Устройствадля поштучной выдачи прутков со склиза в зону обработки известны (например, из книги А- Н. Малова «Автоматическая загрузка металлорежущих станков, Машгиз, 1955 г.)Недостатком подобных устройств является невозможность обработки прутков малой жесткости (при диаметрах 2-6 мм)Предложенное устройство лишено указанного недостатка. Сушность изобретения заключается в том, что устройство представляет собой склиз, снабженный регулируемым козырьком-ограничителем диаметра прутка- Кроме того, оно имеет ряд подающих раздвижных роликов с канавкой трапецеидального сечения и направляющую втулку-отсекатель с заборным конусом, которая может перемещаться в поперечном направлении.
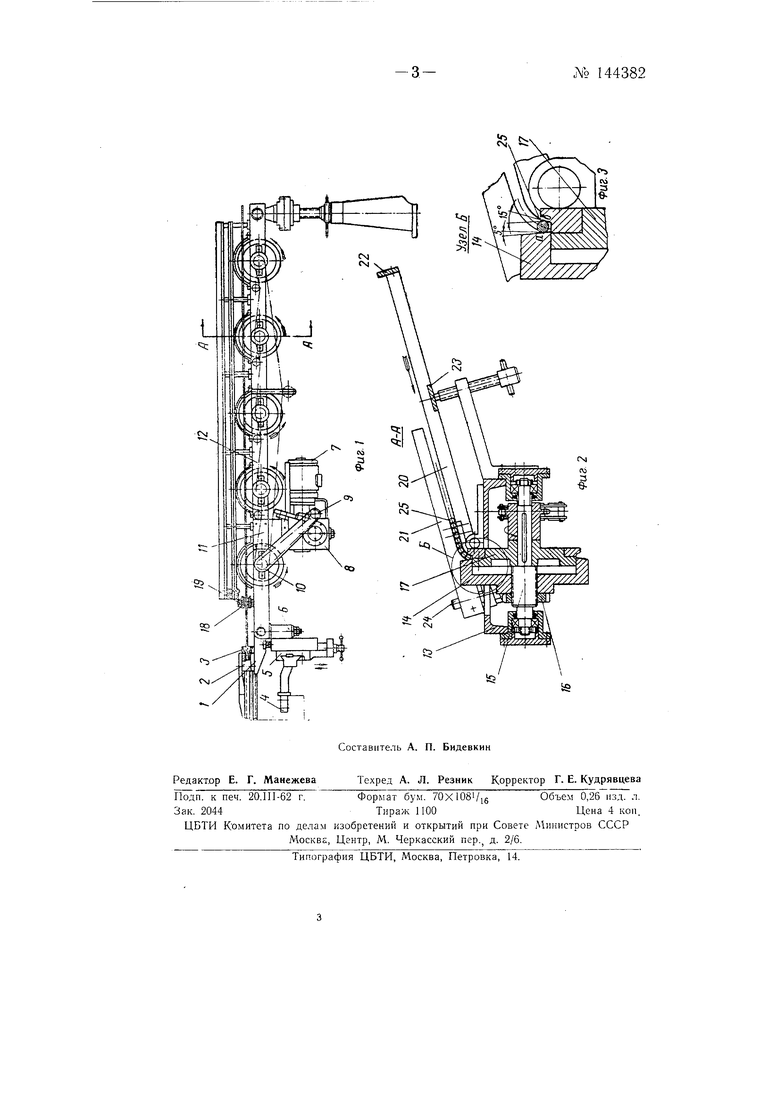
На фиг. 1 схематично изображено устройство; на фиг. 2-оно же, в разрезе по А-А на фиг. 1; на фиг. 3-- то же, узел Б на фиг. 2.
Устройство состоит из откидного кронштейна 1, обоймы 2, направляющего валика 3 с четырьмя продольными пазами, выполненными с углом 90°, державки 4, горизонтальных 5 и вертикальных 6 салазок, электромотора 7, редуктора S, ведущей 9 и ведомой 10 звездочек, кронщтейна 11, бесконечной цени 12, опорного швеллера /, подаюших катков 14, валика 15, гайки 46, катка /7, приемной втулки 18, обоймы 19, направляющих 20 и 21 планок 22 -я 23 и пальцев 24.
Направляющий валик 3 монтирован в обойме 2, которая крепится на кронштейне /. По пазам направляющего валика подается прутокПривод подающих катков 14 и 17 осуществляется от электромотора 7 через редуктор 8, звездочки 9 и i/O и цепь 12- Подающие катки 14 крепятся на валике 15 на резьбе, они снабжены скосом, выполненным под
№ 144382 2углом 5°. Катки 17 также имеют скос, который совместно со скосом катков 14 образуют ручей трапецеидальной формы.
Направляющие 20 и 21, планки 22 к 23 т пальцы 24 составляют магазин устройстваПри работе устройства в магазин помещается до 110-130 щтук тонких прутков 25 (диаметром 2-6 мм и длиной от 1,5 до 3,5 м}- По мере их расходования магазин периодически пополняется новыми прутками.
Прутки лежат в магазине один за другим и под действием собственного веса скатываются по направляющим 20 и 21 магазина на подающие катки 14 и 17Прутки, попадая на ручей катков 14 и 17 опираются иа две точки айв, при этом они захватываются катками, увлекаются через приемную втулку 18, которая отсекает последующие-прутки до тех пор, пока предыдущий пруток не выйдет из нее. Далее пруток через направляющий валик 3 транспортируется в зону щлифованияВ дальнейшем процесс повторяется-прутки идут один за другим.
Предлагаемое устройство, внедренное на подшипниковом заводе, обеспечило автоматизацию процесса поштучной выдачи прутков малого диаметра (2-6 мм на бесцентрово-шлифовальном станке или на прутковом автомате.
Предмет изобретения
Устройство для Поштучной выдачи прутков со склиза в зону обработки, отличающееся тем. что, с целью обработки прутков малой жесткости (при диаметрах 2-6 мм) оно выполнено в виде склиза с регулируемым козырьком-ограничителем диаметра нрутка, ряда подающих раздвижных роликов с канавкой трапецеидального сечения и направляющей втулки-отсекателя с заборным конусом, имеющей поперечное перемещение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи прутков со склиза в зону обработки | 1972 |
|
SU429620A1 |
| Рольганг к правильно-калибровоч-НОМу СТАНу | 1979 |
|
SU814514A1 |
| Линия для правки и резки длинномерных прутков | 1982 |
|
SU1042958A1 |
| Устройство для подачи пруткового материала | 1974 |
|
SU515622A1 |
| Агрегат для составления комплектов рельсовых подкладок с костылями для звеньев железнодорожного пути | 1955 |
|
SU115958A1 |
| Загрузочное устройство к торцешлифовальному станку с двумя кругами | 1981 |
|
SU996168A1 |
| Устройство для подачи прутков | 1985 |
|
SU1456268A1 |
| Автоматизированный комплекс | 1985 |
|
SU1465205A1 |
| Устройство для обработки прутка | 1988 |
|
SU1645054A1 |
| УСТРОЙСТВО для ПОДАЧИ ПРУТКОВ в ТОКАРНЫЙ АВТОМАТ | 1970 |
|
SU284572A1 |