Известны форматные станки для раскроя щитов с применением в качестве рабочих органов круглых пил. Однако известные форматные станки требуют применения операции по предварительной разметке щитов карандашом с помощь угольника и линейки.
Предлагаемый станок для раскроя щитов указанного недостатка не имеет. Это осуществляется применением в предлагаемом станке электромеханической следящей системы, работающей в полуавтоматическом режиме с командоаппаратом типа контактного приспособления.
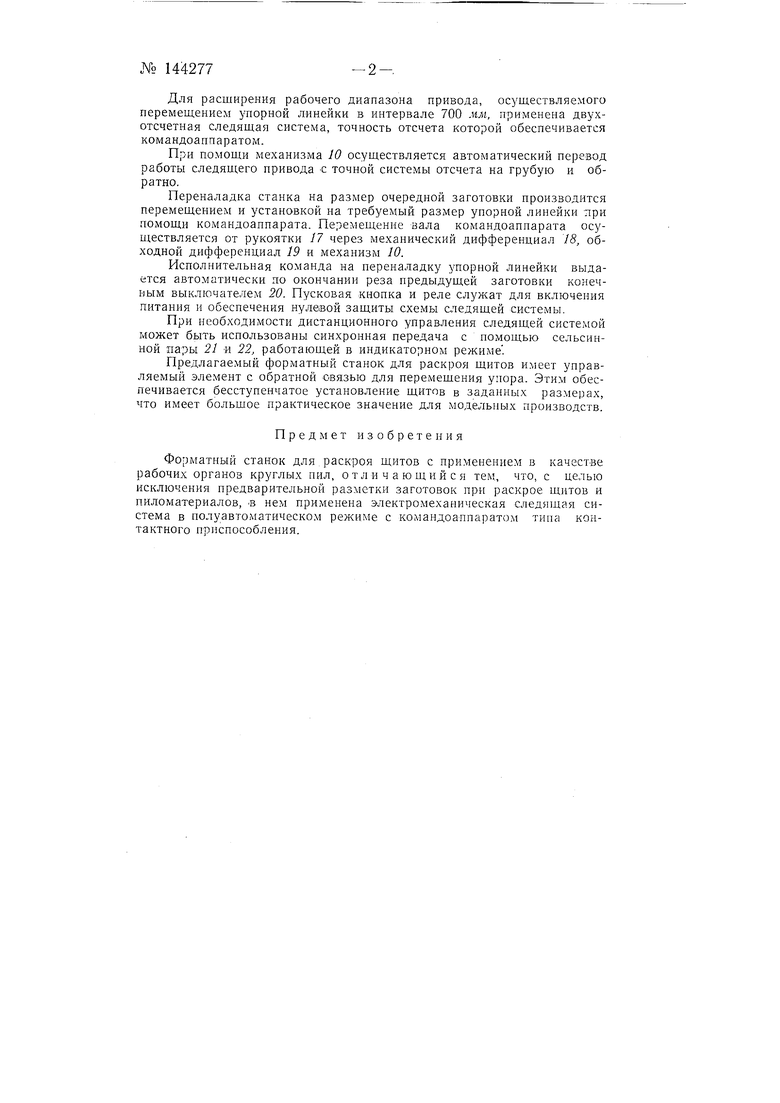
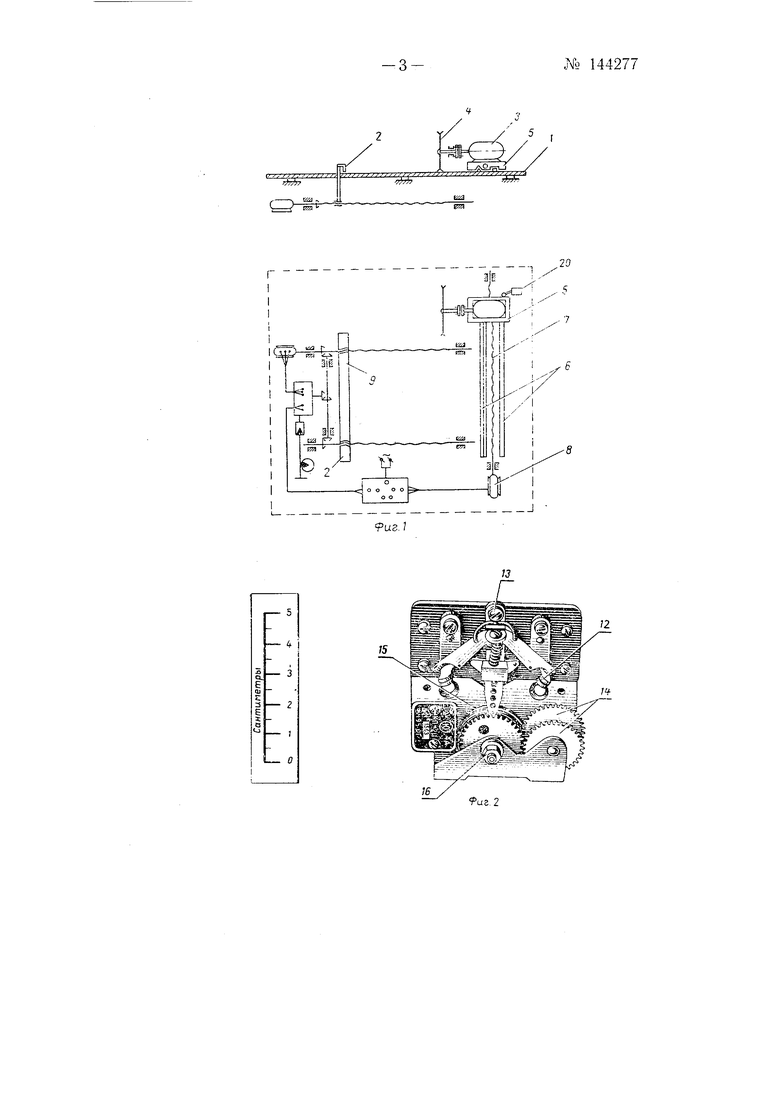
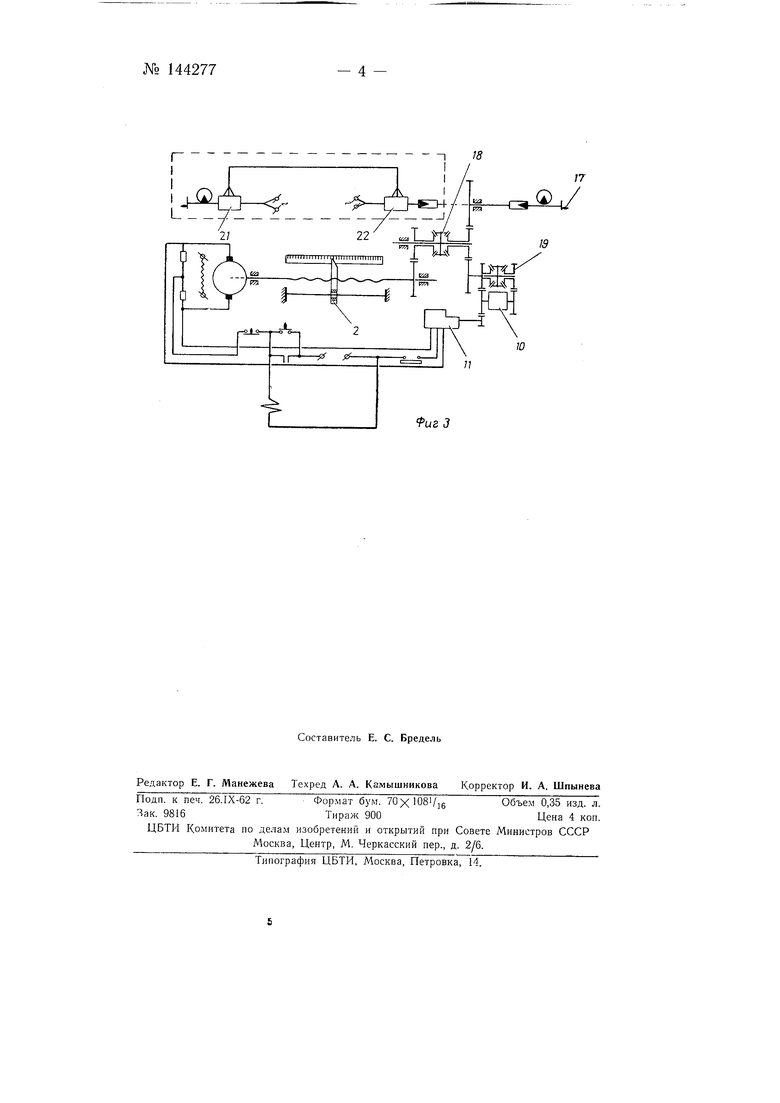
На фиг. 1 изображена кинематическая схема предлагаемого станка; на фиг. 2 - схематически изображен командоаппарат; на фиг. 3 - принципиальная схема следящего электропривода.
На столе 1 станка монтиро ван механизм резания и перемещается с ПОМОЩЬЮ следящ.его привода упорная линейка 2. Механизм резания содержит электродвигатель 3 с удлиненным валом, на котором закреплена дисковая пила 4. Электродвигатель монтируется на суппорте 5, который может перемещаться по направляющим 6 посредством винта 7, вращаемого двигателем 8, в направлении, параллельном упорной линейке 9. Упорная линейка 9 может перемещаться вдоль стола, относительно плоскости резания, с помощью .винта следящего электропривода.
Управляет работой следящей системы механизм 10, содержащий мальтийский крест, и электромеханический командоаппарат /7 типа КН-211. Командоаппарат представляет собой электромеханическое лри,пособление с двумя парами контактов 12, имеющих общую точку 13. Механическая часть командоаппарата состоит из двух пар щестерен 14, каждая из которых имеет свой диск с прорезью 15. Совпадением прорезей дисков фиксируется исходное положение командоаппарата.
Коэффициент передачи шестерен командоапларата обеспечивает несовпадение прорезей дисков в пределах угла рассогласования, равного 24 оборотам входного вала 16.
№ 144277- 2Для расширения рабочего диапазона привода, осуществляемого перемещением упорной линейки в интервале 700 мм, применена двухотсчетная следящая система, точность отсчета которой обеспечивается командоаппаратом.
При помощи механизма JO осуществляется автоматический перевод работы следящего привода с точной системы отсчета на грубую и обратно.
Переналадка станка на размер очередной заготовки производится перемещением и установкой на требуемый размер упорной линейки лри помощи командоаппарата. Перемещение вала командоаппарата осуществляется от рукоятки 17 через механический дифференциал 18, обходной дифференциал 19 и механизм 10.
Исполнительная команда на переналадку упорной линейки выдается автоматически по окончании реза предыдущей заготовки конечным выключателем 20. Пусковая кнопка и реле служат для включения питания и обеспечения нулевой защиты схемы следящей системы.
При необходимости дистанционного управления следящей системой может быть использованы синхронная передача с помощью сельсинной пары 21 « 22, работающей в индикаторном режиме .
Предлагаемый форматный станок для раскроя щитов имеет управляемый элемент с обратной связью для перемещения упора. Этим обеспечивается бесступенчатое установление щитов в заданных размерах, что имеет большое практическое значение для модельных производств.
Предмет изобретения
Форматный станок для раскроя щитов с применением в качестве рабочих органов круглых пил, отличающийся тем,, что, с целью исключения предварительной разметки заготовок при раскрое щитов и пиломатериалов, в нем применена электромеханическая следящая система в полуавтоматическом режиме с командоаппаратом типа контактного приспособления.
I- 5
- 3
о.
01 3
а о
,20
с;
12
fuz.2
Риг 3
