1
Изобретение относится к металлургии а именно к конструкции . клетей машин непрерывного лигья.
Известна машина непрерывного лигья, содержащая тянуше-вращающуюся клегь с установленными в кассетах по периметру слигка приводными цилиндрическими роликами, парные оси вращения которых расположены в плоскостях, параллельных оск слитка, и скрещиваются с этой осью под острым у.глом 11 .
Недостатком известной клети является то, что каждый тянущий ролик оставляет отдельную узкую винтовую вмятяну на поверхности слитка, а увеличение плошадн контакта за счет глубины внедрения тянущих роликов в слиток приводит к возникновению опасных растягивающих напряжений в осевой зоне слитка и искажению формы его поперючного сечения.
Кроме того, в известной клети не предусмотрено регулирование угла скрещивания между осями тянущего ролика и слитка, которое позволяет менять соотношение между скоростями вытягивания и вращения слитка при неподвижной станине
клети.
Цель изобретения - улучщение качества слитка и снижение растягивающих напряжений в его осевой зоне, а также обеспечение регулировки соотношения между скоростями вытягивания и вращения слитка.
Указанная цель достигается тем, что рабочая поверхность роликов выполнена по форме однополостного гиперболоида или приближающейся к ней глобоидной форме, а кассеты тянущих роликов снабжены устройством поворота их осей относительно оси слитка.
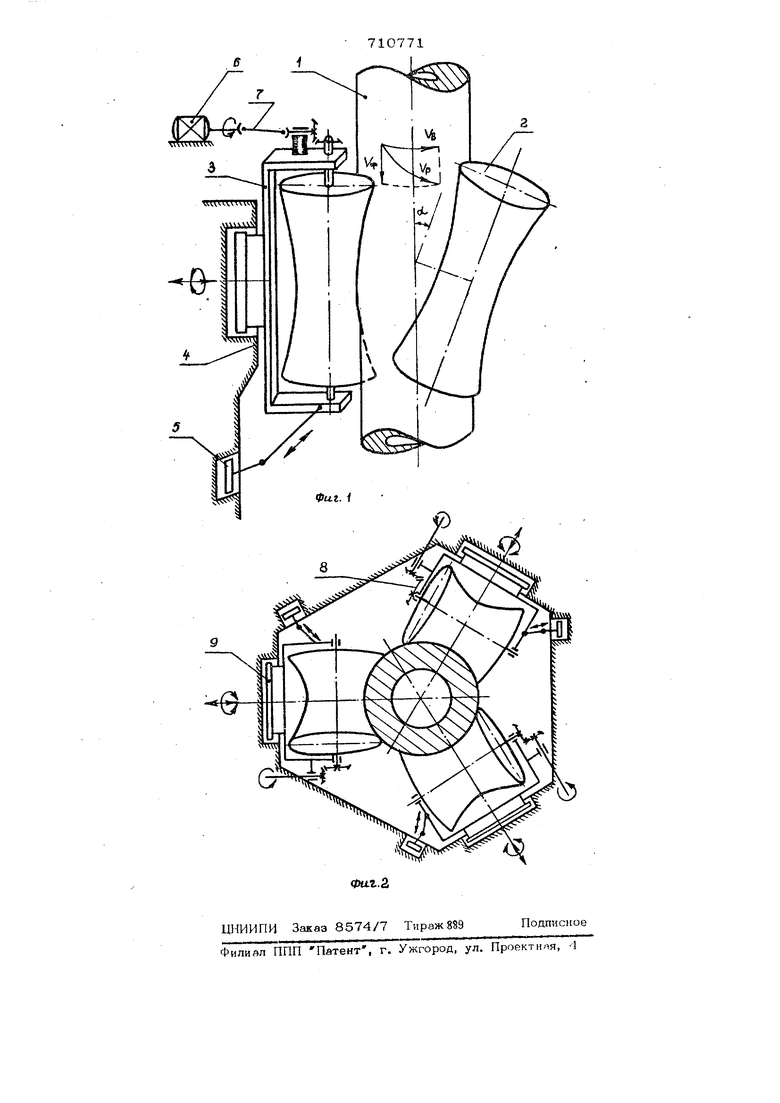
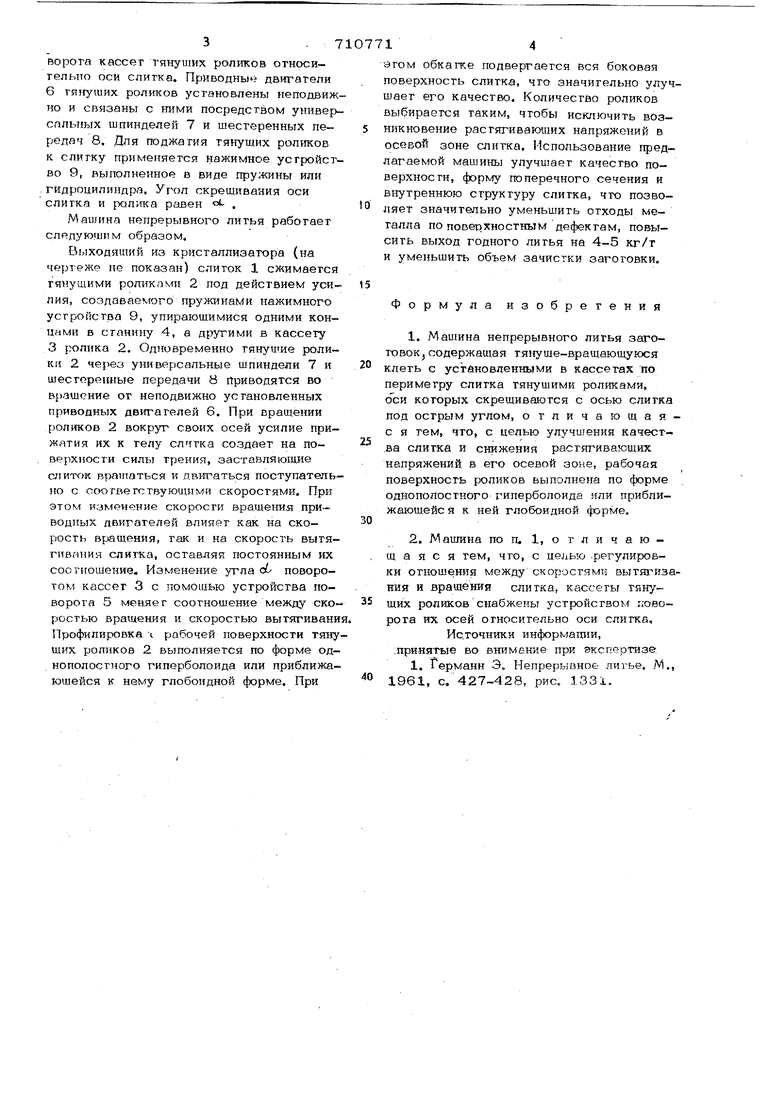
На 4иг. 1 схематически изображена предлагаемая машина, вид спереди; на фиг. 2 - то же, вид в плане.
Машина непрерывного литья заготовок с винтовым движением отливаемого слитка 1 содержит тянущие ролики 2 в кассетах 3, установленных в неподвижной станине 4 и снабженных устройством 5 по7ворота кассет тянущих роликов относительно оси слитка. Приводные двигатели 6 тянущих роликов установлены неподвиж но и связаны с ними посредством универсальных шпинделей 7 и шестеренных передач 8. Для поджатия тянущих роликов к слитку применяется нажимное устройство 9, выполненное в виде пру;-кины или гидроцилиндра. Угол скрещивания оси слитка и ролика равен , Машина непрерывного литья работает следующим образом. Выходящий из кристаллизатора (на чертеже пе показан) слиток 1 сжимается тянущими роликами 2 под действием усилия, создаваемого пружинами нажимного устройства 9, упирающимися одними концами в станину 4, а другими в кассету 3 ролика 2. Одтювременно тянущие ролики 2 через универсальные щпиндели 7 и шестеренные передачи 8 приводятся во вргэшение от неподвижно установленных приводных двигателей 6. При вращении роликов 2 вокруг своих осей усилие прижатия их к телу слчтка создает на поверхности силы трения, заставляющие слиток врячтаться и двигаться поступатель но с соответствующими скоростями. При этом изменение скорости вращения приводных двигателей влияет как на скорость врдащения, так и на скорость вытягивпиия слитка, оставляя постоянным их сосгнощение. Изменение угла с6 поворотом кассет 3 с помощью устройства поворота 5 меняет соотношение между ско ростью вращения и скоростью вытягивани Профилировка ч рабочей поверхности тяну щих роликов 2 выполняется по форме од- нополостного гиперболоида или приближающейся к нему глобоидной форме. При 14 -этом обкатке подвергается вся боковая поверхность слитка, что значительно улучшает его качество. Количество роликов выбирается таким, чтобы исключить возникновение растягивающих напряжений в осевой зоне слитка. Использование предлагаемой машины улучшает качество до- верхности, форму поперечного сечения и внутреннюю структуру слитка, что позволяет значительно уменьшить отходы металла по поверхностным дефектам, повысить выход годного литья на 4-5 кг/т и уменьшить объем зачистки заготовки. Формула изобретения 1. Машина непрерывного литья загоTOBOKj содержащая тянуще-вращающуюся клеть с устйновленными в кассетах по периметру слитка тянущими роликами, сГси которых скрещиваются с осью слитка под острым углом, отличающаяс я тем, что, с целью улучшения качест.ва слитка и снижения растягивающих напряжений в его осевой зоне, рабочая поверхность роликов выполнена по форме . однополостного гиперболоида или прибли- жающейс я к ней глобоидной форме. 2. Машина по п. 1, о т л и ч а ю щ а я с я тем, что, с целью .регулировки отношения между скоростями вытщ-изания и вращения слитка, кассеты тянущих роликов снабжены устройством г;оворота их осей относительно оси слитка, Иаточники информации, :принятые во внимание при зкспертизе. 1. Германн Э. Непрерывное лигье. М., 1961, с, 427-428, рис. 3.331.
| название | год | авторы | номер документа |
|---|---|---|---|
| Тянущее устройство машины непрерывного литья заготовок | 1986 |
|
SU1440606A1 |
| ТЯНУЩЕЕ УСТРОЙСТВО УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ ГОРИЗОНТАЛЬНОГО ТИПА | 1978 |
|
SU825273A1 |
| Способ исследования деформации непрерывно-литого слитка | 1983 |
|
SU1168318A1 |
| Устройство для вытягивания слитковНА МНОгОРучьЕВОй МАшиНЕ НЕпРЕРыВНОгОлиТья | 1979 |
|
SU850287A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| Способ непрерывного литья металлов и машина для его осуществления | 1990 |
|
SU1792796A1 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427443C2 |
| Гидравлическая тянущая клеть многоручьевой горизонтальной машины непрерывного литья чугуна | 1987 |
|
SU1412884A1 |
| Способ управления качанием кристаллизатора машины непрерывного литья заготовок | 1982 |
|
SU1097441A1 |
| Способ непрерывного литья металлов | 1984 |
|
SU1134287A1 |