Изобретение относится к области прокатного производства и касается усовершенствования вспомогательного оборудования трубопрокатных цехов.
Известно устройство для центрирования круглого проката, содержащее станину, размещенные в ней два приводных ролика и два холостых прижимных ролика, щарнирно установленных на рычагах попарно и связанных с пневмоцилиндром их сведения 1.
Однако ввиду отсутствия жесткой связи приводного и холостого роликов в каждой паре такое устройство не может быть применено для щирокого диапазона труб.
Наиболее близким к предлагаемому является устройство для центрирования круглого проката, содержащее станину, установленные в ней два приводных ролика и холостой прижимной ролик, связанный через рычаг с пневмоцилиндром его перемещения.
Однако известное устройство не позволяет обеспечить надежное центрирование труб широкого диапазона с распределением усилия прижатия, создаваемого прижимным роликом равномерно на каждый из приводных роликов при расположении нажимного ролика в исходном положении заведомо ниже верхней образующей приводных роликов и линии транспортирования трзб.
Целью изобретения является расширение
диапазона диаметров труб при их надежном центрировании. Это достигается тем, что предлагаемое устройство для центрирования круглого проката, преимущественно труб, содержащее станину, установленные в ней приводные ролики и холостой прижимной ролик, связанный через рычаг с пневмоцилиндром его перемещения, снабжено зубчатым колесом, щарнирно установленным на штоке превмоцилиндра, и находящимся с ним в постоянном зацеплении зубчатым сектором, неподвижно закрепленным в станине, а рычаг выполнен в виде связанных между собой поводка, жестко соединенного с зубчатым колесом, и вилки, несущей холостой прижимной ролик.
Такое конструктивное выполнение устройства для центрирования труб позволяет обеспечить надежное центрирование щирокого диапазона диаметров за счет создания благоприятных условий для поддержания постоянства расположения оси центрируемой трубы в горизонтальной плоскости при ее вращении, что достигается путем настройки взаимного расположения вилки, несущей холостой ролик, и поводка, жестко соединенного с зубчатым колесом, находящимся в постоянном зацеплении с установленным на станине зубчатым сектором. При этом обеспечивается прижатие холостым .роликом в рабочем положении трубы по ее верхней образующей с возможностыо расположения прижимного холостого ролика в исходном положении заведомо ниже верхних образующих приводных роликов и уровня транспортирования труб.
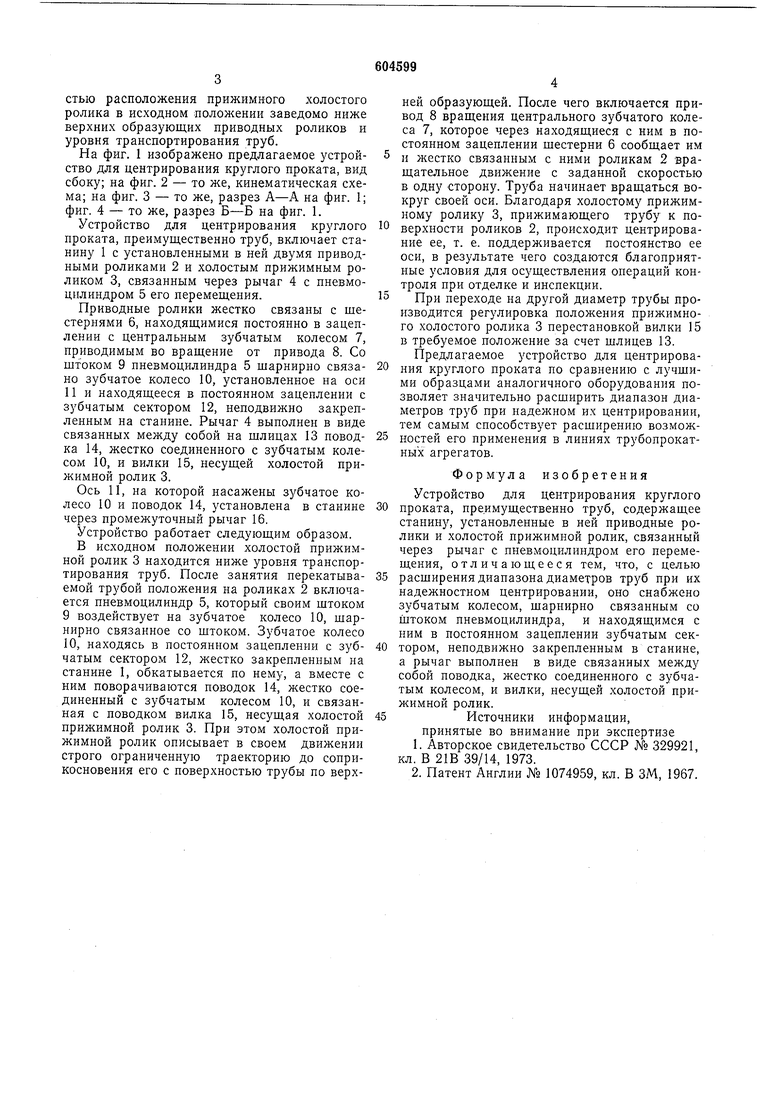
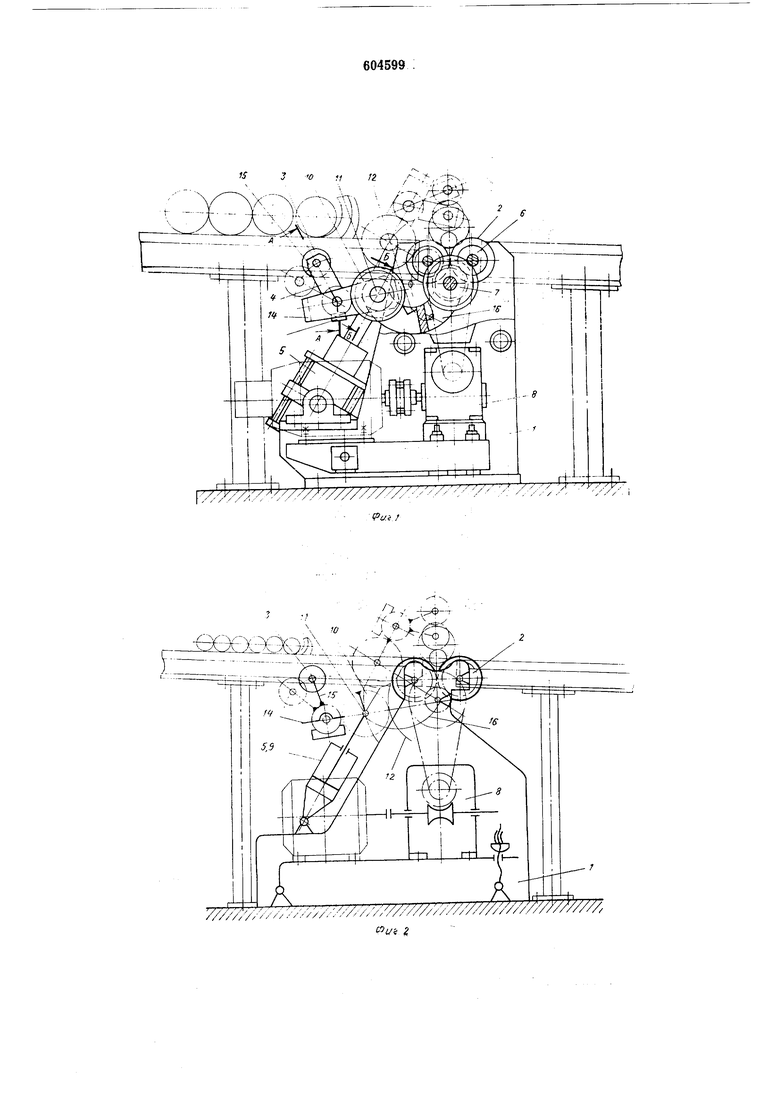
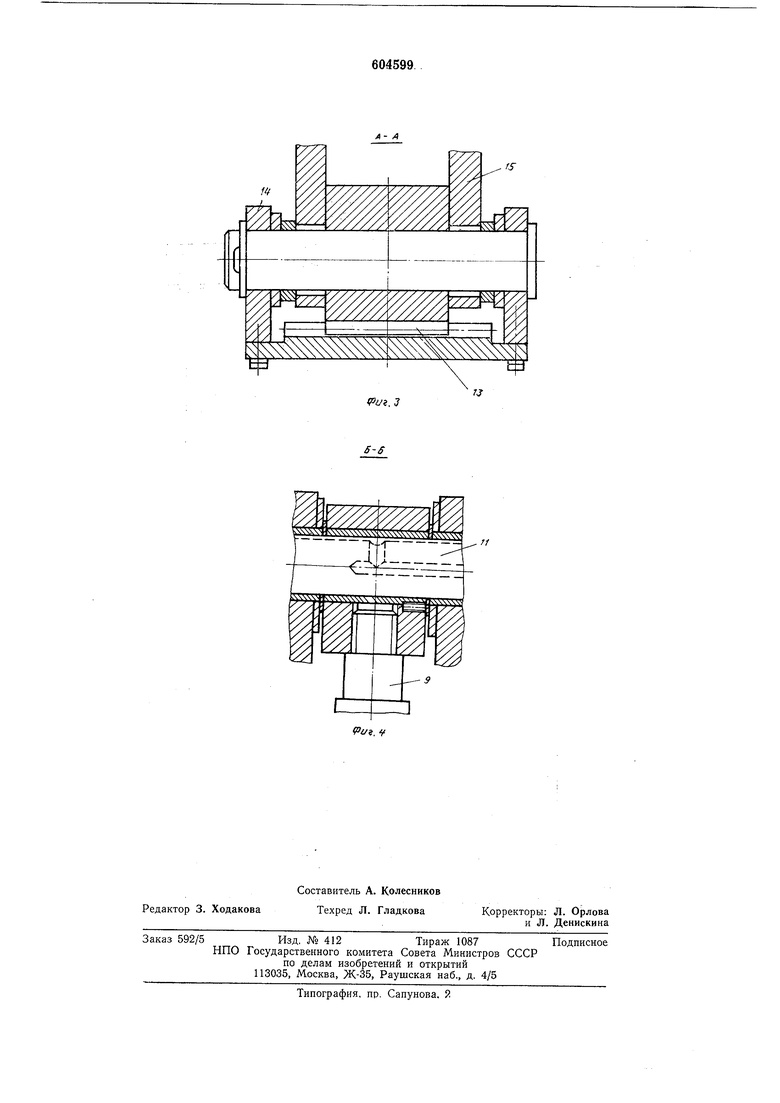
На фиг. 1 изображено предлагаемое устройство для центрирования круглого проката, вид сбоку; на фиг. 2 - то же, кинематическая схема; на фиг. 3 - то же, разрез А-А на фиг. 1; фиг. 4 - то же, разрез Б-Б на фиг. 1.
Устройство для центрирования круглого проката, преимущественно труб, включает станину 1 с установленными в ней двумя приводными роликами 2 и холостым прижимным роликом 3, связанным через рычаг 4 с пневмоцилиндром 5 его перемещения.
Приводные ролики жестко связаны с щестерпями 6, находящимися постоянно в зацеплении с центральным зубчатым колесом 7, приводимым во вращение от привода 8. Со штоком 9 пневмоцилиндра 5 шарнирно связано зубчатое колесо 10, установленное на оси 11 и находящееся в постоянном зацеплении с зубчатым сектором 12, неподвижно закрепленным на станине. Рычаг 4 выполнен в виде связанных между собой на щлицах 13 поводка 14, жестко соединенного с зубчатым колесом 10, и вилки 15, несущей холостой прижимной ролик 3.
Ось 11, на которой насажены зубчатое колесо 10 и поводок 14, установлена в станине через промежуточный рычаг 16.
Устройство работает следующим образом.
В исходном положении холостой прижимной ролик 3 находится ниже уровня транспортирования труб. После занятия перекатываемой трубой положения на роликах 2 включается пневмоцилиндр 5, который своим штоком 9 воздействует на зубчатое колесо 10, шарнирно связанное со штоком. Зубчатое колесо 10, находясь в постоянном зацеплении с зубчатым сектором 12, жестко закрепленным на станине 1, обкатывается по нему, а вместе с ним поворачиваются поводок 14, жестко соединенный с зубчатым колесом 10, и связанная с поводком вилка 15, несущая холостой прижимной ролик 3. При этом холостой прижимной ролик описывает в своем движении строго ограниченную траекторию до соприкосновения его с поверхностью трубы по верхней образующей. После чего включается привод 8 вращения центрального зубчатого колеса 7, которое через находящиеся с ним в постоянном зацеплении шестерни 6 сообщает им и жестко связанным с ними роликам 2 вращательное движение с заданной скоростью в одну сторону. Труба начинает вращаться вокруг своей оси. Благодаря холостому прижимному ролику 3, прижимающего трубу к поверхности роликов 2, происходит центрирование ее, т. е. поддерживается постоянство ее оси, в результате чего создаются благоприятные условия для осуществления операций контроля при отделке и инспекции.
При переходе па другой диаметр трубы производится регулировка положения прижимного холостого ролика 3 перестановкой вилки 15 в требуемое положение за счет шлицев 13.
Предлагаемое устройство для центрирования круглого проката по сравнению с лучшими образцами аналогичного оборудования позволяет значительно расширить диапазон диаметров труб при падежном их центрировании, тем самым способствует расширению возможностей его применения в линиях трубопрокатных агрегатов.
Формула изобретения
Устройство для центрирования круглого проката, преимущественно труб, содержащее станину, установленные в ней приводные ролики и холостой прижимной ролик, связанный через рычаг с пневмоцилиндром его перемещения, отличающееся тем, что, с целью расширения диапазона диаметров труб при их надежностном центрировании, оно снабжено зубчатым колесом, шарнирно связанным со Щтоком пневмоцилиндра, и находящимся с ним в постоянном зацеплении зубчатым сектором, неподвижно закрепленным в станине, а рычаг выполнен в виде связанных между собой поводка, жестко соединенного с зубчатым колесом, и вилки, несущей холостой прижимной ролик.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 329921, кл. В 21В 39/14, 1973.
2.Патент Англии № 1074959, кл. В ЗМ, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки дефектов проката | 1972 |
|
SU481403A1 |
| Трубогибочный автомат | 1986 |
|
SU1526871A1 |
| АГРЕГАТ ДЛЯ УКЛАДКИ ОПТОВОЛОКОННОГО КАБЕЛЯ НА ПРОВОД ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧ | 1996 |
|
RU2124256C1 |
| Устройство для вращения длинномерного проката | 1988 |
|
SU1526864A1 |
| Центрирующий механизм для устройств чистки и окраски металлургических емкостей | 1981 |
|
SU961849A1 |
| Устройство для позиционнойОбРАбОТКи бРуСКОВыХ дЕТАлЕйМЕбЕли | 1978 |
|
SU810485A1 |
| Машина для пакетировки и обвязки проволокой сортового проката | 1969 |
|
SU441992A1 |
| Устройство для нанесения термопластического подноска на обувную заготовку | 1976 |
|
SU659135A1 |
| МИКРОТОМ ДЛЯ БОЛЬШИХ СРЕЗОВ | 1969 |
|
SU234702A1 |
| Устройство для позиционной обработки брусковых деталей | 1980 |
|
SU912494A1 |
ч....ь -:-V -М 4 5 . . : ,
ЧЕ
7J
tput, 3
