Изобретение относится к обработке металлов давлением и может быть ис- 1 ользовано в штампах для горючей (|)бъемной штамповки на молотах.
Целью изобретения является рас- фирение технологических возможностей га повышение производительности. На чертеже показан штамп, сечение зоне протяжного ручья..
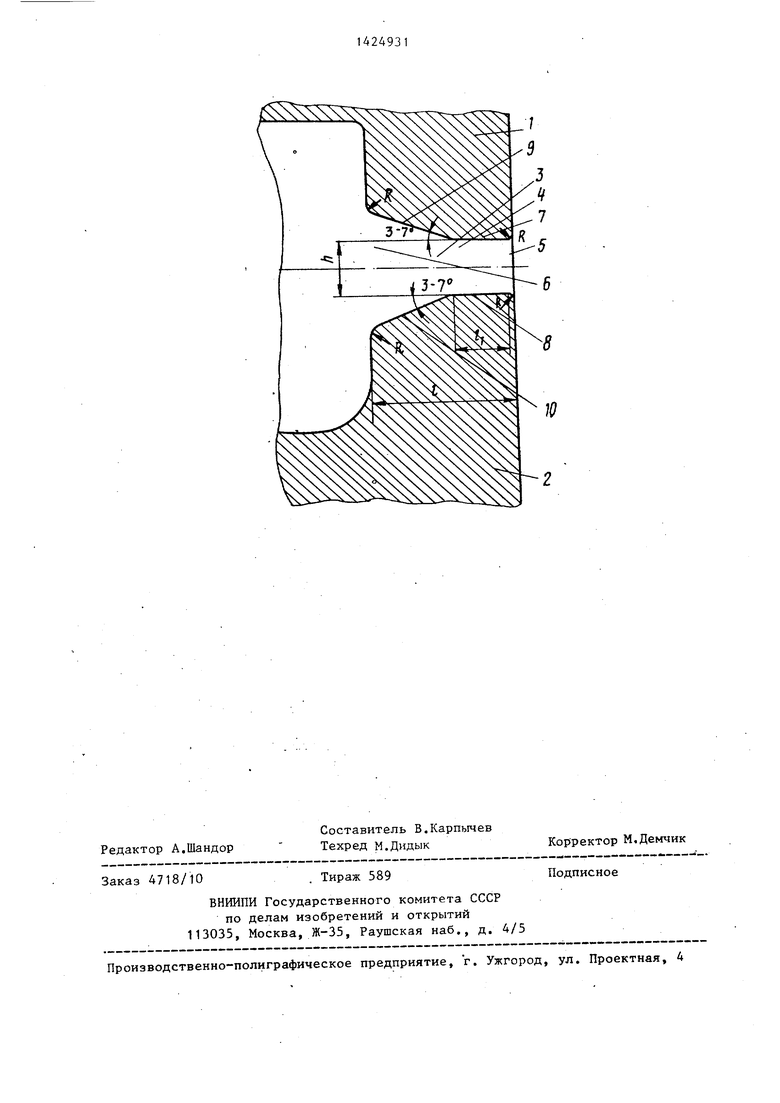
Штамп состоит из двух половин, перхней 1 и нижней 2, которые обра- уют фигуру протяжного ручья с прием йиком и протяжным порогом 3 длиной 1 протяжном пороге имеется рабочая она 4 с фронтальной 5 и тыловой зонами с радиусами округления R.
Деформирующая рабочая часть поро- а образована выполненными попарно а, нижней и верхней половинах штампа 1|шоскими горизонтальными 7 и 8 и : аклонными 9 и 10 поверхностями. . УГОЛ наклона к горизонтали наклонных плоскостей составляет 3-7 . Наклонные плоскости расположены так, что обеспечивают увеличение высоты порога h в направлении тыловой части в сторону приемника. Длина горизонтальной деформирующей рабочей зоны
составляет 0,15-0,25 длины поро1. Sai OToBKa с конической заход- ой частью вводится в разведенные по :овины порога на глубину, составляю- фую 0,7-1,0 длины порога.
Деформирование металла в протяж- IOM пороге происходит следующим об(
азом.
При установке в пороге заготовка Подвергается наибольшей деформации на участке, где расположены горизрн- альные поверхности порога. На дру- li HX участках рабочей части, удаленных от фронтальной зоны, деформация Имеет меньшую степень в соответствии С увеличением высоты порога h в зоне Расположения наклонных поверхностей Я возможным уменьшением начального Диаметра протягиваемой части заго- , В участках рабочей зоны с . наклонными плоскостями при штамповке возникает горизонтальное усилие, направленное в сторону приемника, что исключает выталкивание заготовки В сторону штамповщика и повышает е езопасность работы.
Длина деформирующей рабочей зоны с горизонтальнь1ми плоскостями выбра
на равной 0,15-0,25 общей длины порога на основе экспериментальных данных.
Длина, меньшая чем 0,15 общей длины, не обеспечивает фиксацию за- готовки, приводит к быстрому износу этого участка из-за малой длины, а следовательно, и к нестабильности размера. Увеличение длины этого участка Bbmie 0,25 общей длины порога уменьшает производительность. Угол с горизонтальной плоскостью наклонных плоскостей 3-7 .определен экспери- При
ментально. При угле меньшем 3 протяжка происходит с меньшей производительностью. При угле более 7° появляется существенный перепад в поперечном размере протянутой заготовки вдоль длины порога, что приводит к непроизводительному увеличению расхода металла. При необходимости вы- ровНять размер металла по длине увеличивается трудоемкость, падает производительность.
Была проведена штамповка заготовок, у которых конусная часть состав- ляла 0,7 длины порога. Предложенная конструкция штампа обеспечивает стабильность процесса протяжки и необходимое качество заготовок.
Формула изобретения
Штамп для объемной штамповки, содержащий верхнюю и нижнюю половины с протяжньм ручьем, имеющим приемник заготовки и порог с деформирующим рабочим участком, образованным горизонтальными плоскостями, вьтолненны- ми на верхней и нижней половинах штампа, отличающийся тем, что, с целью расширения технологических возможностей и повышения производительности, зона деформирующего рабочего участка со стороны приемника образована наклонными плоскостями, расположенными к горизонтальной плоскости под углом 3-7 ,, зазор межд,у наклонными плоскостями выполнен увеличивающимся в сторону приемника, а длина деформирующего рабочего участка в зоне горизонтальных гтоскостей составляет 0,15-0,25 ,цлины порога.
| название | год | авторы | номер документа |
|---|---|---|---|
| Молотовый штамп для объемной штамповки изогнутых удлиненных поковок | 1987 |
|
SU1442319A1 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
| Молотовой штамп | 1990 |
|
SU1808457A1 |
| Кривошипный горизонтальный пресс для горячей штамповки | 1973 |
|
SU496931A1 |
| Способ штамповки гаечных ключей | 2021 |
|
RU2784309C1 |
| Штамп для объемной штамповки | 1981 |
|
SU1011320A1 |
| СПОСОБ ДВУХПЕРЕХОДНОЙ ШТАМПОВКИ ШАТУНОВ НА КРИВОШИПНОМ ГОРЯЧЕШТАМПОВОЧНОМ ПРЕССЕ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2158648C1 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| Способ изготовления изделий | 1983 |
|
SU1380842A1 |
| Штамп для горячей объемной штамповки | 1985 |
|
SU1393520A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкхщям штампов для горячей объемной штамповки на молотах. Цель изобретения - расширение технологических возможностей и повьш1ение производительности. Штамп имеет верхнюю и нижннзю половины с протяжным ручьем, состояпщм из приемника заготовки и порога с деформирующим рабочим участком. Последний состоит кз горизонтальных и наклонных плоскостей, расположенных со стороны приемника под углом 3-7 к горизонтальной плоскости. Зазор между наклонными плоскостями выполнен увеличивающимся в сторону приемника, а длина деформирующего рабочего участка в зоне горизонтальных плоскостей составляет 0,15-0,25 длины порога. При деформировании заго- товки и штампе на участках рабочей зоны с наклонными плоскостями возни-. кает горизонтальное усилие, направленное в сторону приемника, что исключает выталкивание загот овки в сторону штамповщика и повьш1ает безопасность работы. 1 ил. с (/) С
Редактор А.Шандор
Составитель В.Карпычев Техред М.Дндык
Заказ 4718/10
Тираж 589
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Корректор М.Демчик
Подписное
| Ковка и объемная штамповка стали | |||
| Справочник/Под ред | |||
| М.В | |||
| Сторо- жева | |||
| - М.: Машиностроение, 1967, т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
