-А
(Л
с:
N5 ОО N5 «Ч
Фиэ.З
Изобретение относится к области обработки материалов резанием и может быть использовано при формировании на токарных станках поверхностей
Цель изобретения - расширение технологических возможностей и повышение качества обработки.
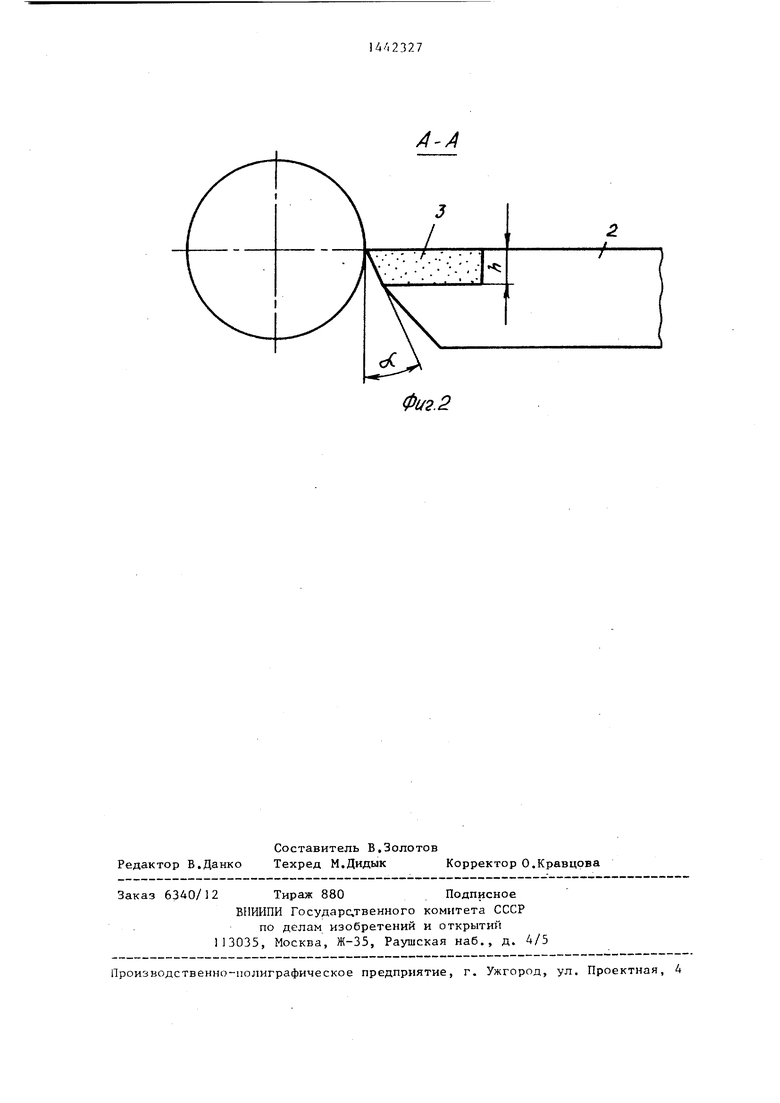
На фиг,} представлена общая схема обработки; на фиг.2 - сечение А-А на фиг.1 (традиционная схема установки резца) ;на фиг.З - то же (схема установки резца по предложенному способу
Предложенный способ осуществляется следующим образом.
Обрабатываемую деталь 1 закрепляют в центрах станка и приводят во вращение. Резец 2, снабженный твердосплавной пластиной 3 толщиной h, устанавливают на заданную глубину резания, поднимают его вершину относительно оси детали на величину,равную 0,5-0,95 толшины пластины, разворачивают резец в направлении вращения на угол 0, , равный его задне- му углу, и производят обработку, перемещая вдоль детали 1. При этом задняя поверхность пластины производит выглаживание обрабатываемой поверхности.
Пример. Вал из легированной стали диаметром 40 мм и длиной 250мм обрабатывают на универсальном токарном станке режущим инструментом.
Q .
15
2025 30
снабженным твердосплавной перетачиваемой пластиной толщиной Ь- б мм, задним углом оС 10 и радиусом скругле- ник режущей кромки мм на следующих режимах: глубина резания 0,3мм, скорость вращения 100 м/мин, подача 0,1 мм/об. При Э.ТОМ вершину резца устанавливают вьшё оси детали на величину (0,5-0,95) h «3 мм, а резец разворачивают в направлении вращения детали на угол, равный Л 10 , что в процессе обработки при перемещении резца вдоль оси детали обеспечивает усилие выглаживания порядка 40 кгс, повьппающее класс чистоты обрабатываемой поверхности.
Формула изобретения
Способ обточки цилиндрических деталей резцом с твердосплавной пластиной, при котором осуществляют черновую и чистовую обработки с пластическим деформированием обрабатьюае- мой поверхности, отличающий- с я тем, что, с целью расширения технологических возможностей и повышения качества обработки, вершину резца устанавливают выше оси детали на величину 0,5-0,95 толщины пластины и разворачивают резец под углом относительно основной плоскости в направлении вращения детали, равным его заднему углу.
1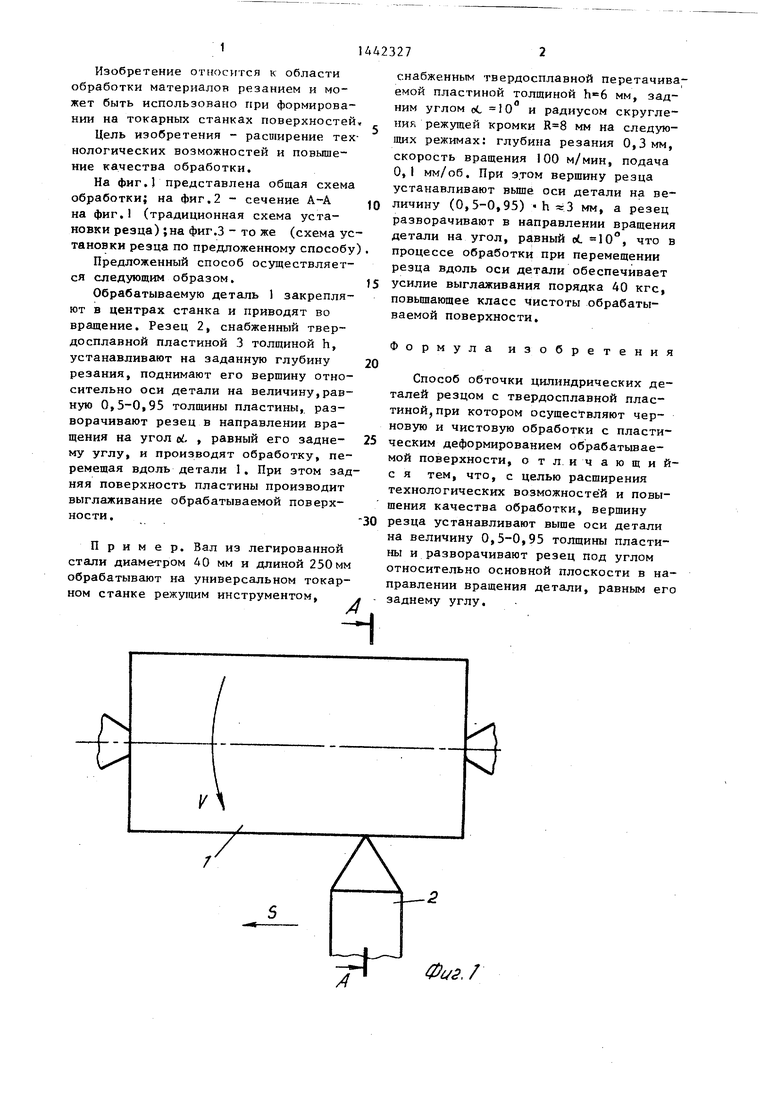
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2012 |
|
RU2482939C1 |
| Способ обработки ротационным резцом | 1981 |
|
SU1123790A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| Способ получения частиц порошка методом ротационного точения многогранными резцами | 2024 |
|
RU2830785C1 |
| СПОСОБ ОБРАБОТКИ НАРУЖНОЙ ПОВЕРХНОСТИ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2172660C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| Буровой резец, корпус бурового резца и твердосплавная пластина бурового резца | 2022 |
|
RU2809269C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |

/
/
I.
7
zv, /
4-А
I
V . /.-. -. ч
: : . r
Фиг.2
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ С ОПЕРЕЖАЮЩИМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 0 |
|
SU407648A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
