Изобретение относится к листопрокатному производству и может быть использовано на широкополосных станах горячей прокатки (ШСПГ) при профилировании рабочих валков.
Цель изобретения - повышение качества проката.
Согласно способу профилирования рабочих валков клетей чистовой группы широкополосного стана рабочим валкам, устанавливаемым в начале кампании опорных, придают исходную вогнутую форму или выпуклую форму профиля образующей, исходя из формы опорных валков. В дальнейшем величину шлифовочного профиля
вновь устанавливаемых валков изменяют в течение кампании опорных валков в сторону уменьшения вогнутости (увеличения выпуклости).
В соответствии с предлагаемым способом профиль рабочих валков изменяют более интенсивно в начале кампании опорных валков, чем в ее конце. При этом приращение величины шлифовочного профиля рабочих валков по сравнению с рабочими валками, установленными в начале кампании опорных, определяют по зависимости
ДО ADr(G/G.)m.
где Л D - разница между текущей величиной шлифовочного профиля рабочих валко и
о ел со со VJ
00
величиной в начале кампании опорных валков, мм;
ДОг- суммарное изменение шлифовочного профиля рабочих валков за кампанию опорных, мм;
G - объем полос, прокатанных от начала кампании опорных валков, т:
GJ-- суммарный объем полос, прокатываемых за кампанию опорных валков, т;
m - показатель степени (0,,8)
При профилировании могут применяться любые известные типы профилировок, например параболические.
Сущность изобретения заключается в выборе профилировки рабочих валков с уче- том износа опорных валков, который оценивается по объему прокатанных полос. Кроме того, последний может быть охарактеризован не только весом полос, прокатанных от начала кампании опорных валков, но и их длиной.
Нелинейный характер указанной зависимости объясняется неодинаковой интенсивностью износа опорных валков в течение их кампании. Степенную зависи- мость получают на основе обработки статических экспериментальных данных о количестве выкрошек на поверхности бочки опорных валков и изменении поперечной разнотолщинности прокатываемых полос.
Установлено, что показатель степени находится в интервале
0,2 m 0,8.
Профилирование рабочих валков с уменьшением шлифовочного профиля по указанной зависимости при .2 вызывает рассогласование их профиля с профилем опорных, следствием чего является износ валков, снижение их стойкости и ухудшение качества проката.
Значения ,8 также приводят к снижению качества полос, прокатанных за пер- вую половину кампании опорных валков в результате недостаточной компенсации износа опорных валков изменением профиля рабочих.При ,8 профиль рабочих валков будет изменяться практически равномерно, что не соответствует фактической интенсив
ности износа опорных валков, которые в
.
начапьный период своей кампании изнаши ваются более интенсивно.
Величину ДО суммарного изменения
шлифовочного профиля целесообразно устанавливать в средних клетях чистовой группы в раз больше, чем в первой и последней клетя.
Для станов с длиной бочки 1700 мм оптимальное соотношение суммарного изменения профиля рабочих валков в f ррдних и
.
20
5
0
, 30
50
55
крайних клетях находится в диапазоне 2-6, а для станов с длиной бочки 2000 мм - в диапазоне 4-8.
Исходя из указанного условия, величина уменьшения суммарного изменения профиля рабочих валков от средних клетей к началу и концу чистовой группы, между двумя соседними клетями должна находиться в пределах 1,2-3.6 раза.
Пример. В условиях ШСГП 2000 Н Л МК проведены эксперименты, в ходе которых шлифовочный профиль рабочих валков за кампанию опорных изменяется по указанной зависимости, данные которых сравниваются с данными, полученными при осуществлении профилирования известным способом,
Результаты приведены в табл 1 и 2. Замеры геометрических параметров полос производятся в каждом случае в течение одной кампании опорных валков за которую прокатывают около 120 тыс т металла при объема проката, определяющем кампанию рабочего валка, около 5 тыс т
Значение показателя степени в каждом примере принято одинаковым для всех клетей чистовой группы.
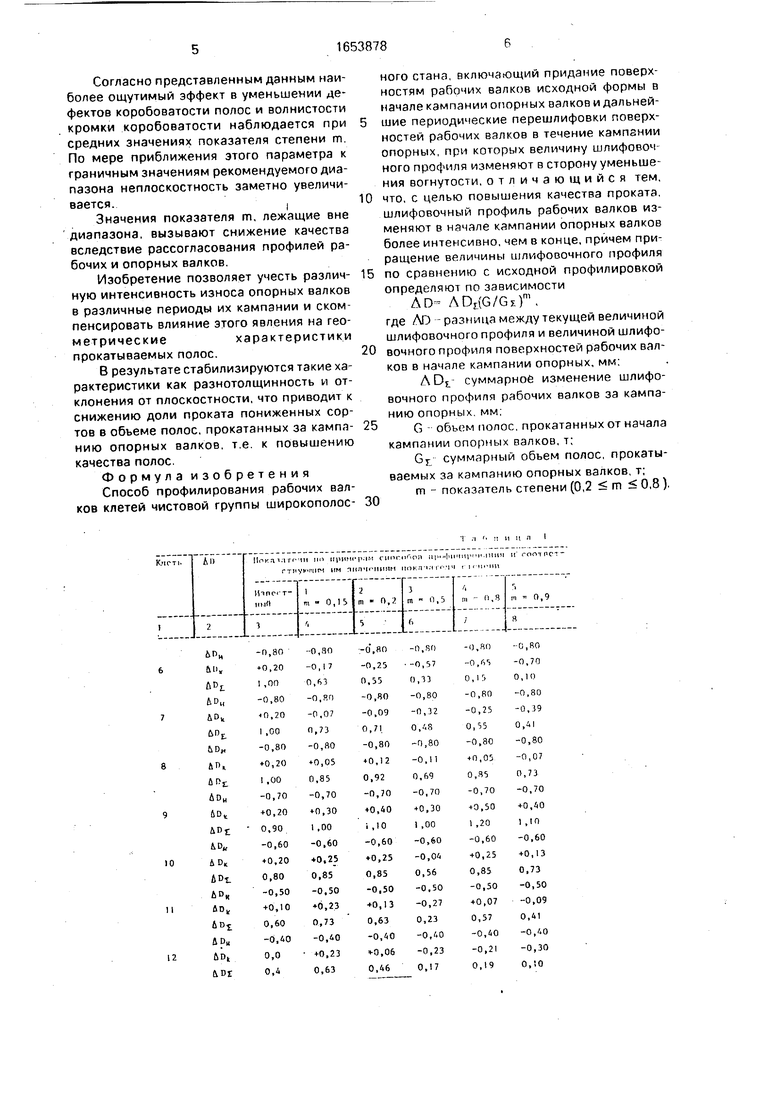
В табл 1 указаны пределы изменения величины шлифовочного профиля (на диаметр валка) по клетям для известного и предлагаемого способов и достигнутые при этом показатели неплоскостности полос. Наибольшее изменение шлифовочного профиля принято в клети 9 для которой характерен наибольший износ опорного валка.
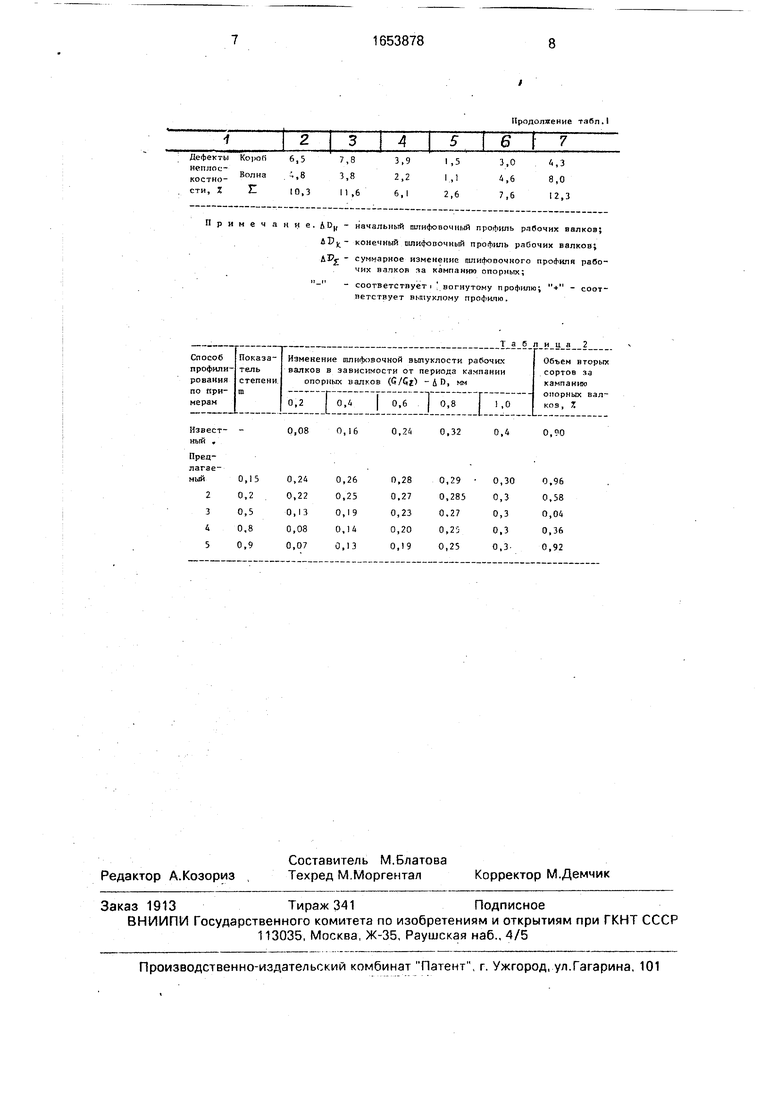
В табл 2 на примере клети 12 показано изменение шлифовочного профиля рабочих валков в течение кампании опорных при Д Ц.,3 мм. Для условий примера 1 (табл.2) при G 24 тыс т. GЈ- 120 тыс.т (,2) и т-0,15 в соответствии с зависимостью получают
.3(24/120)015 0,24 мм.
Аналогичным образом определяется во всех примерах приращение шлифовочного профиля для рабочих валков всех клетей чистовой группы, соответствующее текущему объему полос G. прокатанных от начала кампании опорных валков.
Исходя из начального значения шлифовочного профиля и приращения, определяют абсолютное значение шлифовочного профиля и осуществляют профилирование рабочих валков, после чего их устанавливают в клети. По мере износа опорных валков шлифовочную вогнутость профиля образующей рабочих уменьшают, в частности, она согласно табл.1, может переходить в выпуклость.
Согласно представленным данным наиболее ощутимый эффект в уменьшении дефектов коробоватости полос и волнистости кромки коробоватости наблюдается при средних значениях показателя степени m По мере приближения этого параметра к граничным значениям рекомендуемого диапазона неплоскостность заметно увеличивается.
Значения показателя т, лежащие вне диапазона, вызывают снижение качества вследствие рассогласования профилей рабочих и опорных валков.
Изобретение позволяет учесть различ ную интенсивность износа опорных валков в различные периоды их кампании и ском пенсировать влияние этого явления на геометрическиехарактеристикипрокатываемых полос.
В результате стабилизируются такие характеристики как разнотолщинность и отклонения от плоскостности,что приводит к снижению доли проката пониженных сортов в объеме полос, прокатанных за кампа- нию опорных валков, те к повышению качества полос
Формула изобретения
Способ профилирования рабочих вал ков клетей чистовой группы широкополое-
ного стана включающий придание поверх ногтям рабочих валков исходной формы в начале кампании опорных валков и дальнейшие периодические перешлифовки поверхностей рабочих валков в течение кампании опорных при которых величину шлифовоч ного профиля изменяют н сторону уменыие ния вогнутости, отличающийся тем. что, с целью повышения качества проката шлифовочный профиль рабочих валков изменяют в начале кампании опорных валков более интенсивно, чем в конце, причем приращение величины шлифовочного профиля по сравнению с исходной профилировкой определяют по зависимости
AD /NDjfG/Gf Г
где Л1 разница между текущей величиной шлифовочного профиля и величиной шлифовочного профиля поверхностей рабочих валков в начало кампании опорных, мм
Л Dt суммарное изменение шлифовочного профиля рабочих валков за кампанию опорных мм.
G объем полос прокатанных от начала кампании опорных палкой, т;
GJ- суммарный обьем полос, прокатываемых за кампанию опорных валков т;
т- показатель степени (0,2 т 0.8 ).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ профилирования рабочих валков чистовой группы клетей широкополосного стана | 1988 |
|
SU1537339A1 |
| Способ горячей прокатки в чистовой группе широкополосного стана | 1987 |
|
SU1519798A1 |
| Способ профилирования прокатных валков | 1986 |
|
SU1442287A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ВАЛКОВ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ КВАРТО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2006 |
|
RU2319560C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
| Валковый комплект кварто | 1988 |
|
SU1516155A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ОПОРНЫХ ВАЛКОВ СИСТЕМЫ КВАРТО | 2002 |
|
RU2222393C1 |
| Способ горячей прокатки на широкополосном стане | 1989 |
|
SU1713695A1 |
| Способ горячей прокатки на широкополосном стане | 1987 |
|
SU1614872A1 |
| СПОСОБ УНИВЕРСАЛЬНОЙ ПРОФИЛИРОВКИ ВАЛКОВ ЛИСТОВЫХ СТАНОВ | 2006 |
|
RU2302306C1 |
Изобретение относится к листопрокатному производству и может быть использовано на широкополосных станах горячей прокатки (ШСГП) при профилировании рабочих вэлков. Цель изобретения повышение качества проката Способ профилирования рабочих валков клетей чистовой группы ШСГП заключается в изменении в течение- кампании опорных валков величины шлифовочного профиля рабочих валков в сторону уменьшения вогнутости. Согласно изобре тению в начале кампании опорных валков шлифовочный профиль рабочих изменяют более интенсипно, чем в конце. Приращение величины профиля по сравнению с профилем рабочих валков, устанавливаемых в клети в начале кампании опорных определяют по степенной зависимости с показате л ем степени 0 2 0,8. исходя из соотношения обьема полос, прокатанного с начала кампании опорных валкой и оЬьема, прокатывле мого за всю кампанию Это позволяет учесть различную интенсивность износа опорных валков в разные периоды их кампании и уменьшить в результате разнотол- щинность и неплоскостность прокатанных полос. 2 табл. (Л С
&П„
Apt
&L,
&nk
&nt
UDH ft,
unt
UDH UD, 4DC &)„ Л DK 4Dt
UD, до, fint
up unk
ЛИГ
-0,8(1
0,20
I ,00
-0,80
«0,70
I ,00
-0,80
+ 0,70
,00
-0,70
+ 0,20
0,90
-0,60
«0,20
0,80
-0,50
+ 0,10
0,60
-0,40
0,0
0,4
0, i l
-0,1 0,- -0,° 1 -0,0 0.7 -0,81
«o,c5
0,8е;
-0,70
+ 0,30
I ,00
-0,60
0,25
0,85
-0,50
+0,23
0,73
-0,40
+0.3
0,61
-II ,0 0,57 0,11 -0,80 0 , I О, Л -0,40 -0,11 0,64
-о, in
«0,30
I ,00
-0,60
-0,0.
0,56
-0,50
-0,27
0,23
-0,40
-0,23
0,17
-П ,HO -0,25 ОЛ5 -О.ЯО
«o.o:
0,45
-0,70
«0.50
1 ,20
-0,
+ 0,25
0,85
-0,50
+ 0,07
0,57
-0,40
-0,21
0,19
г, ,чг, -0, 7 I 0,1 -r.rt ) - i, i9 0,ч -0,40 - i,C7 0,7J -0,70 + 0,40 1,10 -0,60 +0,13 0,73 -0,50 -0,09 0,41 -0,40 -0,30 0,10
римечание.AUH- начальный шлифовочный профиль рябочих валков; конечный шлифовочный проЛиль рабочих валков;
Al суммарное изменение шлифовочного профиля рабочих напков та кампанию опорных;
- - соответстпует . вогнутому профилю; + - соответствует тшуклому профилю.
Продолжение табл.)
1 а б л и ц а
| Валковые узлы непрерывного прокатного стана | 1984 |
|
SU1174111A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ профилирования прокатных валков | 1986 |
|
SU1442287A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
