4i 4 4
СО ел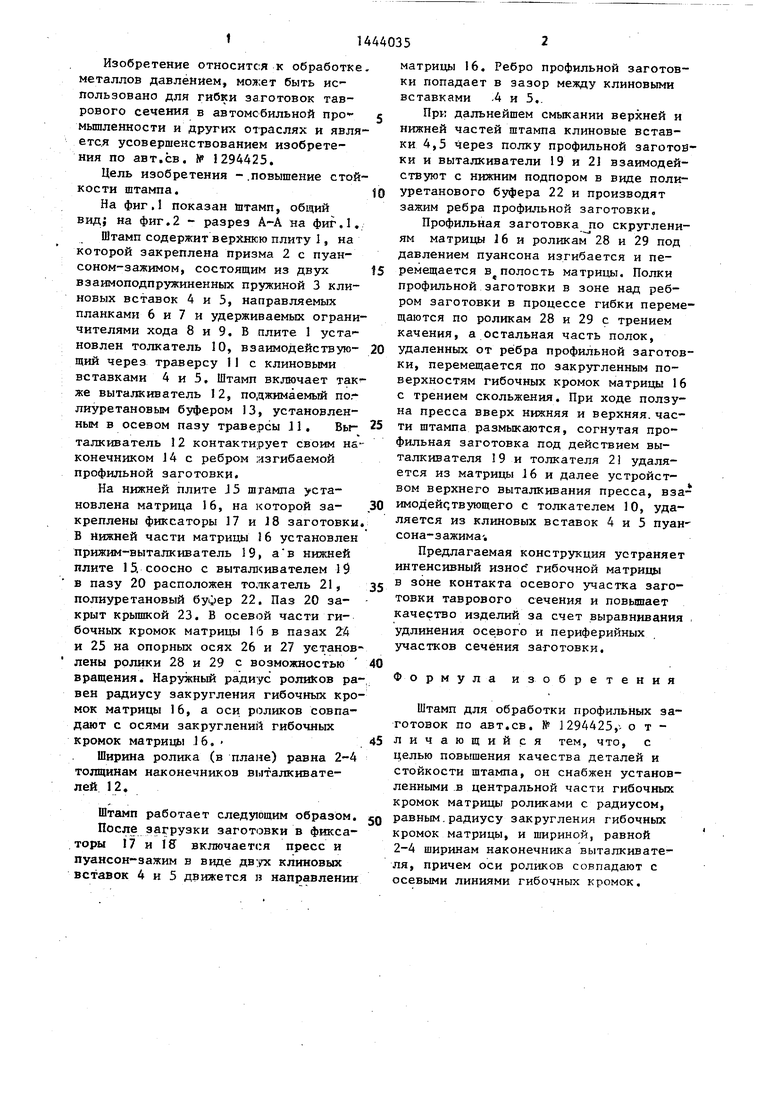
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки профильных заготовок | 1972 |
|
SU450623A1 |
| Штамп для гибки скоб и калибровки их угловых частей | 1990 |
|
SU1750791A1 |
| Штамп для гибки | 1985 |
|
SU1444028A1 |
| Штамп для гибки профилей типа тавровых балок | 1986 |
|
SU1368065A1 |
| Гибочный штамп | 1990 |
|
SU1724407A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Штамп для гибки деталей типа скоб | 1986 |
|
SU1346298A1 |
| Гибочный штамп | 1982 |
|
SU1061887A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2147961C1 |
| Штамп гибочный | 1978 |
|
SU753517A1 |

Изобретение относится к обработке металлов давлением, может быть использовано для гибки заготовок таврового сечения в автомобильной про- мьппленности и других отраслях. Цель изобретения - повышение качества деталей и стойкости штампа. Штамп содержит установленные на верхней плите пуансон в виде клиновых вставок и выталкиватель с наконечником, а также смонтированную на нижней плите матрицу. В центральной части гибочных кромок (ГК) матрицы установлены ролики (Р) радиусом, равным радиусу закругления ГК, и шириной, равной . 2-4 ширинам наконе шика выталкивателя. Оси Р совпадают с осевыми линиями ГК. В процессе гибки ребро таврового профиля зажимается клиновыми вставками пуансона с последующей деформацией заготовки в матрице. Наличие Р в осевой части ГК обеспечивает выравнивание вытяжек по сечению профиля и уменьшение износа инструмента. 2 ил. i (Л
N)
Изобретение относится к обработке, металлов давлением, мол;ет быть использовано для гибки заготовок таврового сечения в автомобильной про g мышленности и других отраслях и является усовершенствованием изобретения по авт.св. JP 1294425.
Цель изобретения - .повышение стойкости штампа.10
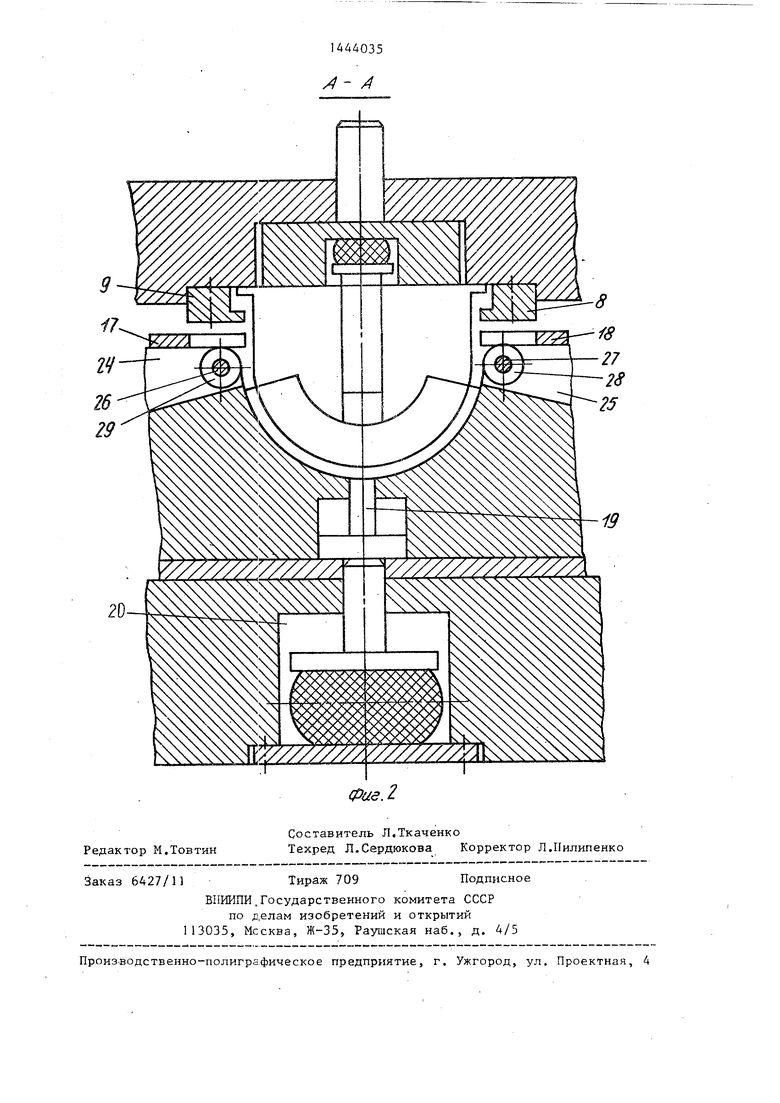
На фиг. показан штамп, общий вид; на фиг.2 - разрез А-А на фиг.1.
Штамп содержит верхнюю плиту 1, на которой закреплена призма 2 с пуансоном-зажимом, состоящим из двух 5 взаимоподпружиненных пружиной 3 клиновых вставок 4 и 5, направляемых планками 6 и 7 и удерживаемых ограничителями хода 8 и 9. В плите 1 установлен толкатель 10, взаимодействую- 20 щий через траверсу 11 с клиновыми вставками 4 и 3. Штамп включает также выталкиватель 12, поджимаемый пог лиуретановым буфером 13, установленным в осевом пазу траверсы Л. Вы- 25 талкиватель 12 контактирует своим наконечником J4 с ребром ;;1згибаемой профильной заготовки.
На нижней плите J5 штампа установлена матрица 16, на которой за- .30 креплены фиксаторы 17 и 18 заготовки. В Нижней части матрицы 16 установлен прижим-выталкиватель 19, а в нижней плите 15. соосно с выталкивателем 19 в пазу 20 расположен толкатель 21, 35 полиуретановый буОер 22. Паз 20 за- крыт крьппкой 23. В осевой части гибочных кромок матрицы 16 в пазах 24 и 25 на опорных осях 26 и 27 установ- лены ролики 28 и 29 с возможностью 40 вращения. Наружный радиус роликов ра-, вен радиусу закругления гибочных кромок матрицы 16, а оси роликов совпадают с осями закруглений гибочных кромок матрицы J6. .
Ширина ролика (в плане) равна 2-4 толщинам наконечников выталкивателей 12.
Штамп работает следу1Ьщим образом, gg После загрузки заготовки в фиксаторы 17 и IS включается пресс и пуансон-зажим в виде клиновых вставок 4 и 5 движется 1з направлении
матрицы 16. Ребро профильной заготовки попадает в зазор между клиновыми вставками -4 и 5..
При дальнейшем смыкании верхней и нижней частей штампа клиновые вставки 4,5 через полку профильной заготовки и выталкиватели 19 и 21 взаимодействуют с нижним подпором в виде поли- уретанового буфера 22 и производят зажим ребра профильной заготовки.
Профильная заготовка по скруглени j
ям матрицы 16 и роликам 28 и 29 под давлением пуансона изгибается и перемещается в полость матрицы. Полки профильной заготовки в зоне над ребром заготовки в процессе гибки перемещаются по роликам 28 и 29 с трением качения, а остальная часть полок, удаленных от рёбра профильной заготовки, перемещается по закругленным поверхностям гибочных кромок матрицы 16 с трением скольжения. При ходе ползуна пресса вверх нижняя и верхняя, части штампа размыкаются, согнутая профильная заготовка под действием выталкивателя 19 и толкателя 2 удаляется из матрицы J6 и далее устройством верхнего выталкивания пресса, вза имодейс,твующего с то.лкателем 10, удаляется из клиновых вставок 4 и 5 пуан сона-зажима-.
Предлагаемая конструкция устраняет интенсивный износГ гибочной матрицы в зоне контакта осевого участка заготовки таврового сечения и повьщ1ает качество изделий за счет выравнивания удлинения осевого и периферийных участков сечения заготовки.
Формула изобретения
Штамп для обработки профильных заготовок по авт.св. № 294425,- отличающийся тем, что, с целью повышения качества деталей и стойкости штампа, он снабжен установленными .в центральной части гибочных кромок матрицы роликами с радиусом, равным.радиусу закругления гибочных кромок матрицы, и шириной, равной 2-4 ширинам наконечника выта.пкивате- ля, причем оси роликов совпадают с осевыми линиями гибочных кромок.
Фйее.
| Авторское свидетельство СССР 1294425, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
