Фаг. г
4
Изобретение относится к области прокатного производства, в частности трубопрокатного производства, и может найти применение в дефектоскопии трубопрокатного производства.
Целью изобретения является повышение производительности рольганга путем автоматической регулировки усилия прижатия роликов к транспортируемому изделию.
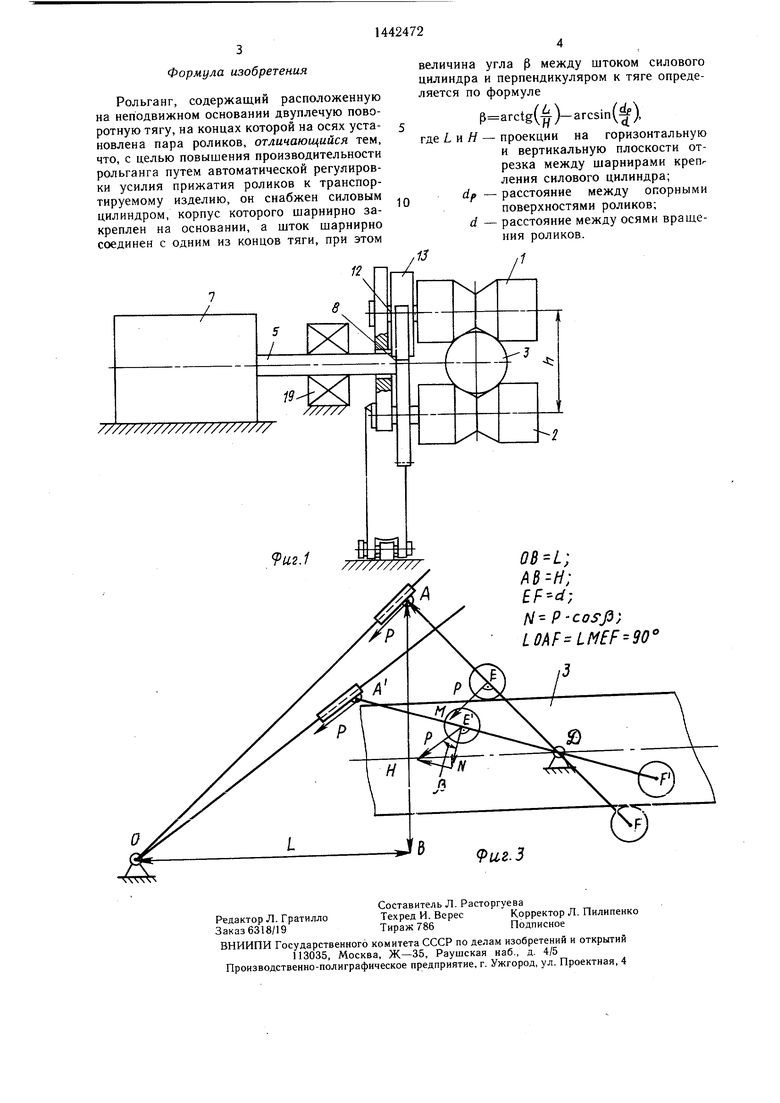
На фиг. 1 приведено устройство, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3- кинематическая схема устройства прижатия роликов к трубопрокату.
Рольганг содержит пару роликов 1 и 2, охватывающих трубопрокат 3. Ролики 1 и 2 установлены на концах двуплечей поворотной тяги 4. Нижний ролик 2 приводной, связанный валом 5, проходящим через центр тяжести 6 системы, с электроприводом 7. На конце 8 вала 5 находится зубчатое колесо 9, которое входит в зацепление с колесом 10, установленным жестко на оси 11 ролика 2, смонтированной на тяге 4. Ролик 1 установлен на тяге 4 посредством оси 12. На оси 12 ролика 1 установлен противовес 13 Посредством шарнира 14 один из концов 15 тяги 4 удлинен и шарнирно связан со щто- ком 16 силового цилиндра, например пнев- моцилиндра 17, корпус которого шарнирно установлен на жестком основании 18. Устройство включает также опору 19 вала 5.
На фиг. 3 обозначены: О - точка шарнирного закрепления корпуса пневмоцилиНлЧ- ра 17; D - ось вращения тяги 4; ЛИ - точки соединения тяги 4 со штоко.м 16 пневмо- цилиндра 17; , - ось 12 вращения ролика 1; F,F - ось II вращения ролика 2.
При этом величина угла р между штоком 16 силового цилиндра и перпендикуляром к тяге определяется по формуле
P arctg(j)-arcsin(f),
Н
где L, Н - проекции на горизонтальную и вертикальную плоскости отрезка между шарнирами крепления силового цилиндра;
df - расстояние между опорными поверхностями роликов; d - расстояние между осями вращещения роликов.
Усилие воздействия штока 16 пневмоци- линдра 17 на тягу 4-рав но Р и направлено всегда вдоль штока 16 пневмоцилиндра 17 (фиг. 3). Это усилие Р воздействует на тягу 4. Вращающий момент на тяге 4 создается усилием N, величина которого определяется из силового треугольника разложения силы Р на две составляющие: перпендикулярно тяге 4 (N) и направленную вдоль тяги 4 (не обозначена). Усилие N определяется по формуле , где Р - угол между векторами Р и /V. Величина угла Р, а следовательно, и усилия N изменяется в зависимости от взаимного положения штока 16 и тяги 4.
5
Угол Р равен нулю только в одном положении, когда шток 16 и тяга 4 перпендикулярны, в этом случае усилие и максимальное. Во всех других взаимных положениях штока 16 и тяги 4 предлагаемого устройства и N P-cos iP. Устройство выполнено таким образом, что шток 16 и тяга 4 перпендикулярны в том случае, когда по рольгангу проходит трубопрокат 3 максимального диаметра. Регулировка усилия прижатия необходима в случае чрезмерно большого усилия прижатия, так как трубопрокат 3 может потерять устойчивость и прогнуться, в случае малого - могут возникнуть зазоры между роликами 1 и 2 и трубопрокатом 3, что приг ведет к нарушению соосности оси D и продольной оси трубопроката 3, а это может повлечь за собой поломку механизмов,, расположенных в зоне рольганга, например дефектоскопов.
Устройство работает следующим образом.
0 Трубопрокат 3 подается на рольганг по его оси или справа. При этом ролики могут быть сведены, т. е. настроены на диаметр трубопроката 3, или разведены (если подача трубопроката 3 сбоку - справа).
Включают пневмоцилиндр 17. Шток 16 пневмоцилиндра 17 перемещается, при это.м он вращает тягу 4 вместе с роликами 1 и 2 вокруг оси D до упора роликов 1 и 2 в трубопрокат 3. Затем пневмоцилиндр 17 отключается и выполняет роль демпфера. ВклюQ чают электропривод 7, вращение вала 5 передается на зубчатое колесо 9, которое входит в зацепление с зубчатым колесом 10, установленным на оси 11. Ось 11 свободно поворачивается (например, Р подшипниках) относительно тяги 4. Для обеспечения урав5 новешивания масс, вращающихся вокруг оси D, на оси 12 ролика 1 установлен противовес 13. Таким образом, рольганг обеспечивает соосную подачу трубопроката (например, в устройства дефектоскопии) и регулировку усилия сжатия трубопроката 3 ро ликами 1 и 2, что очень Важно при транспортировке тонкостенных труб малого диаметра. Соотношение усилий Р на штоке пневмоцилиндра и jV со стороны роликов на стабк- лизируемый прокат определяется углом р:
5 P-cosp,
где p aгctg(L/Я)-arcsin(af/./rf); d - расстояние между опорными поверхностями роликов или диаметр стабилизируемого проката. Точка закрепления пневмоцилиндра выбра0 на так, что при максимальном диаметре стабилизируемого проката
а rctg(L/W)arcsin(d,, /d)
и , при этом N .
При уменьилении dp угол р увеличивается, соответственно уменьшается усилие Л со сто- 5 роны устройства на стабилизируемый прокат, т. е. устройство обеспечивает автоматическую регулировку усилия на стабилизируемый прокат.
Формула изобретения
Рольганг, содержащий расположенную на неподвижном основании двуплечую поворотную тягу, на концах которой на осях установлена пара роликов, отличающийся тем, что, с целью повышения производительности рольганга путем автоматической регулировки усилия прижатия роликов к транспортируемому изделию, он снабжен силовым цилиндром, корпус которого шарнирно закреплен на основании, а шток шарнирно соединен с одним из концов тяги, при этом
величина угла р между штоком силового цилиндра и перпендикуляром к тяге определяется по формуле
P arctg()-arcsin(),
где L и Я - проекции на горизонтальную и вертикальную плоскости отрезка между шарнирами креп ления силового цилиндра; d/ - расстояние между опорными
поверхностями роликов; d - расстояние между осями вращения роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сбрасыватель длинномерных материалов с роликового конвейера | 1988 |
|
SU1601046A1 |
| УСТАНОВКА ДЛЯ ЛОМКИ ПРУТКОВЫХ И ТРУБЧАТЫХ МАТЕРИАЛОВ | 1990 |
|
RU2025231C1 |
| Передвижной исчезающий упор | 1980 |
|
SU1069895A1 |
| Устройство для групповой газовойРЕзКи HA МЕРНыЕ зАгОТОВКи | 1979 |
|
SU846152A1 |
| Устройство для центрирования круглого проката | 1976 |
|
SU604599A1 |
| УПОР ДЛЯ ОСТАНОВКИ ПАКЕТА ЛИСТОВ НА РОЛЬГАНГЕ | 1989 |
|
RU2019327C1 |
| УСТРОЙСТВО для КАНТОВКИ ЦИЛИНДРИЧЕСКИХЗАГОТОВОК | 1970 |
|
SU264902A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЛИТЫХ ЗАГОТОВОК ПОД ПРОШИВКУ | 1995 |
|
RU2102166C1 |
| КОЛЕСНЫЙ РОЛЬГАНГ | 1997 |
|
RU2155111C2 |
| Ножницы для резки проката | 1984 |
|
SU1165532A2 |
Изобретение относится к прокатному производству и м. б. использовано в дефектоскопии трубопрокатного производства. Цель - повышение произ-сти рольганга путем автоматической регулировки усилия прижатия роликов (Р) к транспортируемому изделию. На неподвижном основании конвейера расположена поворотная тяга 4, на концах которой на осях 11 и 12 уста; овлены Р. На основании 18 шарнирно закреплен корпус силового цилиндра (СЦ) 7, шток 6 которого шарнирно соединен с концом 15 тяги 4. Величика угла р между штоком 16 и перпендикуляром к тяге 4 определяется по формуле p aгctg(L/Я)-arcsin(d,t)/d), где L, Я - проекции на горизонтальную и вертикальную плоскости отрезка между шарнирами крепления СЦ П; dp - расстояние между опорными поверхностями Р; d - расстояние между осями 11 и 12 вращения Р. При включенном СЦ 17 шток 16 перемещается и вращает тягу 4 с Р до нх е трубо- прокат 3. Затем СЦ 17 отк.яючается и выполняет роль демпфера. Соотношение усилий Ш на штоке 16 и со стороны Р на стабилизируемый прокат 3 определяется углом р. 3 ил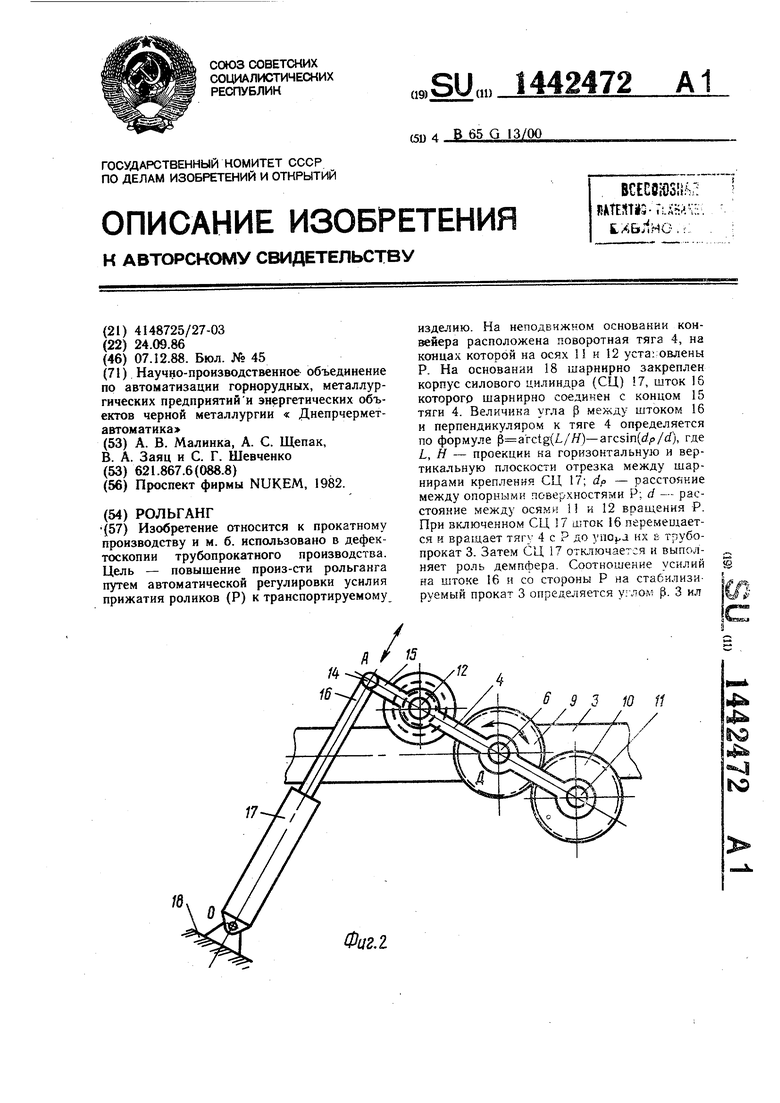
P cosjd) 90°
| Проспект фирмы NUKEM, 1982. |
