| название | год | авторы | номер документа |
|---|---|---|---|
| Молотовой штамп | 1990 |
|
SU1808457A1 |
| Молотовой штамп | 1982 |
|
SU1045991A1 |
| Способ изготовления коленчатых валов и устройство для его осуществления | 1982 |
|
SU1142208A1 |
| Штамп для объемной штамповки поковок | 1990 |
|
SU1750833A1 |
| Штамп для горячей объемной штамповки | 1990 |
|
SU1754311A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1991 |
|
RU2007248C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |

МОЛОТОВОЙ ШТАМП , содержащий нижнюю и верхнюю половины,с рабочими поверхностями, образованными гравюрами предварительного и окончательного ручьев и гибочного ручья, ось которого полностью или частично совпадает с плоскостью разъема половин в виде самоуравновешиваквдегося замка, отличающийся тем, что, с целью снижения расхода штамповой ста-, ли, средняя часть гибочного ручья частично совмещена с контуром замка, а конечные части гибочного ручья ьшолнены в виде выемок, служащих для укладки заготовки.
да о ts:)
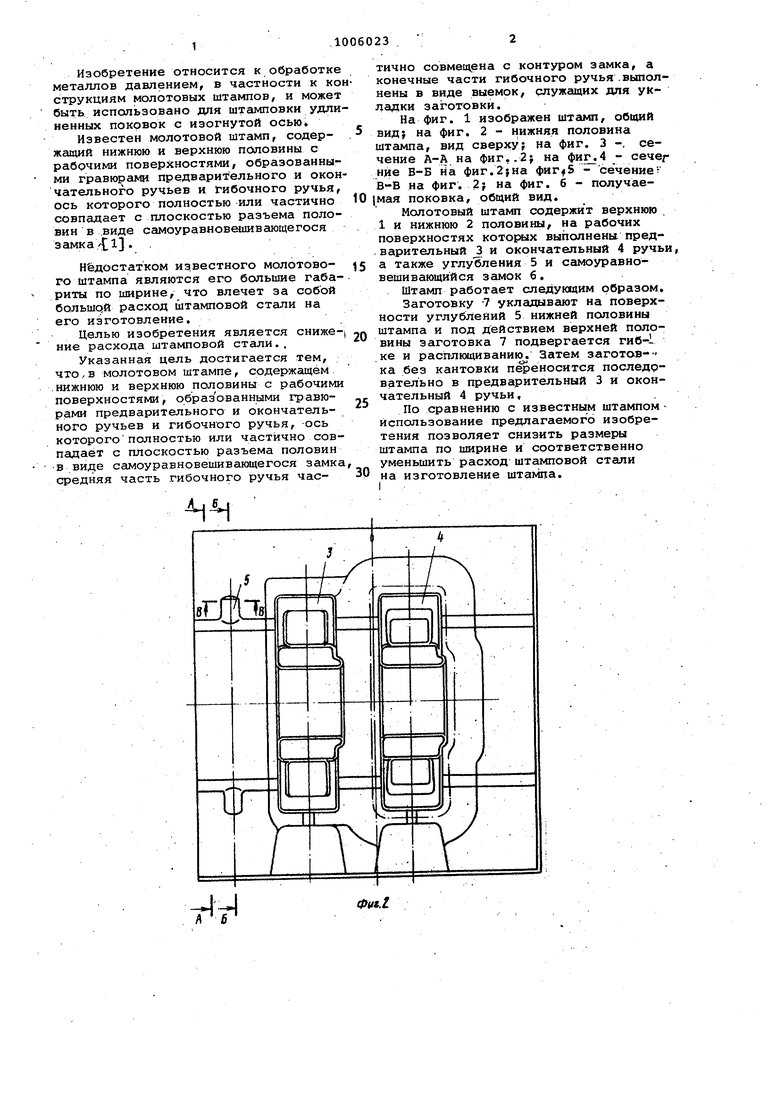
со Изобретение относится к обработк металлов давлением, в частности к ко струкциям молотовых штампов, и может быть использовано для штамповки удли ненных поковок с изогнутой осью Известен молотовой штамп, содержащий нижнюю и верхнюю половины с рабочими поверхностями, образованными гравюрами предварительного и окон чательного ручьев и Гибочного ручья ось которого полностью или частично совпадает с плоскостью разъема половин в .виде самоуравновешивающегося замка/С 1. Недостатком из.вестного молотового штампа являются его большие габариты по ширине, что влечет за собой большой расход штамповой стали на его изготовление. Целью изобретения является снижение расхода штамповой стали., Указанная цель достигается тем, что,в молотовом штампе, содержащем .нижнюю и верхнюю половины с рабочими поверхностями, образованными гравюрами предварительного и окончательного ручьев и гибочного ручья, ось которогополностью или частично совпадает с плоскостью разъема половин в виде самоуравновешивающегося замка средняя часть гибочного ручья частично совмещена с контуром замка, а конечные части гибочного ручья .выполнены в виде выемок, служащих для укладки заготовки. На фиг. 1 изображен штамп, общий ВИД} на фиг. 2 - нижняя половина штампа, вид сверху; на фиг. 3 -. сечение А-А на фиг, .2 на фиг.4 - сече/нйе В-Б ria фиг.2;на - сечениеВ-в на фиг. 2f на фиг. б - получаемая поковка, общий вид. Молотовый штамп содержит верхнюю 1 и нижнюю 2 половины, на рабочих поверхностях которых выполнены предварительный JI и окончательный 4 ручьи, а также углубления 5 и самоуравновешивающийся замок б. Штамп работает следующим . Заготовку -7 укладывают на поверхности углублений 5 нижней половины штампа и под действием верхней половины заготовка 7 подвергается гиб-1 ке и расплющиванию. Затем заготов-ка без кантовки педеносится последовательно в предварительный 3 и окончательный 4 ручьи. По сравнению с известным штампом использование предлагаемого изобретения позволяет снизить размеры штампа по ширине и соответственно уменьшить расход штамповой стали на изготовление штампа.
1
Фаъ.З
ФигЛ
Фиг.5
