ГО СлЭ
Изобретение относится к технике восстановления ступенчатых валов и может быть использовано при восстановлении поверхностей трения коленча- валов и других деталей с цилиндрическими поверхностями, имеющими галтельные переходы.
Целью изобретения является обеспечение усталостной прочности изделия, в частности коленчатого вала, при его восстановлениио
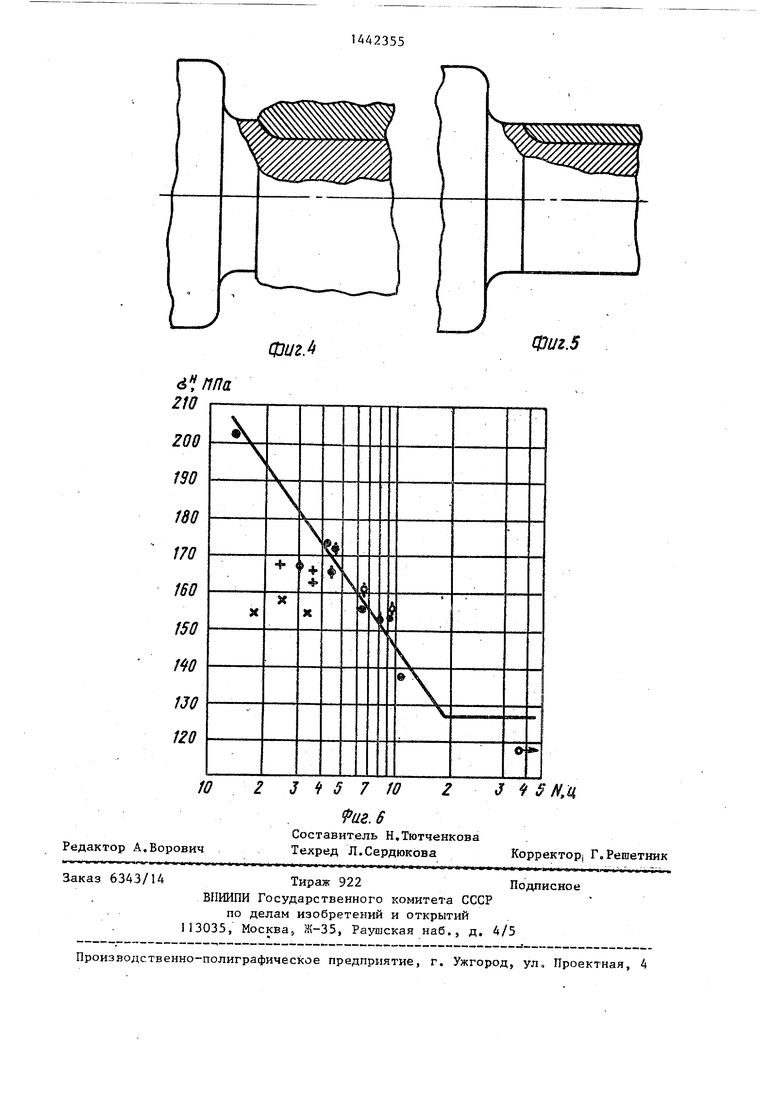
На фиг,1 показано технологическое заглубление на длине вкладыша L ради усом г; на фиг.2 и 3 - положение гал тел.ей после восстановления шеек до номинального размера; нй фиг„4 и 5 - взаимное положение галтели и восста- навливаемой шейки при отсутствии перешлифовывания шеек под ремонтные размеры, на фиг. 6 - результаты испьр- таний новых и восстановленных залов двигателя СМД-60/62.
Способ осуществляют следуюидим образом,
11лифование шеек вала для создания технологического заглубления произво дятг отступая от щек по ширине вкладыша (фмг с, i) Этим сохраняют геомет - рига галтели не вносят в нее концент-раторы от механической обработки,и нэ иска; :ают ее чистоту поверхности. Заглубление производят с образованием технологическо1 О галтельного перехода с радиусом кривизны равным или шим OjA -OjS радиуса основной галтели на глубину примерно О, О Id,,
Если вал уже подвергался до вос становления перешлтифовкам на ремонт- ные размеры, то сначала восстанавли вают. проектную5 т,е предусмотренную чертежомэ геометрию галтельного перехода. nofOM производят технологическое заглубление. Дальнейшие операции предшествующие процесру восстанов- линия исходного размера шееК;, определяются принятым способом восстанов - ления S
Если восстановление производится
методами наплавки шеек или приваркой
ленты то зто производят непосредст
венно после технологического заглубления,
Еапи восстановление шеек произво дят методами электродуговой металли- зациИг. плазменного напыления или другими методами, связанными с костями обеспечения, нужной прочности сцепления наносимого слоя с основойз
то после технологического заглубления производят обдув поверхности абразивными частицами.
Восстановление шеек производят таким образом чтобы галтельные переходы бьши полностью защищены от металла наносимог-о на шейки, чтобы сохранить их макро- и микрогеометрию.
После восстановления производят шлифовку шеек, предохраняя галтели от воздействия абразивного круга. Допускаются после восстановления только финишные операции на галтельных пере- ..кодахf например полирование галтелей
Если вал перед восстановлением подвергался ремонтньгм перешлифрвкам, а восстановление иеек производят до номинального размера, то галтели оказываются под.нутренными в шейку (фиг,.3)о Допускается при этом зачист ка кромок нанесенного слоя (стрелка А на фиг., 2) ,
Если вал перед .восстановлением не подвергался ремонтньм перепшифовкам, то механическая обработка (черновая и чистовая) производится заподлицо
с га.птельным перехадом (),
Примере Восстанавливают коленчатые валы ГАЗ-24 и У.АЗ-451, изготов- ленные из ковкого чугуна ВЧ-50, а лы С1хЩ-.6С/6,2 - из .стали 45Х,
Механическая обработка заглубления на шейках производится на глубину OsOld и радиусами г (0,4 055)R5 затем осуществляют нанесение метал.ла плазменным напылением и вьшолняют окончательную механическую обработку шееКо Восстановленные валы подварга- ют испытаниям на усталостную прочность. При радиусе новой галтели нее 0,4 - 0,5 радиуса основной гая тели усталостное разрушение коленчатого вала происходит по технологическому галтельному переходу со сниже- нием долговечности по сравнению с аналогичными валами, без дополнительной галтели. При радиусу технологической галтели., равном или бс-льшем 0,4 - Оэ5 радиуса основной галтели, устало г стное разрушение коленчатого зала неизменно происходит по ра.диусу основной галтели
Результаты испытаний коленчатых валов двигателя СМЛ -60/62 (основной двигате.ль отечественных тракторов и др. самоходных сельскохозяйственных маагин) представлажт на фиг,6s где
точками нанесены результаты испытания новых валов: точками, ф- результаты испытания новых валов, перешлифован - кых на Последний ремонтный размер по ширине вкладьша с образованием техно - логической галтели, радиус которой г (0,4 - 0,5)R, (где R - радиус основной галтели); - изношенные в процессе эксплуатации валы с радиусом технологической галтели г 7/ (0,4 - 0,5)R; X - изношенные в процессе экс плуатации валы при г (0,4 - 0,5)R; -)-- изношенные в процессе эксплуата - ции валы (без новых галтелей).
Из фиг.6 следует, что новые и из-, ношенные валы с технологическими галтелями г / (Oj4 - 0,5)R не снижают свой ресурс при технологическом за- глублении шеек на последний ремонтный размер. Это связано с тем, что усталостные разруше1шя происходят при этом неизменно по основной галтели, которая не затрагивается шлифовкой на ремонтные размеры.
Прц технологических галтелях г ; : (0,4 - 0,5)R усталостные разрушения смещаются с основной галтели на технологическую, которая оказывается несколько большим концентратором напряжений, чем основная галтель. Формула изобретения
Способ восстановления шеек коленчатого вала, изношенных сверх пределов ремонтных размеров, при котором осзпдествляют механическую обработку шеек с технологическим заглублелием в тело восстанавливаемой поверхности не затрагивая основных галтельных переходов, а затем наращивают слой компенсирующего износ металла, отличающийся тем, что, с целью повышения качества восстановления путем обеспечения заданной усталостной прочности, технологические углубления выполняют на ширину вкладыша с галтелями радиусом большим или равным 0,4 - 0,5 номинального радиуса основного галтельного перехода.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления коленчатых валов | 1991 |
|
SU1792817A1 |
| КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2106547C1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2080230C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1991 |
|
RU2007287C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2064854C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2006 |
|
RU2337802C2 |
| Коленчатый вал и способ его изготовления | 1991 |
|
SU1796781A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2009 |
|
RU2420386C2 |
Изобретение относится к технике восс.тановления ступенчатых валов и может быть использовано при восста новлении поверхностей трения коленчатых валов и других деталей с цнлинд- рическиьш поверхностями, имeющи и галтельные переходы. Цель изобретения - обеспечение усталостной прочно - сти деталей в частности коленчатого вала, при их восстановлении. Восстанавливаемые шейки механически обраба тывают с образованием заглубления па величину примерно 0,01 диаметра шейки g с галтелями радиусом г, равным илн большим 0,4-0,5 радиуса основной галтели. Это исключает усталостное разрушение коленчатого вала по созданной технологической галтели. Затем производят нанесение металла и окончательную механическую обработку шеек до номинального (чертежного) размера. 6 ил.
muz.l
Фиг.з
фиг.
10
2 3 f 5 7 W
Редактор А.Ворович
te.
Составитель Н.Тютченкова
Техред Л.Сердюкова Корректор| Г.Решетник
Г
фиг.5
J S f/.ц
| Хасуй А | |||
| Техника напыления | |||
| М.; Машиностроение, 1975, .пер | |||
| с япоН., с .42-44, табл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Черноиванов В.И | |||
| и др | |||
| Восстанови лекие деталей сельскохозяйственных машин | |||
| И.: Колос, 1983, с.191-192 | |||
| Справочник инженера-механика | |||
| Т.- Технология ремонта автомобилей,, t /Под ред | |||
| В.В.Ефремова.М.:Транспорт, 1965 с.547-548. | |||
