Изобретение относится к области машиностроения и может использоваться в поршневых машинах, преимущественно в двигателях внутреннего сгорания.
Известен коленчатый вал, содержащий коренные и шатунные шейки с галтелями.
Известен также коленчатый вал, содержащий коренные и шатунные шейки с галтелями. Опорные поверхности коренных и шатунных шеек закалены с использованием индукционного нагрева. До и после закалки на цилиндрической поверхности обрабатывается углубление таким образом, что его основание и края находятся в закаленной зоне.
К недостаткам конструкции относятся низкие показатели технологичности и эксплуатационных качеств. В процессе индукционного нагрева шеек коленчатый вал деформируется, в результате чего может не хватить припуска на окончательную обработку шеек, что приводит к росту брака при изготовлении коленчатых валов.
Параметры углубления не связаны с параметрами шеек и их галтелей. Это может привести либо к тому, что углубление окается в зоне наибольших напряжений галелей и оно резко снизит усталостную олговечность коленчатого вала, либо к не- правданномучуввл1йЦёйй1б раз меров шеек, то ведет к увеличению размена коленчатого вала и двигателя в целом.
В процессе эксплуатации коленчатый вал деформируется. При шлифовании шеек о ремонтного размера из-за деформаций ожет не хватить припуска для обработки шеек до ближайшего ремонтного размера. В этом случае шейки обрабатываются через один или несколько ремонтных размеров, что приводит к снижению долговечности коенчатого вала, к неравномерному потреблениювкладышей каждого ремонтного размера и, как следствие, к значительным трудностям в их изготовлении и снабжении ими ремонтных предприятий.: . ..;
Наиболее близким .техническим решением к п редла гаемой .конструкций является коленчатый вал, содержащий коренные и шатунные шейки с галтелями. Поверхностный слой коренных и шатунных шеек с галтелями выполнен в виде покрытия из материалов с необходимыми триботехниче- скими свойствам. :
Известен способ изготовления коленча того вала, включающий изготовление коренных и шатунных шеек с галтелями.
Недостаток известной конструкции и способа ее изготовления заключается), в том, что они не обеспечивают высокие эксплуатационные качества коленчатого вала, связанные со стабильностью его свойств до и после каждого восстановления.
Конструкция и способ не обеспечивает: сохраняемость исходной геометрии галтелей при шлифовании шеек до ремонтных размеров. Это приводит к потере усталостной долговечности коленчатого вала при переменных нагрузках; сохраняемость размера опасного сечения, что приводит к потере усталостной долговечности коленчатого вала; сохраняемость размера ширины шеек, что приводит к снижению ресурса коленчатого вала по критерию прочности и износостойкости, при динамических нагрузках.
Целью изобретения является повышение эксплуатационных качеств коленчатого вала путем обеспечения стабильности его свойств до и после каждого последующего ремонта за счет возможности восстановления у коленчатого вала ресурса по износу без потерь ресурса по сопротивлению усталости.
Поставленная цель достигается тем, что в известной конструкции коленчатого вала, содержащего корённые и шатунные шейки с галтелями, эти шейки снабжены
дополнительно углублениями с галтелями, расположенными симметрично галтелям соответствующих шеек, В углублении на всей длине находится зафиксированный элемент из материала с необходимыми триботехническими свойствами. Уровень нахождения покрытия должен быть не ниже кромок .перехода от галтелей соответствующей шейки к углублению. Длина I углубления, радиусы R галтелей шеек и длина L шеек связаны
соотношением
L-2R L-R,
а радиус г галтелей углубления равен величине 0,5R; В углублениях могут находиться зафиксированные покрытия, несколько вкладышей или лента.
;.; Поставленная цель достигается также тем, что в известном способе изготовления
коленчатого вала, включающем изготовление коренных и шатунных шеек с галтелями, на шейках выполняют дополнительно углубления с галтелями симметрично галтелям соответствующих шеек. Углубления заполняют на всей длине покрытием из материала с необходимыми триботехническими свойствами. Уровень заполнения должен быть не ниже кромки перехода от гЩгтелей соответствующей шейки к углублению. 06работка углубления осуществляется на дли; не I, связан ной с радиусом R шейки и длиной L шейки, следующим соотношением
40
L-R,
а радиус г галтелей углубления выполняется равным величине 0.5R. В углублениях могут устанавливаться и фиксироваться вкладыши или лента.
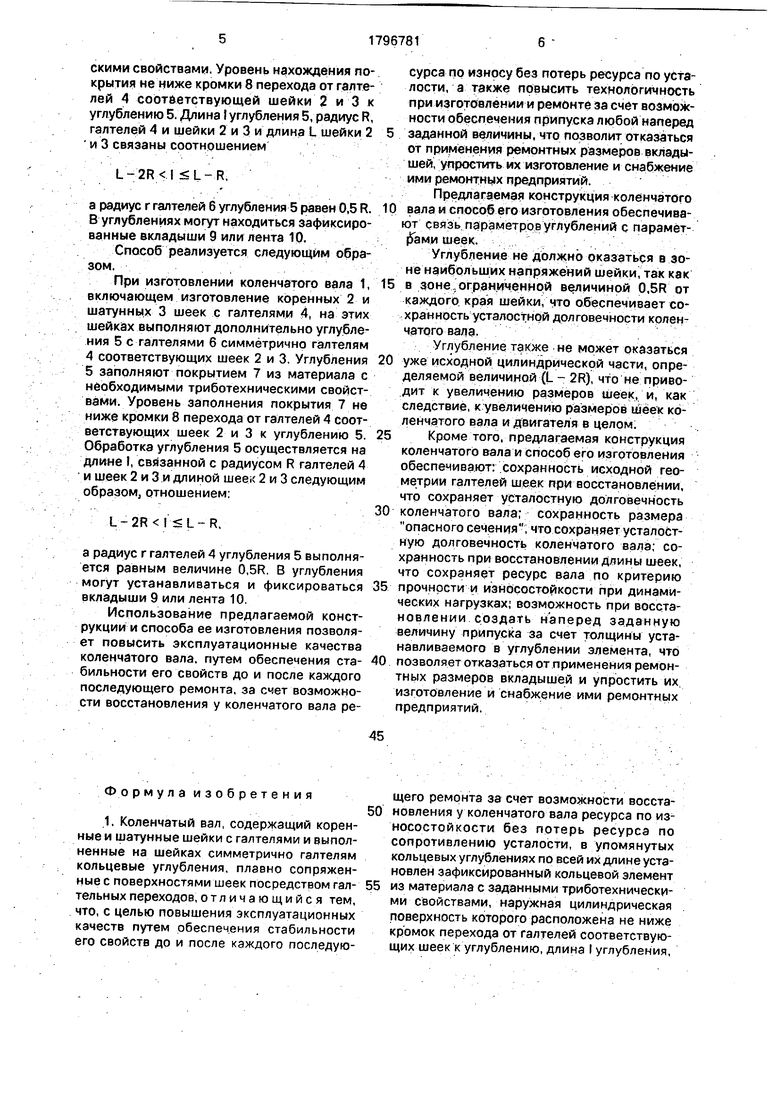
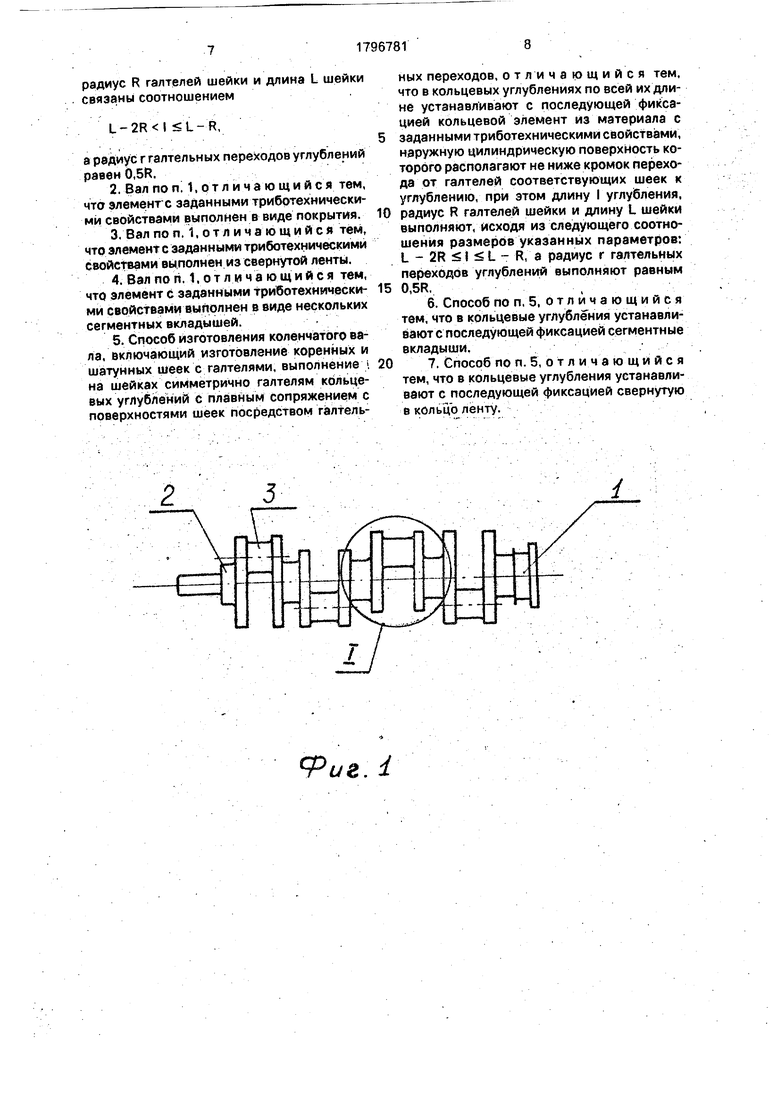
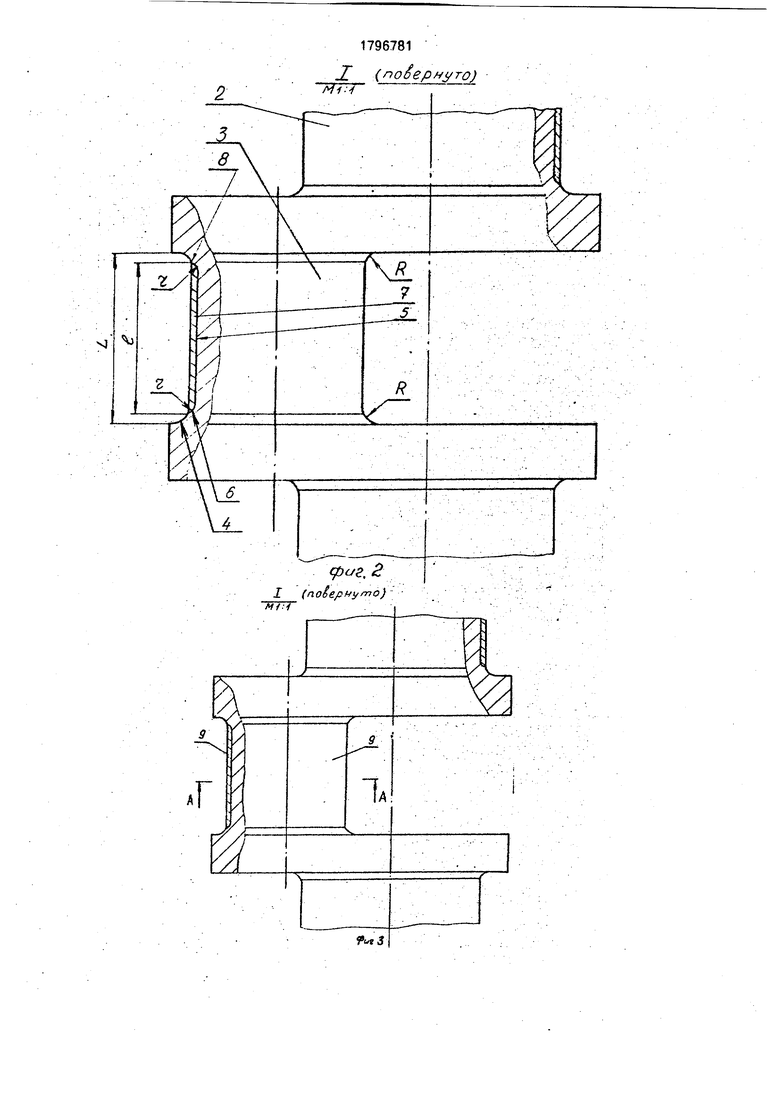
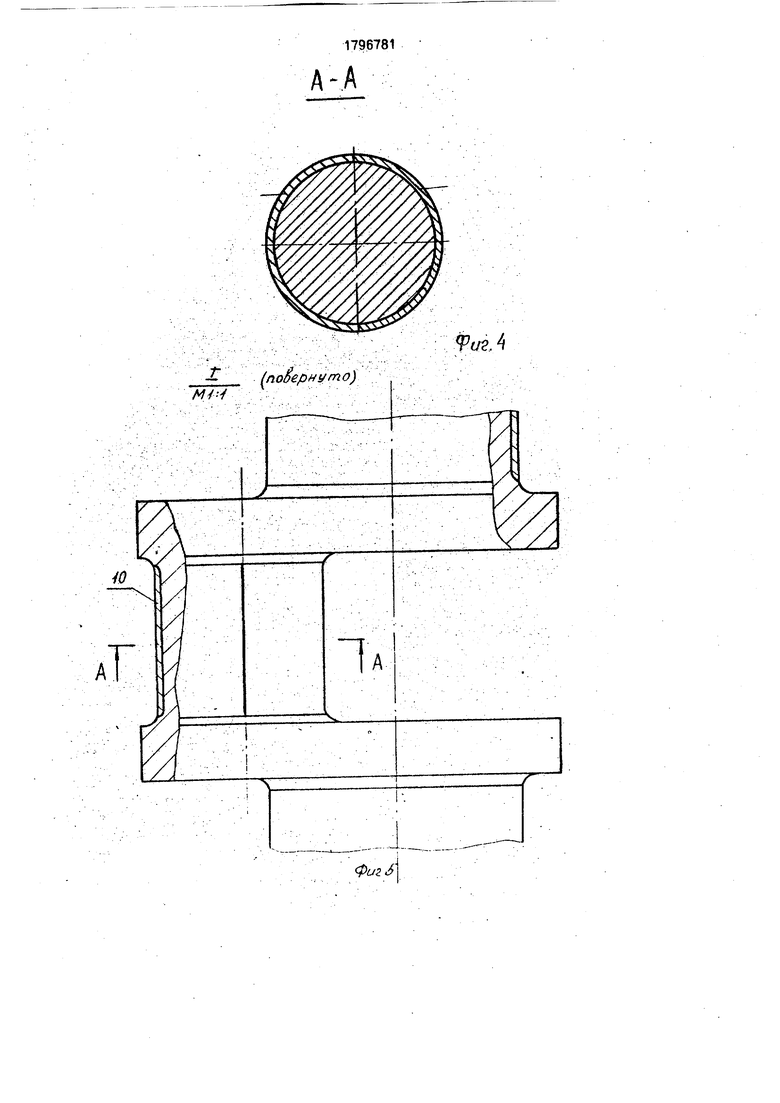
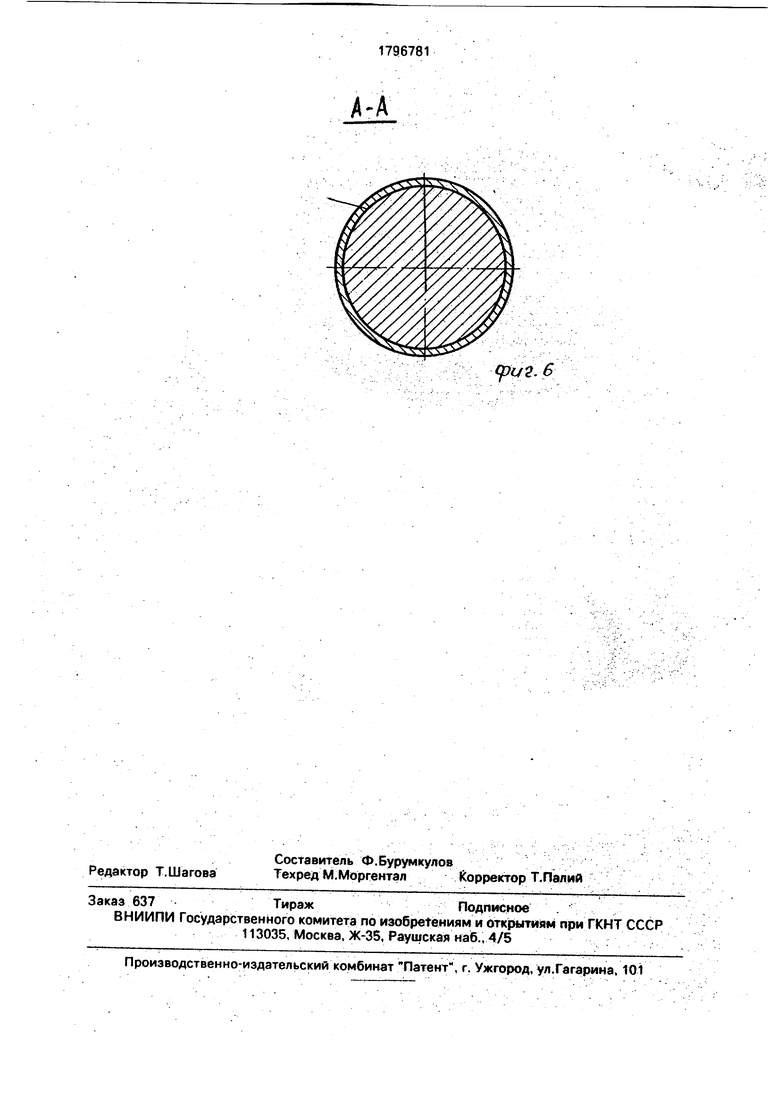
На фиг. 1 представлен коленчатый вал; на фиг. 2 - шатунная и коренные шейки с покрытиями, расположенными в углублениях; на фиг, 3 и 4 - шатунные и коренные шейки с вкладышами, расположенными в
углублениях; на фиг. 5 и 6 - шатунная и коренные шейки с лентой, расположенной в углублении.
Коленчатый вал 1 содержит коренные 2 и шатунные 3 шейки с галтелями 4. Шейки 2
и 3 снабжены углублениями 5 с галтелями 6. Углубления 5 расположены симметрично галтелям 4 соответствующих шеек 2 и 3; В углублениях 5 находится покрытие 7 из материалов с необходимыми триботехническими свойствами. Уровень нахождения покрытия не ниже кромки 8 перехода от галтелей 4 соответствующей шейки 2 и 3 к углублению 5. Длина I углубления 5, радиус R, галтелей 4 и шейки 2 и 3 и длина L шейки 2 и 3 связаны соотношением
L-R,
а радиус г галтелей б углубления 5 равен 0,5 R. В углублениях могут находиться зафиксированные вкладыши 9 или лента 10.
Способ реализуется следующим образом.
При изготовлении коленчатого вала 1, включающем изготовление коренных 2 и шатунных 3 шеек с галтелями 4, на этих шейках выполняют дополнительно углубления 5 с галтелями 6 симметрично галтелям
4 соответствующих шеек 2 и 3. Углубления
5 заполняют покрытием 7 из материала с необходимыми триботехническими свойствами. Уровень заполнения покрытия 7 не ниже кромки 8 перехода от галтелей 4 соответствующих шеек 2 и 3 к углублению 5. Обработка углубления 5 осуществляется на длине 1, связанной с радиусом R галтелей 4 и шеек 2 и 3 и длиной шеек 2 и 3 следующим образом, отношением:
L-R,
а радиус г галтелей 4 углубления 5 выполняется равным величине 0,5R. В углубления могут устанавливаться и фиксироваться вкладыши 9 или лента 10.
Использование предлагаемой конструкции и способа ее изготовления позволяет повысить эксплуатационные качества коленчатого вала, путем обеспечения стабильности его свойств до и после каждого последующего ремонта, за счет возможности восстановления у коленчатого вала ресурса по износу без потерь ресурса по усталости, а также повысить технологичность при изготовлении и ремонте за счет возможности обеспечения припуска любой наперед 5 заданной величины, что позволит отказаться от применения ремонтных размеров вкладышей, упростить их изготовление и снабжение ими ремонтных предприятий.
Предлагаемая конструкция коленчатого
0 вала и способ его изготовления обеспечивают связь параметров углублений с параметрами шеек.
Углубление не должно оказаться в зоне наибольших напряжений шейки, так как
5 в зоне.ограниченной величиной 0.5R от каждого, края шейки, что обеспечивает сохранность усталостнрй долговечности коленчатого вала.
Углубление также не может оказаться
0 уже исходной цилиндрической части, определяемой величиной {( - 2R), что не приводит к увеличению размеров шеек, и, как следствие, к увеличению размеров шеек коленчатого вала и двигателя в целом;
5 Кроме того, предлагаемая конструкция коленчатого вала и способ его изготовления обеспечивают: .сохранность исходной геометрии галтелей шеек при восстановлении, что сохраняет усталостную долговечность
0 коленчатого вала; сохранность размера опасного сечения ; что сохраняет усталостную долговечность коленчатого вала; сохранность при восстановлении длины шеек, что сохраняет ресурс вала по критерию
5 прочности и износостойкости при динамических нагрузках; возможность при восстановлении создать наперед заданную величину припуска за счет толщины устанавливаемого в углублении элемента, что
0 позволяет отказаться от применения ремонтных размеров вкладышей и упростить их. изготовление и снабжение ими ремонтных предприятий.

| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2106547C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| Способ восстановления коленчатых валов | 1991 |
|
SU1792817A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2006 |
|
RU2337802C2 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2064854C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1991 |
|
RU2007287C1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2080230C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| Способ восстановления шеек коленчатого вала,изношенных сверх пределов ремонтных размеров | 1986 |
|
SU1442355A1 |
| Способ восстановления шеек коленчатых валов путем приклеивания полукольцевых накладок | 2021 |
|
RU2766395C1 |
Ф.о рмула изобретения
радиус R галтелей шейки и длина L шейки связаны соотношением
L-2RO «SL-R,
а радиус г галтельных переходов углублений равен 0.5R.
ных переходов, отличающийся тем, что в кольцевых углублениях по всей их длине устанавливают с последующей фиксацией кольцевой элемент из материала с
заданными триботехническимй свойствами, наружную цилиндрическую поверхность которого располагают не ниже кромок перехода от галтелей соответствующих шеек к углублению, при этом длину I углубления,
радиус R галтелей шейки и длину L шейки выполняют/исходя из следующего соотношения размеров указанных параметров: L - 2R 51 L - R, а радиус г галтельных переходов углублений выполняют равным
0,5R.
1796781
А-А
А//--/
(повернуто)
1
,. ±
риг6
| ПатентСША №3598458, )(л | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
