Изобретение относится к обработке металлов давлением, в частности к штампам для обработки листового материала,.
Цель изобретения - упрощение процесса переналадки штампа.
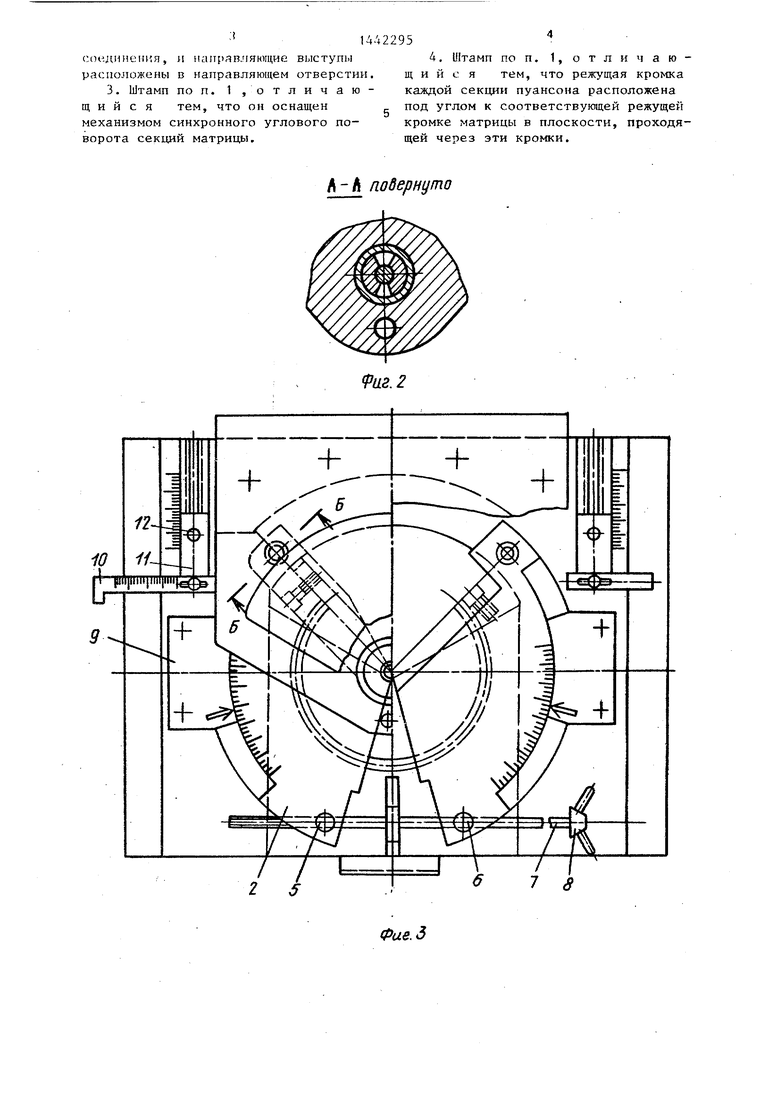
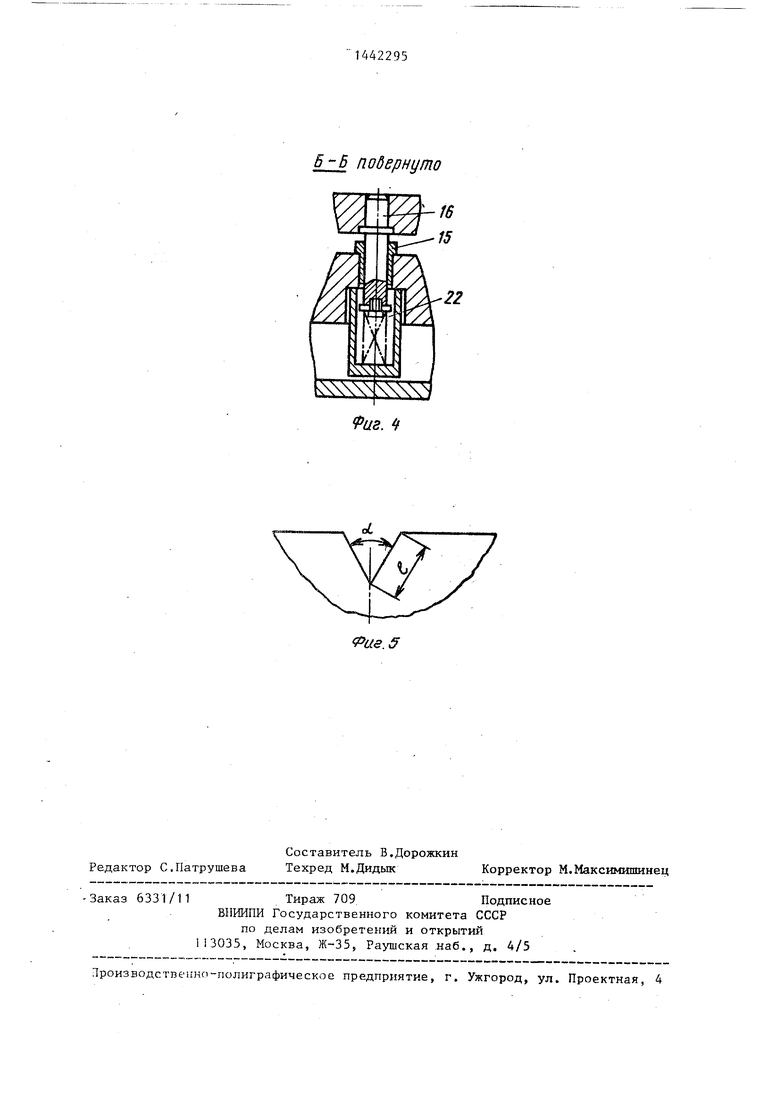
На фиг, 1 показан штамп, общий вид в разрезе на фиг,2 -сечение А-А на фиг, 1; на фиг, 3 - штамп, вид в плане; на фиг, 4 - сечение Б-Б на фиг, 3; на фиг, 5 - часть детали с получаемым пазом.
Штамп содержит плиту 1, на которой установлена матрица, вьшолненная из двух поворотных секций 2 с кольце ,вымя выступами, входящими в соответ- ствукнций кольцевой паз плиты 1, На плите сверху установлен кронштейн 3 с втулкор 4, ось которой совпадает с центром кольцевого паза плиты 1,
В секциях 2 матрицы установлены втулки 5 и 6 одна с левой, другая с правой резьбой взаимодействующие с винтом 7, которьш приводится в деист вие штурвалом 8, Винт 7 имеет соответственно симметрично расположенные по длине винта левую и правую резьбу. Наличие винтовых соединений с разными направлениями резьбы обес- .печивает сведение и разведение секци 2 с целью установки требуемого разме ра пробиваемого углового паза. Секции 2, кроме ориентации по кольцево- му пазу, органичиваются направляющими 9, стрелки на которых дают отсчет угла поворота секций 2-.
Заготовка фиксируется в штампе упорами 10, которые установлены на ползушках 11, Упоры 10 и ползушки 11 фиксируются вргнтами 12,
Пуансон состоит из двух секций 13 установленных в пуансонодержателях 14, которые выполнены в виде планок с секторным выступом, Режзшще кром- ки секций 13 расположены наклонно относительно режущих кромок-секций 2, Направление секций 13 пуансона и секций 2 матрип;ы осуществляется с одной стороны при помощи втулок 15, запрес сованных в секции 13 и колонок 16, установленных в пуансонодержателях 14. С другой стороны направление осуществляется шарниром, связывающим секции 13 пуансона, выполненным в
виде- направляющей пары, которая, состоит из втулки 4, в которую входят секторные выступы пуансонодержателей 14 и центральная ось 17,
5 0
5 Q
Q
д п
5
Давление от пресса передается на секции 13 пуансона посредством дави- льника 18 через палыл 19, Возврат секций 13 в верхнее положение осуществляется пружинами 20 - 22, Отходы штамповки падают в лоток 23,
Наладка и работа штампа осуществляется следующим образом,
Упоры 10 устанавливаются на необходимые размеры. Вращая штурвал 8 против направления стрелок, находя- 1ЦИХСЯ на направлякяцих 9, устанавливают требуемый угол пробивки.
Заготовка по упорам 10 устанавливается в штамп. Давление от ползуна пресса передается на давильник 18, который, в свою очередь, приводит в движение секции 13, которые своими наклонными кромками вырезают паз. При холостом ходе пружины 20-22 возвращают секции пуансона в исходное положение.
Предлагаемое изобретение позволяет упростить процесс переналадки штампа за счет того, что при перенастройке секций матрицы .секции пуансона перенастраиваются автоматически вместе с ними.
Формула изобретения
1.Универсальный штамп для вырубки пазов, содержащий матрицу, вьшолнен- ную из двзгх секций, шарнирно связан тк между собой и установленных на плите штампа с возможностью поворота вокруг оси, параллельной оси давления штампа, и пуансон, состоящий из двух секций, связанных между собой шарнирным соединением, ось которого также параллельна оси давления штампа, отличающийся тем, что, с целью упрощения процесса переналадки, каждая секция пуансона установлена на соответствующей секции матрицы и оснащена направляющими элементами, связьтающими эти секции между собой.
2.Штамп по п. 1, отличающий с я тем, что шарнирное соединение секций пуансона выполнено в виде двух направляющих выступов, каждый из которых расположен на со- ответствукщем пуансоне с возможностью контакта с осью шарнирного соединения, в плите, несущей матрицу, выполнено направляияцее .отверстие, ось которого параллельна оси шарнирного
- 1А42295
и напрлв.пяющие выступы
щ ка по кр ще
расположены в направляющем отверстии. 3. Штамп по п. 1 ,отличающий с я тем, что он оснащен механизмом синхронного углового поворота секций матрицы.
4, Штамп по п. 1, отличаю- щ и и с я тем, что режущая кромка каждой секции пуансона расположена под углом к соответствующей режущей кромке матрицы в плоскости, проходящей через эти кромки.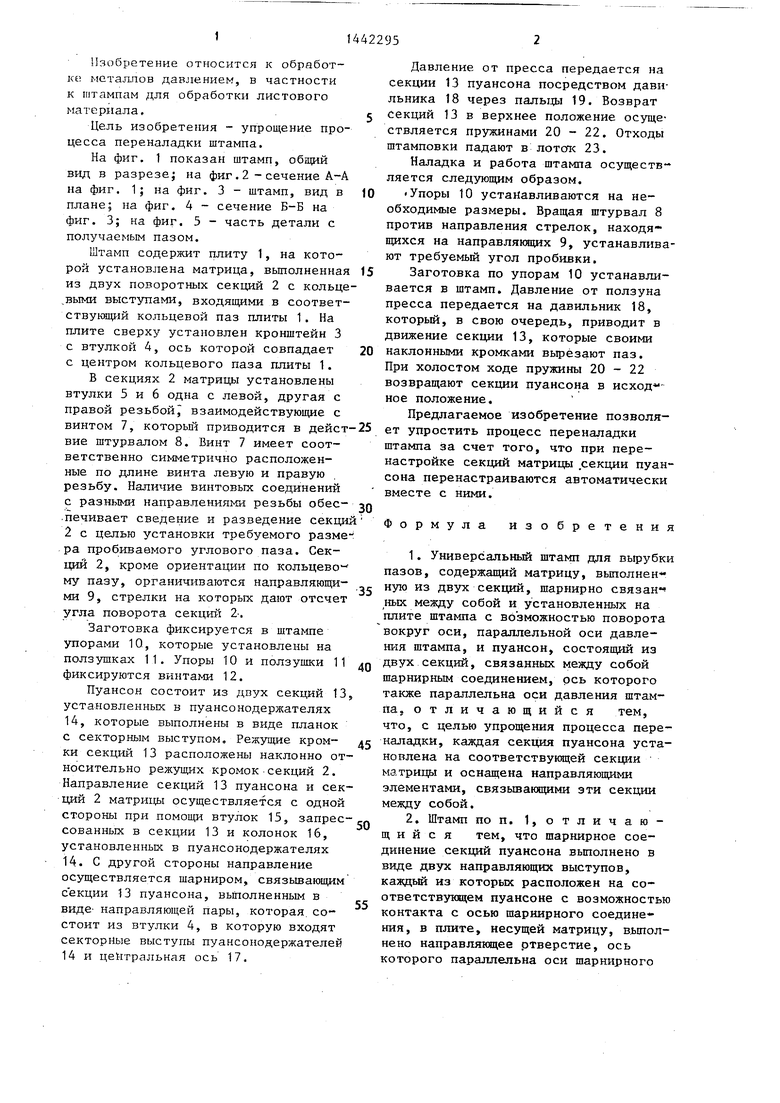
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный штамп для вырезки пазов | 1987 |
|
SU1512696A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Устройство для двусторонней обработки изделий по наклонным краям отверстий | 1981 |
|
SU1034815A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп универсальный для обрезки | 1981 |
|
SU967615A1 |
| Штамп для отбортовки полых корпусных деталей | 1983 |
|
SU1110516A1 |
| Автоматический штамп для просечкилиСТА | 1978 |
|
SU799865A1 |
| Переналаживаемый штамп для обработки листового материала | 1974 |
|
SU499010A1 |
| Штамп для пробивки отверстий в трубах | 1981 |
|
SU1085660A1 |
| Штампы для штамповки крупногаба-РиТНыХ КОлЕНчАТыХ ВАлОВ | 1978 |
|
SU839645A1 |
Изобретение относится к обработ ке металлов давлением, в частности, к штампам для обработки листового материала. Цель - упрощение процесса переналадки штампа. Штамп содержит J 18 /, матрицу из секций (С) 2 и пуансон из С 13. С 2 установлены на плите 1 и поворачиваются вокруг общей оси. С 13 установлены на С 2 и связаны с ними направлякнцими парами. Одна из направляющих пар выполнена общей для С 13 и содержит ось 17, выступы пуан- сонодержателей 14 и втулку 4. Режу . щие кромки С 13 наклонены к режищим кромкам С 2. Последние имеют механизм синхронного разведения. С 2 механиз- мом разведения поворачиваются на необходимый размер угла вырубаемого паза. С 13 поворачиваются вместе с ними и не требуют специальной наладь ки. Заготовка устанавливается в штамп § и при рабочем ходе С 13 вырубают по С 2 требуемый паз. 3 .з.п. ф-лы, 5 ил. 17 ел с ю N9 ;о СП Риг. 1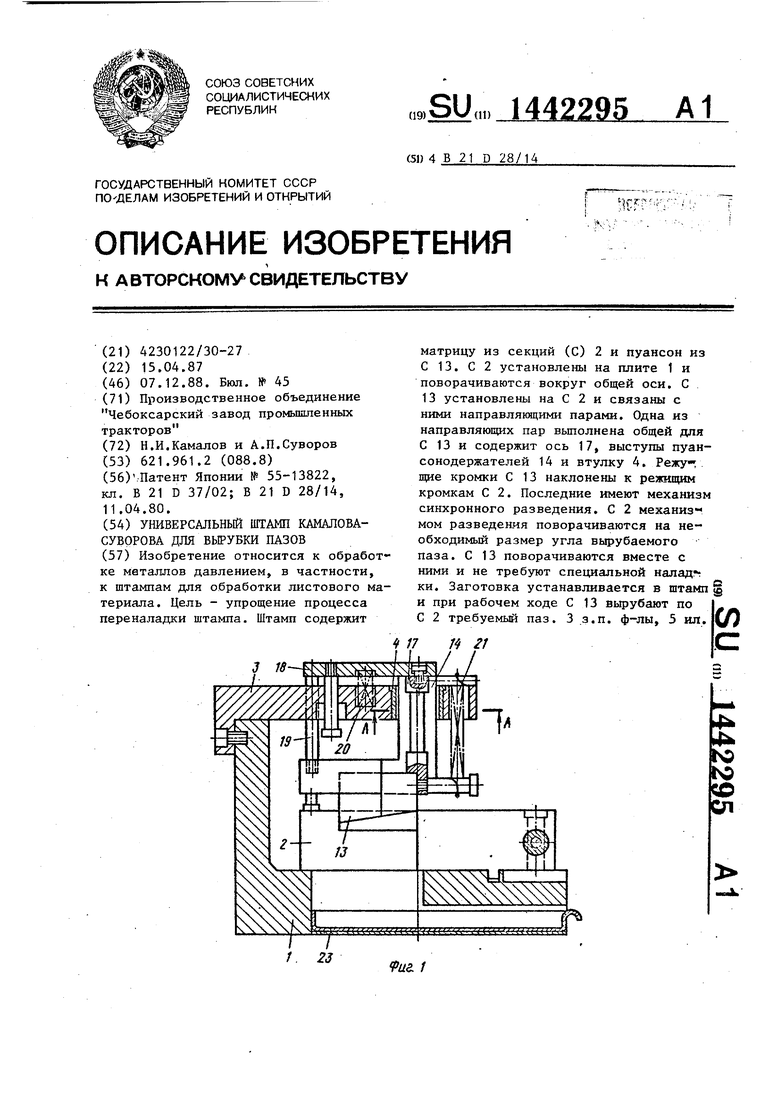
А- повернуто
2 S
(113.2
6 7 8
Фие.З
В -б подернуто
tPua. «
ae.S
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
