ю
О5 00
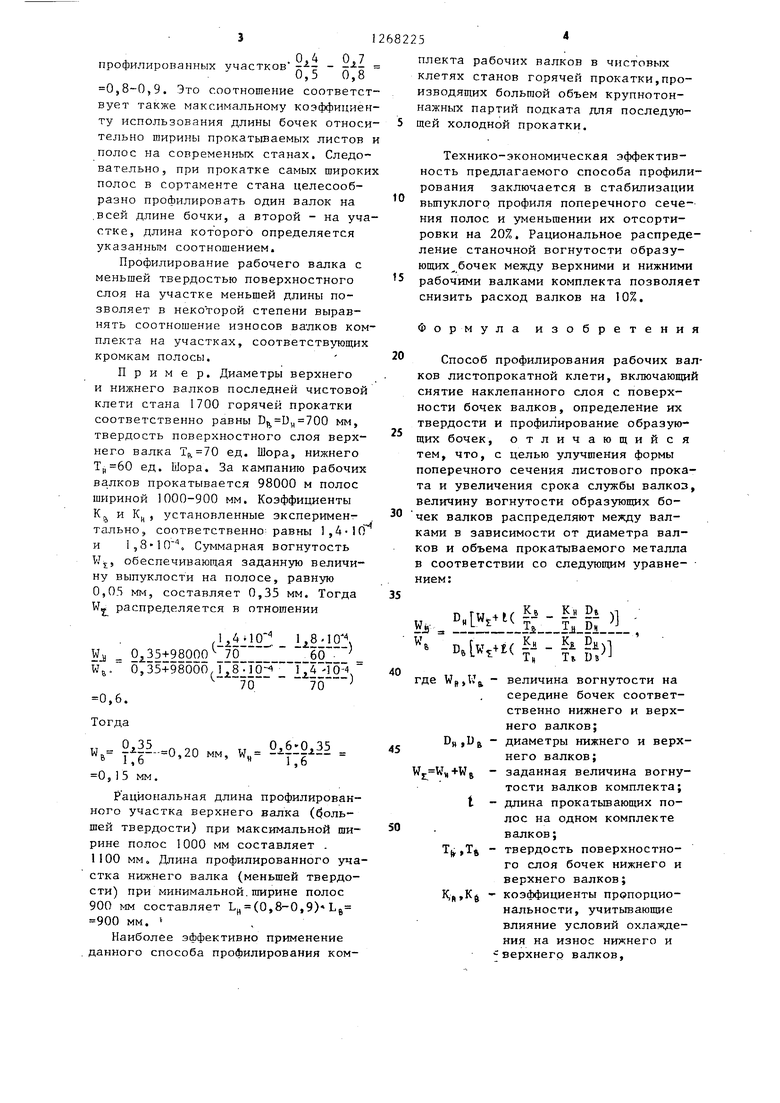
ю ю ел Изобретение относится к прокат-ному производствуj а именно к профилированию рабочих валков 5 преимущественно, чистовых клетей листовых и широкополосных станов. Целью изобретения является улучшение формы поперечного сечения листового проката и увеличение срока спужбы валков, . На фиг. показана суммарная для бочек верхнего и нижнего рабочих вал ков комплекта тепловая выпуклость (кривая 1), суммарный прогиб валков (кривая 2), заданный профиль поперечного сечения полосы шириной В (кривая 3) и форма суммарной образующей поверхности бочек (кривая 4), обеспечивающая, без учета неравномерного упругого сплющивания валков под полосой (при горячей прокатке им можно пренебречь),.получение заданного профиля полосы на фиг. 2 комплект рабочих валков диаметром Dft и D , длиной бочек L, рабочая по верхность которых на участках длино Lg и L профилирована на вогнутость величина которой Wg, и WH (на диамет Суммарная образующая бочек рабочих валков комплекта (кривая 4, фиг. 1) является сложной кривой, ко торая в данном случае аппроксимирована двумя простыми кривыми параЪолического или гиперболического ви да, по которым выполняют образующие профиля верхнего и нижнего валков комплекта. Способ профилирования комплекта рабочих валков состоит в распределе нии максимальной вогнутости на сере дине бочек валков в зависимости от твердости их поверхностного слоя, условий охлаждения, отнощения диаметров и объема заданного на прокат ку металла таким образом, что наряду с обеспечением получения попереч ного сечения полосы заданной формы (кривая 3) к концу работы комплекта валков сохраняется постоянное от ношение диаметров валков. Из этого условия получена формула для расчета распределения максимальных вогнутостей на середине бочек валков. „ D ( - f-a-) W« Тц Dji J Djw,U( Ь - Ь5-) Т Где W ,Wj, - величина погнутости на середине бочек соответственно нижнего и верхнего валков; Оц ,Dj - диаметрь нижнего и верхнего валков; W - заданная величина вогнутости валков комплекта; В - длина прокатываемых полос на одном комплекте валков; T,Tg - твердость поверхностного слоя бочек нижнего и верхнего валков; Кц,Кр, - коэффиниенты пропорциональности, учитывающие влияние условий охлаждения на износ нижнего и верхнего валков. Величина максимальной суммарной вогнутости для обоих валков комплекта Wj. определяется по известным методикам с учетом заданной выпykлocти поперечного профиля полосы тепловой выпуклости и изгиба валков. Максимальные вогнутости верхнего и нижнего валков комплекта соответственно равны j tj- v г. 14-п Рациональное соотно0 ение длин профилированных участков бочек валков комплекта 0,80-0,9,0, Эти пределы выбраны исходя из построения результирующей образующей двух валков комплекта (кривая 4, фиг„ 1) для узких полос и листов в сортаменте станов, характеризующихся отношением ширины полос и длине бочек валков, равным 0,4-0,7. В этом случае с учетом колебаний ширины листов и полос и перемещением их вдоль бочки валков наиболеа экономичным по увеличению срока службы валков за счет уменьшения глубины вреза в бочку валка (кривая 3) является профилирование среднего участка бочек длиной 0,5-0,8 всей длины бочки. Максимальное приближение аппроксимирующей кривой к действительной форме результирующей образующей достигается в том случае, когда длина меньшего профилированного участка на втором валке комплекта равна ширине полосы„ Отсюда соотношение длин л. 0.4 0,7 профилированных участков - ,5 О J о 0,8-0,9. Это соотношение соответс вует также максимальному коэффицие ту использования длины бочек относ тельно ширины прокатываемых листов полос на современных станах. Следо вательно, при прокатке самых широк полос в сортаменте стана целесообразно профилировать один валок на .всей длине бочки, а второй - на уч стке, длина которого определяется указанным соотношением. Профилирование рабочего валка с меньшей твердостью поверхностного слоя на участке меньшей длины позволяет в некоторой степени выравнять соотношение износов валков ком плекта на участках, соответствующих кромкам полосы. Пример. Диаметры верхнего и нижнего валков последней чистовой клети стана 1700 горячей прокатки соответственно равны мм, твердость поверхностного слоя верхнего валка Тр. 70 ед. Шора, нижнего ед. Шора. За кампанию рабочих валков прокатывается 98000 м полос шириной 1000-900 мм. Коэффициенты К и К, установленные экспериментально, соответственно- равны 1,4-10 и 1,, Суммарная вогнутость Wj, обеспечивающая заданную величину выпуклости на полосе, равную 0,05 мм, составляет 0,35 мм. Тогда W распределяется в отношении ii8II Ол35+98дод 7д eg , о,35+98000,Т,8 Тд2;Г j 24То 4 70 70 W 2л35..о 20 IT 0,60,35 мм, W« WB и,/и 0,15 мм. Рациональная длина профилированного участка верхнего валка (ольшей твердости) при максимальной ширине полос 1000 мм составляет . 1100 мм. Длина профилированного уча стка нижнего валка (меньшей твердости) при минимальной.ширине полос 900 мм составляет Lj, (0,8-0,9) L j 900 мм. Наиболее эффективно применение данного способа профилирования ком5плекта рабочих валков в чистовых клетях станов горячей прокатки,производящих большой объем крупнотоннажных партий подката для последующей холодной прокатки. Технико-экономическая эффективность предлагаемого способа профилирования заключается в стабилизации вьшуклого профиля поперечного сечения полос и уменьшении их отсортировки на 20%. Рациональное распределение станочной вогнутости образующих бочек между верхними и нижними рабочими валками комплекта позволяет снизить расход валков на 10%. Формула изобретения Способ профилирования рабочих валков листопрокатной клети, включающий снятие наклепанного слоя с поверхности бочек валков, определение их твердости и профилирование образующих бочек, отличающийся тем, что, с целью улучшения формы поперечного сечения листового проката и увеличения срока службы валкоз, величину вогнутости образующих бочек валков распределяют между валками в зависимости от диаметра валков и объема прокатываемого металла в соответствии со следующим уравне- нием: n rti J./ ,4l( ------ ) UT .( Ь - KI РЛ) ,{. Т„ Т. где W|,,lv - величина вогнутости на середине бочек соответственно нижнего и верхнего валков; - диаметры нижнего и верхнего валков; +Wj - заданная величина вогнутости валков комплекта; t - длина прокатьшающих полос на одном комплекте валков; Т|,Тб - твердость поверхностного слоя бочек нижнего и верхнего валков; K;,Kg - коэффициенты пропорциональности, учитьшаюшке влияние условий охлаждения на износ нижнего и верхнего валков.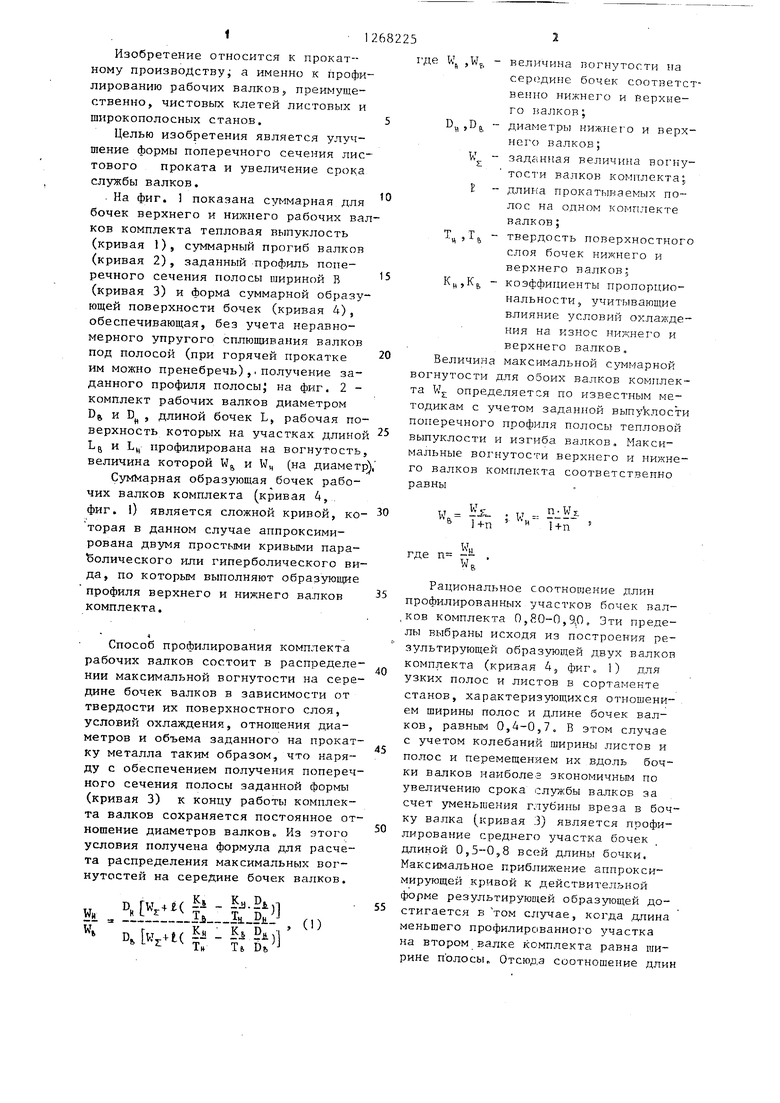
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплект рабочих валков чистовой клети полосового стана и способ прокатки полос в рабочих валках чистовой клети полосового стана | 1988 |
|
SU1597242A1 |
| Рабочий валок листопрокатного стана | 1983 |
|
SU1135507A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ВАЛКОВ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ КВАРТО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2006 |
|
RU2319560C1 |
| Комплект рабочих валков | 1987 |
|
SU1503912A1 |
| Рабочий валок клети кварто широкополосного стана горячей прокатки,комплект рабочих валков клети кварто широкополосного стана горячей прокатки и способ калибровки комплектов рабочих валков клетей кварто чистовой группы широкополосных станов горячей прокатки | 1985 |
|
SU1424889A1 |
| Валковый узел клети кварто | 1983 |
|
SU1138199A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ОПОРНЫХ ВАЛКОВ СИСТЕМЫ КВАРТО | 2002 |
|
RU2222393C1 |
| Комплекты рабочих валков чистовой группы листового стана кварто и способ подготовки и эксплуатации комплектов рабочих валков чистовой группы листового стана кварто в течение кампании | 1989 |
|
SU1678473A1 |
| ИНСТРУМЕНТ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2009 |
|
RU2397034C1 |
Изобретение относится к прокатному производству, к профилированию рабочих валков чистовых клетей листовых станов. Целью изобретения является улучшение формы поперечного сечения листового проката и увеличение срока службы валков. Способ состоит в том, что величину вогнутости образующих бочек валков распределяют между валками в зависимости от диаметра валков и объема прокатываемого металла, причем вогнутость образующей валка с меньшей твердостью выполняют на участке 0,8-0,9 длины профилированного участка боч(Л ки -вллка с большей твердостью. 2 ил.
| Третьяков А.В | |||
| и,др | |||
| Расчет и исследование прокатных валков | |||
| Мч: Металлургия, 1976, с | |||
| Ножевой прибор к валичной кардочесальной машине | 1923 |
|
SU256A1 |
| Рабочий валок листопрокатного стана | 1983 |
|
SU1135507A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
