(54) ШТАМП УНИВЕРСАЛЬНЫЙ ДЛЯ ОБРЕЗКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Штамп для вытяжки без прижима коробчатых деталей из прямоугольных заготовок со скругленными углами | 1980 |
|
SU997911A1 |
| Штамп для получения деталей из листового материала вырубкой по контуру | 1975 |
|
SU558738A1 |
| Штамп для обрезки кромок полых деталей | 1982 |
|
SU1050781A1 |
| ШТАМП ДЛЯ ВЫРУБКИ | 2005 |
|
RU2297296C1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| Штамп для вытяжки деталей сложной формы в плане | 1986 |
|
SU1423225A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для высадки болтов | 1985 |
|
SU1488098A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ДНОМ ИЗ КВАДРАТНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2217256C2 |
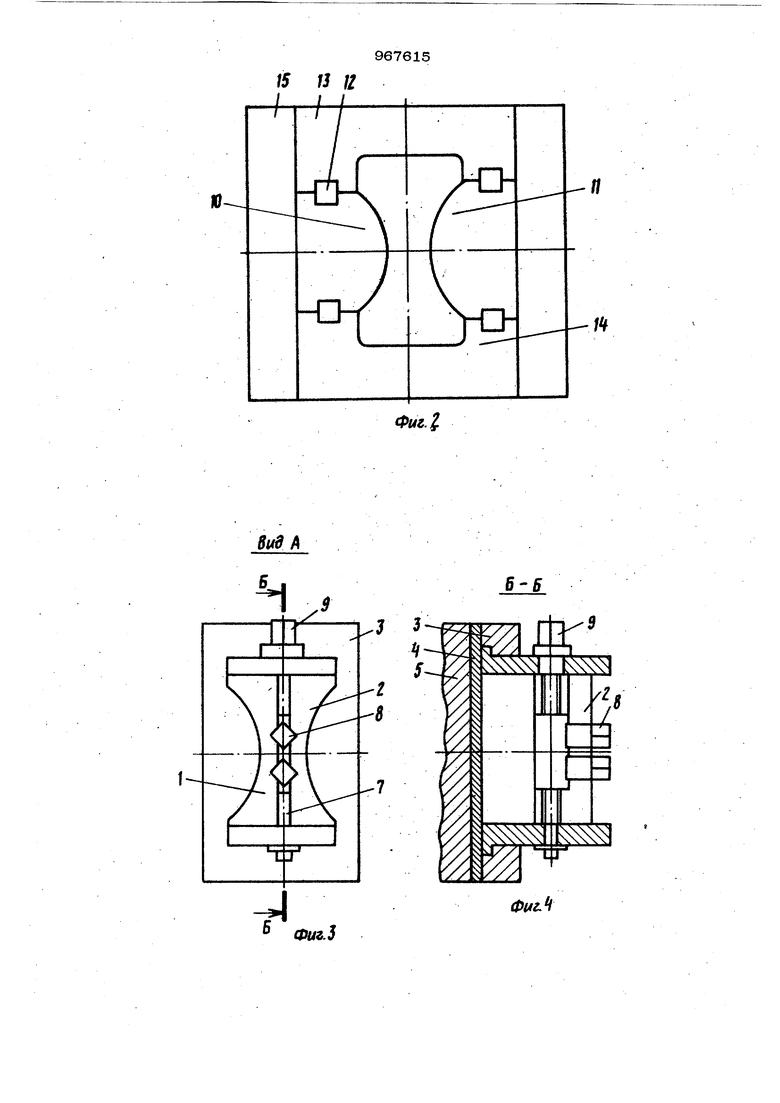

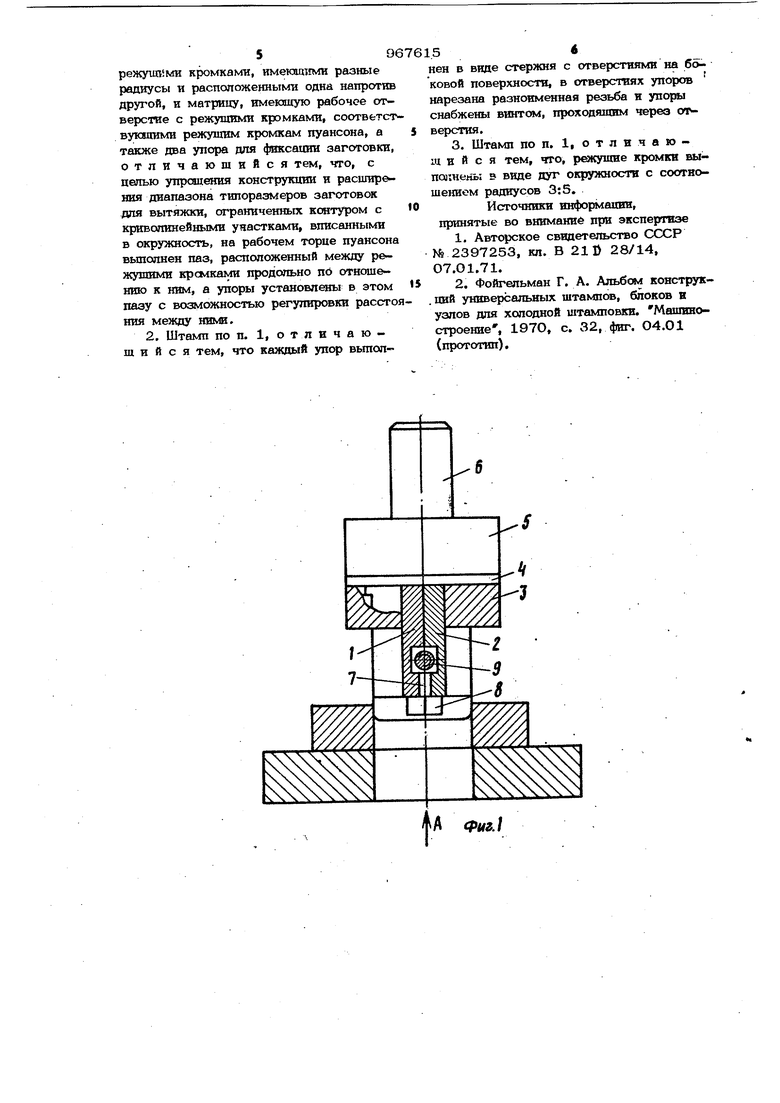
,1 Изобретение оп осится к обработке металлов давлением, в частности к штампам для обрезки пнс говых заготовок по дуге окружности и может быть использовано при получении заготовок для вытяжки. Известен штамп универсальный для обрезки по дуге окружности, содержащий пуансон с несколькими режущими кромками, вьшолненными по дуге каждая и расположенными последовательно одна за другой, матрицу с режуишми кромками, соответствующимирежущим кромкам пуансона, Подвижные упоры для заготовки и шкалу для установки упоров 1 . Недостатком указанного штампа является его сложность, сложность настройки упоров на очередной размер и неширок диапазон типоразмеров заготовок, которы могут быть обрезаны. Наиболее близким по технической сущности и достигаемому результату к изобретению является штамп универсальный для обрезки по дуге окружности, содержадгай пуансон с двумя по меньшей мере дугообразными режущими кромками, имек шими разные радиусы и расположенными одна напротив другой, и матрицу, имеющую рабочее отверстие с режущими кромками, соответствующими режущим кромкам пуансон а,, а также два упора для фиксации заготовок 2 . Недостатком указанного штампа является сложность его конструкции и невозможность получения на нем бсйьшого разнообразия типоразмеров заготовок для вытяжки.. Цепь изобретения - упрощение конструкции и расширение диапазона типоразмеров заготовок для вытяжки, ограниченных контурюм . с криволинейными участками, вхшсанным в окружность. Эта цель достигается тем, что в щтампе универсальном для обрезки по дуге окружности, содержащем пуансон с двумя по меньшей мере дугообразными режущими кромками, имеющими разнью радиусы и расположенными одна напротив другой. и матрицу, имеющую рабочее отверстие с режущими кромками, соответствуюшими режущим кромкам пуансона, а также два упора для фиксации заготовок, на рабочем торце пуансона вьшопнен паз, расположенный между режущими кромками продольно по отношению к ним, а упоры установлены в этом пазу с возможностью регулировки расстояния между ними. Каждый упор вьшолнен в виде стержня с отверстиями на боковой поверхности в отверстиях упоров нарезана разноименйая резьба и упоры снабжены вкнтом, проходящим через отверсти, кроме того, режущие кромки вьшолнены в виде дуг окружности с соотношением радиусов 3:5 На фиг. 1 изображен; штамп, об.щий ви в разрезе; на фиг. 2 - вид в плане на нижнюю плиту; на фиг. 3 вид А на фиг. 1} на фиг. 4 - разрез Б-Б пуансона на фиг. 3| на фиг. 5 - возможный конструктивный вариант выполне 1ия упора; на фиг. 6 - схема обрезки заготовок. Штамп содержит в верхней части пуан сон, состо5шдий из левой и правой половин 1 и 2, закрепленных .в пуансонодержателе 3 и опирающийся на прокладку 4. Пуансонодержатель 3 и прокладка 4 прикреплены к верхней плите 5 с хвостовико 6. Между половинами пуансона предусмот рен паз 7, в котором помещены два упора 8 и винт 9. В нижней части щтамп содержит матрицу, состоящую из двух дугообразных секций 10 и 11, соединенных щпонками Ъ2 с секциями 13 и 14, Все указанные секции 10-11, 13- 14 .закреплены на нижней плите 15. В отверстиях упоров 8.йарезана разноименная резьба, участки винта 9, взаи модействуюише с указанными отверстиями, также вьшолнены с разноименной резьбой, соответствующей на каждом участке резьбе отверстия. Контур рабочих частей штампа и поло жение упоров,подбираются такими, что при длине стороны исходной квадратной заготовки, равной удвоенному радиусу соответствующей дуги этого контура, после обрезки получается заготовка ддя вытяжки в виде круга. При стороне квад рата, равной 1,2 радиуса дуги и соответ ствующей установке упорюв, получается заготовка для вытяжки, контур которой состоит из четьфех прямых участков и четырех дуг, причем отступление ее контура от вггасанного круга не превьпиает 3%. Контуры всех заготовок доя вытяжк с дгагаой стороны квадрата исходных заготовок больше 1,2 радиуса дуги после 96 5 . обрезки отступают от вписанного круга меньше, чем на 3%. Штамп работает следующим образом. Вращением винта. 9 устанавливакуг упоры 8 на расстояние, необходимое для обрезки заготовки 16 (фиг. 6) со стороной квадрата В. Это расстояние Е может быть определено из очевидных геометрических соотношений по формуле Ь1,41 ()-2(Й + 5), где С - радиус дугообразного участка матрицы; В - щирина квадратной заготовки; Ъ - ширина упора 8; S - расстояние от края матрицы до оси упоров. Затем поочередно, фиксируя по упорам 7 все четыре угла заготовки 16, придают ей форму, близкую к кругу, путем обрезки углов секциями 1 и 2 пуансона по соответствующим им секциям 10 и 11 матрицы. Минимальный размер В заготовки, который можно обрабатывать на участке матрицы с радиусом R , равен приблизительно 1,2 R . Таким образом, если радиус одной из секций матрицы будет равен 100 мм, на ней можно образовать заготовки с шириной В от 120 до 20Омм, а если радиусу другой секции придать размер 60 мм, то на нем можно образо вать заготовки с шириной В от 70 до 120 мм. Следовательно, на одном щтампе можно изготовлять заготовки в диапазоне от 70 до 200 мм, После обрезки получается заготовка для вытяжки, контур которой .состоит из четырех прямых и четырех дуг, причем отступление ее контура от,вписанного круга Hg превьш1ает 3%, что практически не отражается на процессе последующей вытяжки из нее деталей. Технико-экономический эффект, создаваемый данным штампом, заключается в улучшении условий вытяжки деталей из образуемых на нем заготовок, поскольку контур заготовки прибгаскается к кругу, а также в удешевлении штампа за счет его меньших габаритов и большей простоты конструкции, и в уменьшении затрат времени на его переналадку. Формула изобретения 1, Штамп универсальный для обрезки по дуге окружности, содержащий пуансон с двумя по меньшей мере дугообразньтми режугвдми кромка ии, имеющщми разные радиусы и расположенными одна напротив другой, и матрицу, имеющую рабочее отверстие с режущими кромками, соответст вукшими режущим кромкам пуансона, а также два упора для фиксации заготовки, отличающийся тем, что, с цепью упрошения конструкции и расширения диапазона типоразмеров заготовок для вытяжки, ограниченных контуром с криволинейными участками, вписанными в окружность, на рабочем торце пуансона вьшопнен паз, расположенный между режушими крсмками продольно по отношению к ним, а упоры установлены в этом пазу с возможностью регулировки рассто ния между ними. 2. Штамп по п. 1, о т л и ч а ю ш и и с я тем, что каждый упор вьшолнен в виде стержня с отверстиями на боковой поверхности, в отверстиях упоров нарезана разноименная резьба и упоры снабжены винтом, проходящим через отверстия, 3. Штамп по п, 1, отличающийся тем, что, режутпяе кромки выпоагнены э виде дуг окружности с соотнощениом радиусов 3:5. Источники информации, принятые во внимание при эксперггвзе 1, Авторское свидетельство СССР № 2397253, кл. В 21 О 28/14, 07.01.71. 2. Фойгельман Г. А. коиструкций универсальных штампов, блоков в узлов для холодной штамповки. Машиностроение, 197О, с. 32, фиг. О4.01 (прототип).
w //
вив A
Фиг.}
В-В
Фиг.
Фиг.5
Фыг.5
. S
