом, предлагаемое устройство исключает разрыв между последними ролика и зоны вторичного охлаждения и валками тянущей клети и, следовательно, увелкчива технологическую длину сторичного охла - скорость разливки, Формула изобретения Устройство зоны вторичного охлаждения машины непрерывного литья заготовок вертикального типа, содержащее последователь«° расположенные раздвижные направляющие ° встроенными роликами, сос-шяише из охватывающих отливаемый по .uii . -.-.. прогивоположн-тм граням рам, ко.нс«-. ные секции снабжены шарнирно-подвеснымй частями, отличающееся тем, целью исключения разрыва между последними роликами зоны вторичного охлаж« ««« « валками тянущей клети, рамы шарнирно-подвесной части конечной секции выполноны из отдельных продольных балок, шар««Р« « подвеска которых выполнена независи ° возможностью взаимного перекоса. Источники информации, принятые ао внкмание при экспертизе. 1. .Авторское свидетельство СССР № В-550, М.Кл. В 22 D 11/124, 1965. 2. Авторское свидетельство СССР №276334, М.Кл. В 22 D 11/124, 1967.
;/
/5
(pi.z1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| ПРИВОДНОЕ ТЯНУЩЕЕ И НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ СЛИТКА | 1972 |
|
SU423559A1 |
| Тянущее и направляющее устройство зоны вторичного охлаждения машины непрерывного литья заготовки | 1981 |
|
SU1018783A1 |
| ТЯНУЩЕЕ И НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1998 |
|
RU2166405C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
| Направляющее устройство зоны вторичного охлаждения машины непрерывного литья | 1986 |
|
SU1400772A1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОГО ОХЛАЖДЕНИЯ СЛИТКА | 1972 |
|
SU423560A1 |
| ТЯНУЩЕЕ УСТРОЙСТВО УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ ГОРИЗОНТАЛЬНОГО ТИПА | 1978 |
|
SU825273A1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2002 |
|
RU2226138C2 |