4 N9
00
Изобретение относится к области обработки металлов давлением и может использоваться в кузнечно-штамповоч- ном производстве при штамповке на мо- лотах изготовленных поковок типа рычагов .
Цель изобретения - повьшение производительности штамповки и уменьшение трудоемкости изготовления штампа за счет исключения потребности в гибочном ручье.
На фиг.1 показан штамп, общий вид; на фиг.2 - нижняя половина штампа с протяжным и формовочным ручьями, врщ сверху; на фиг.3 - сечение А-А на фиг.2; на фиг.4 --вид Б на фиг.2.
Молотовый штамп для объёмной штамповки рычагов с изогнутой осью содер- жит (фиг.1 и 2) нижнюю 1 и верхнюю 2 половины. На каждой из половин выполнен протяжной ручей 3, расположенный под углом к оси штампа, и формовочный ручей 4. Протяжной ручей содержит протяжной порог (фиг.4), который состоит из двух участков: обычного 5 с горизонтальной поверхностью и
клинового (наклонного) 6. Максималь ,- ная глубина клинового участка о про-
тяжкого порога по отношению к плоскости соприкосновения половин штампа т.е. к зеркалу штампа, превышает глубину участка 5 (фиг.З), и на этом наиболее глубоком месте клиновой участок 6 сопряжен с участком 5 по дуге окружности радиусом г, не превышающим радиуса исходной заготовки, подвергаемой протяжке и гибке.
Штамп работает следующим образом. При первом и каждом нечетном ударах на участке 5 происходит протяжка цилиндрической заготовки. Перед вторым и каждым четным ударом заготовку кантуют на 90° всегда в одном и том же направлении и перекладывают на участок 6, где происходит протяжка с изгибом заготовки, так как в момент деформации наклонными поверхностями клинового участка протяжного порога крайние волокна заготовки растяги- ваются больше внутренних. После каж
дого четного удара заготовку кантуют на 90 в обратном направлении и перекладывают на участок 5 протяжного порога. Таким образом, при нечетном ударе происходит протяжка, а при четном - протяжка с изгибом заготовки в горизонтальной плоскости. После 6-7 ударов протянутую и изогнутую заготовку перекладывают в формовочный ручей 4.
Радиус сопряжения г участков 5 и 6 (фиг.З) не должен превышать радиуса исходной цилиндрической заготовки, так как при большем радиусе сопряжения происходит выдавливание заготовки из клинового участка 6, т.е. участок сопряжения является тормозом в процессе деформации.
Таким образом, предложеннь1й штамп обеспечивает повьшгение производительности штамповки за счет совмещения процессов протяжки и изгиба заготовки, а также позволяет снизить трудоемкость его изготовления за счет исключения потребности в гибочном ручье.
Формула изобретения
Молотовьй штамп для объемной штамповки изогнутых удлиненных поковок, состоящий из двух половин, рабочие поверхности которых образуют формовочный ручей и протяжной ручей с протяжным порогом отличающий- с я тем, что, с целью повьш1ения производительности штамповки и уменьшения трудоемкости изготовления штампа за счет исключения потребности в гибочном ручье, протяжной порог имеет расположенньй перпендикулярно оси протяжного ручья сбоку от нее клиновой деформируклдий участок, максимальная глубина которого по отношению к плоскости соприкосновения половин штампа превьшает глубину остальной частя протяжного порога, причем клиновой участок в наиболее глубокой его зоне плавно сопряжен по дуге окружности с остальной частью протяжного ручья.
Н
фие.1
фуг.2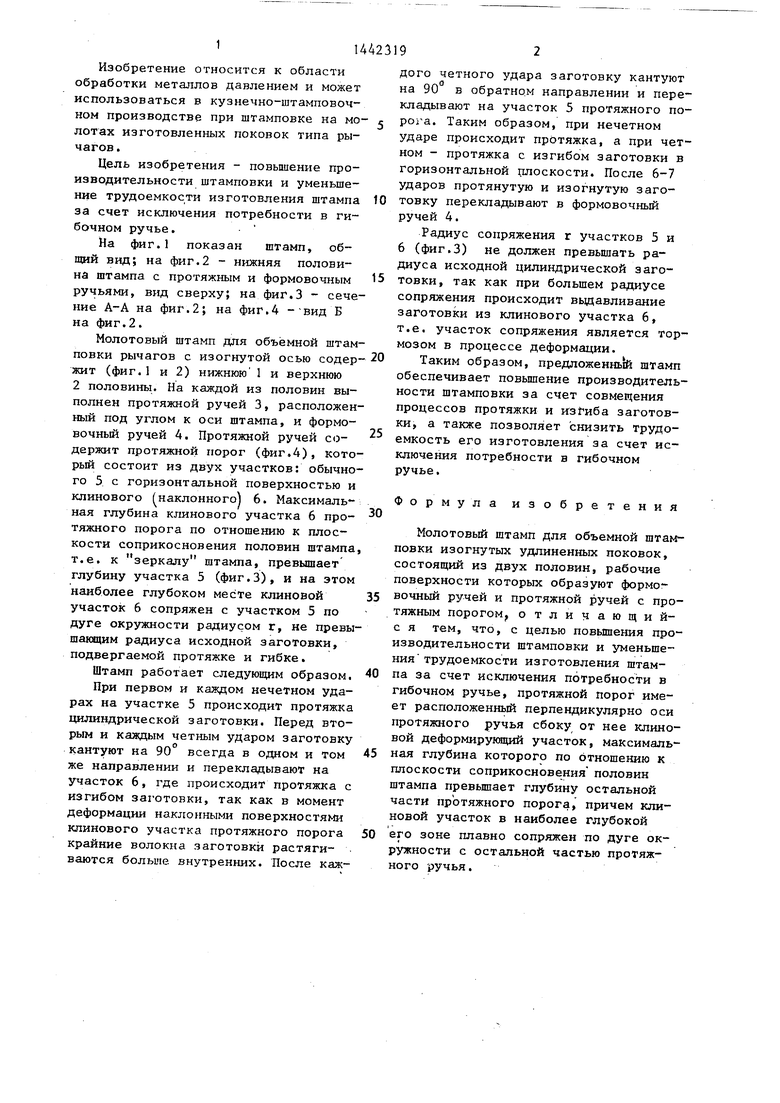
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ объемной штамповки т-образных поковок | 1978 |
|
SU759189A1 |
| Штамп для объемной штамповки поковок с отростком и фланцем | 1982 |
|
SU1139555A1 |
| Способ объемной штамповки поковок типа крышек | 1980 |
|
SU902977A1 |
| Штамп для объемной штамповки | 1986 |
|
SU1424931A1 |
| Способ штамповки гаечных ключей | 2021 |
|
RU2784309C1 |
| Способ штамповки гаечных ключей | 2021 |
|
RU2781826C1 |
| Штамп для объемной штамповки поковок | 1990 |
|
SU1750833A1 |
| Молотовой штамп | 1979 |
|
SU1006023A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |


Изобретение относится к обработке металлов давлением, а именно к конструкциям молотовых штампов. Цель изобретения - повьппение производительности штамповки и уменьшение трудоемкости изготовления штампа за счет исключения потребности в гибочном ручье. Штамп имеет формовочный и протяжной ручьи. Протяжной порог протяжного ручья имеет расположенный перпендикулярно оси ручья сбоку от нее клиновой деформирующий участок. Максимальная глубина последнего превышает глубину остальной части протяжного порога. Клиновой участок плавно сопряжен по дуге окружности с остальной частью протяжного порога. При протяжке заготовки одновременно осуществляется гибка заготовки. 4 ил.
Ф1/г.З
Фиг.
| Ребельский А.В., Брюханов А.Н | |||
| Конструирование и расчет штампов для горячей штамповки | |||
| М., , с | |||
| СПОСОБ ПОЛУЧЕНИЯ ЧИСТОГО ГЛИНОЗЕМА И ЕГО СОЛЕЙ ИЗ СИЛИКАТОВ ГЛИНОЗЕМА, ПРОСТЫХ ГЛИН И. Т.П. | 1915 |
|
SU280A1 |
| ДВОЙНОЙ ГАЕЧНЫЙ КЛЮЧ | 1920 |
|
SU288A1 |
