Изобретение относится к обработке металлов давлением, в частности к оснастке для гибки швеллерных профилей с повьппенной высотой полок.
Цель изобретения - повьшение качества изделий.
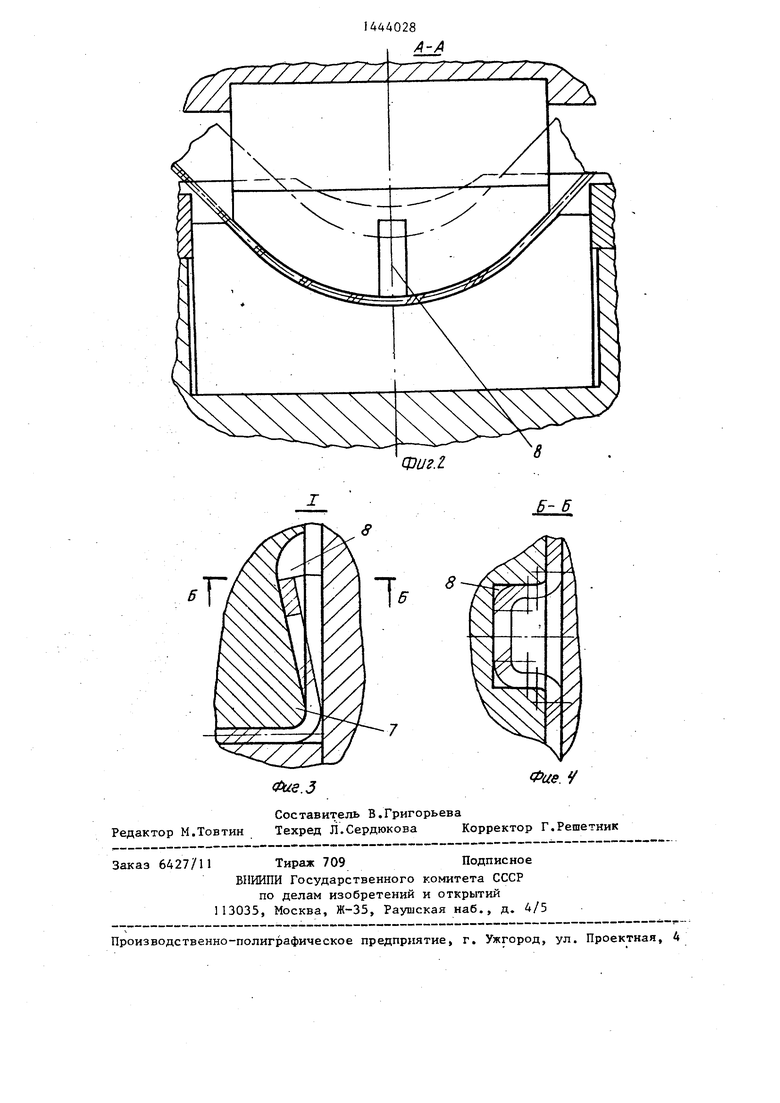
На фиг.1 схематически изображен штамп; на фиг,2 - сечение А-А на . фиг.1; на фиг.З - узел I на фиг.1; на фиг.4 - сечение Б-Б на фиг.З.
Штамп содержит неподвижную плиту 1 с закрепленными на ней полуматрицами 2, выталкиватель 3, установленный между полуматрицами с возможностью осевого перемещения, также подвижную плиту 4 с пуансоном 5 и с подпружиненной клиновой ставкой 6. На пуансоне 5 и клиновой вставке 6 выполнены гибочные кромки 7. В плоскости поперечной симметрии пуансона выполнены пазы 8 постоянной ширины с наклонным к оси штампа от гибочных кромок дном.
Штамп содержит также съемники, установленные в пуансоне, направляющие элементы для заготовки и маркет- ные пальцы для выталкивателя 3 (не показаны),
Штамп работает следующим образом.
При .движении плиты 4 вниз пуансон 5, дойдя до заготовки со швеллерным сечением, изгибает ее. При этом на полках з&готовки появляется избыточный металл, образующий повьшакнцие жесткость изделия складки в середине полок, которые размещаются в пазах 8.
Для размещения складок при минй
должен быть не менее объема избыточного металла. При подъеме верхней плиты выталкиватель 3 поднимает заготовку на уровень зеркала полуматриц.При дальнейшем перемещении пуансона пружина вставки 6 препятствует подъему последней и обеспечивает ее сдвиг влево вместе с изделием, освобождая канавку слева. При дальнейшем подъема правое ребро изделия скользит по пазу 8 и изделие снимается под собственным весом.
Если деталь зависает на пуансоне, то ее объему способствуют съемники.
Данный штамп обеспечивает получение изделий с высокими полками без предварительной вырубки излишков металла, сварки и зачистки швов.
Формула изобретения
Штамп для гибки, преимущественно заготовок с сечением в виде швеллера
с полками повышенной высоты, содержащий неподвижно установленные на нижней плите полуматрицы, выталкиватель, установленный между полуматрицами с возможностью осевого переме-
щения,,и подвижный пуансон с подпружиненной клиновой вставкой, при этом одна гибочная кромка размещена на вставке, а другая - на пуансоне, о т- личающийс я тем, что, с
целью повьшения качества изделий, на боковых поверхностях пуансона и вставки над гибочными кромками в плоскости поперечной симметрии выполнены пазы постоянной ширины с наклонным от ги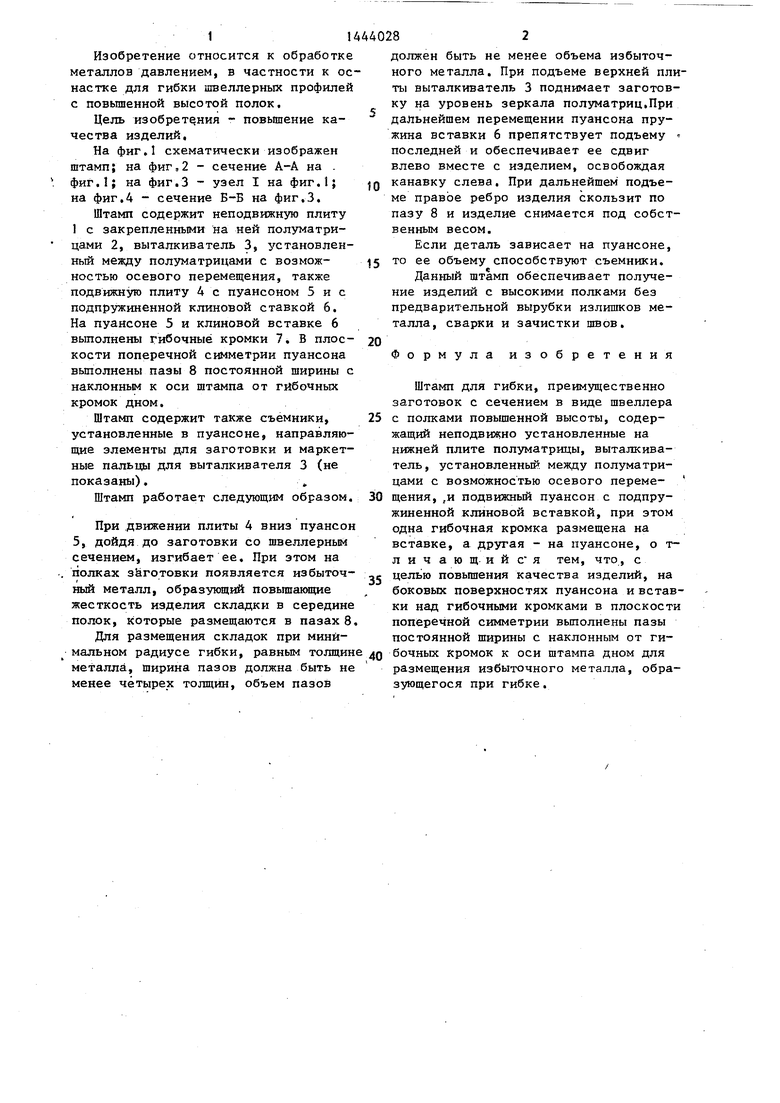
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки деталей типа скоб | 1986 |
|
SU1346298A1 |
| Штамп для гибки профилированной заготовки преимущественно типа швеллера | 1983 |
|
SU1136868A1 |
| Штамп для обработки профильных заготовок | 1986 |
|
SU1444035A2 |
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
| Штамп для одноугловой гибки | 1989 |
|
SU1708473A1 |
| Гибочный штамп | 1985 |
|
SU1260065A1 |
| Штамп для гибки П-образных деталей | 1988 |
|
SU1530297A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2147961C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Штамп для изготовления пружинных стопорных колец | 1988 |
|
SU1641493A1 |
Изобретение относится к обработке металлов давлением, в частности к оснастке для гибки швеллерных профилей с повьппенной высотой полок.Цель повышение качества изделий. Штамп содержит полуматрицы, размещенный между ними выталкиватель и пуансон с клиновой вставкой. На боковых поверхностях пуансона и вставки вьтол- нены пазы (П) 8 постоянной ширины с наклонным от гибочной кромки к оси дном. При гибке швеллерного профиля излишек металла перемещается в П 8, образуя ребро. В начале подъема вставка сдвигается к оси пуансона вместе с изделием, освобождая П 8 пуансона. При дальнейшем подъеме правое ребро скользит по П 8 вставки. обеспечивает получение деталей без предварительной вырубки излишков металла, сварки и зачистки швоз. 4 ил. S (Л 4; 4ib
мальном радиусе гибки, равным толщине о бочных кромок к оси штампа дном для металла, ширина пазов должна быть не размещения избыточного металла, обра- менее четырех толщин, объем пазов зующегося при гибке.
Фие.З
Составитель В.Григорьева Редактор М.Товтин Техред Л.Сердюкова
-/«
Корректор Г.Решетник
| Скворцов Г.Д | |||
| Основы конструирования штампов для холодной листовой штампов.ки | |||
| М.: Машиностроение, 1972, с.238, рис | |||
| Автоматическая акустическая блокировка | 1921 |
|
SU205A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
