/ / /
А
. Фие. /
ш
Г5
повышение точности установки дискового резца, которая достигается возможностью его бесступенчатого регулирования по оси обрабатываемого изделия и подналадки в независимости от величины переточки режущего элемента. На оси 2 оправки 1 подвижно установлены коническая шестерня 3 и режущий элемент 4. На торце оправки 1 равномерно по окружности расположены три конических паза 5, выполненные с трапецеидальным поперечным профилем и с углом профиля при вершине меньше прямого угла, в которых подвижно установлены Конические сателлиты 6, зафиксированные кольцом. Конические сателлиты 6 находятся в постоянном зацеплении с конической шестерней 3, при этом боковые стенки
пазов 5 выполнены по касательной линии к двум смежным зубьям конического сателлита 6, Режущий элемент 4 неподвижно сопряжен с конической шестерней 3 штифтом 10, поочередно входящим в отверстия 11, расположенные на торце режущего элемента 4 на одной окружности с одинаковьгм угловым шагом между кроме углового шага между первым и последним отверстиями и равным: oi. 27(0 -(п - 1)(z-t): nzj, где п - количество отверстий на режущем элементе, z - число зубьев конической шестерни. Число зубьев конической о/естерни 3 кратно числу конических сателлитов. Режущий элемент 4 фиксируется в осевом направлении посредством шайбы 12 и зажимной гайки 13.- 1 з,п. ф-ль, 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| Зуборезная головка | 1990 |
|
SU1787714A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| ПОДШИПНИКОВЫЙ УЗЕЛ РОТАЦИОННОГО ИНСТРУМЕНТА | 2008 |
|
RU2381874C1 |
| СПОСОБ ЗУБООБРАБОТКИ РЕГУЛИРУЕМЫМ КОМПЛЕКТНЫМ ДОЛБЯКОМ | 2004 |
|
RU2255841C1 |
| Фреза сборная с круглыми резцами для изготовления фасонных поверхностей в изделиях из древесины | 2021 |
|
RU2783179C1 |
| РЕГУЛИРУЕМЫЙ КОМПЛЕКТНЫЙ ДОЛБЯК | 2004 |
|
RU2268116C1 |
| Универсальная делительная головка | 1946 |
|
SU68947A1 |
| Чистовая двусторонняя зуборезная головка для обработки гипоидных и конических шестерен | 1980 |
|
SU904928A1 |
| Сборная червячная цилиндрическая фреза | 1958 |
|
SU118453A1 |
1
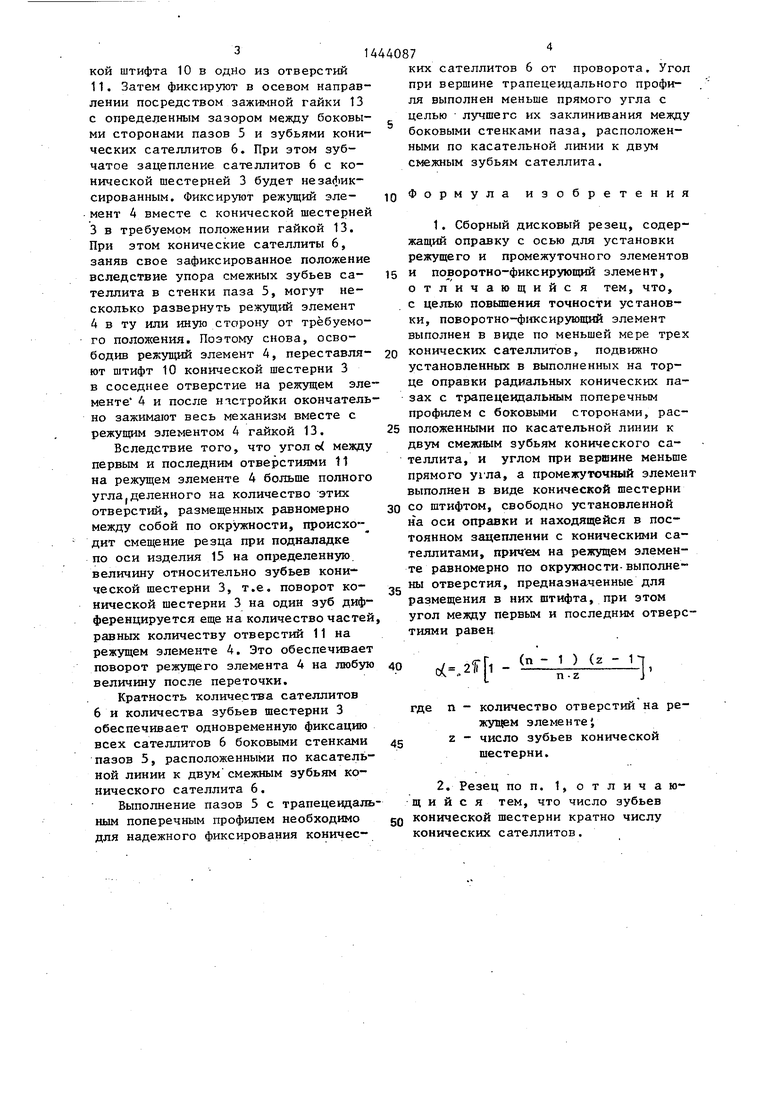
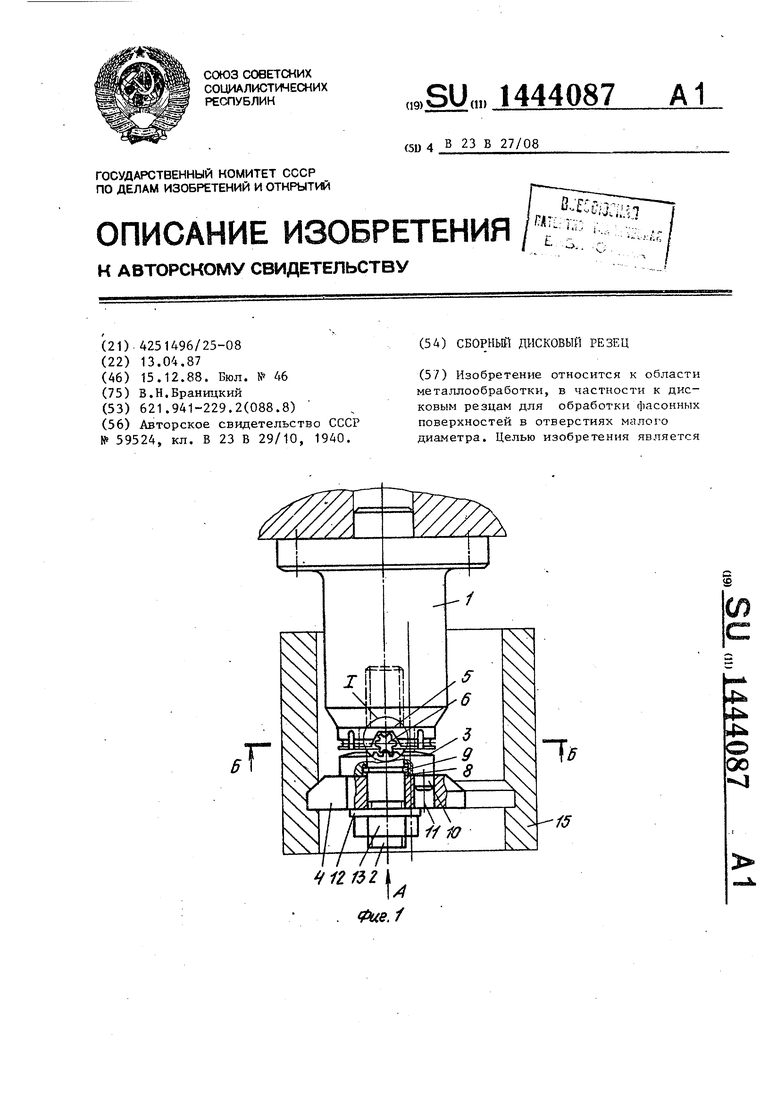
Изобретение относится к металлообработке в частности к дисковым резцам для обработки фасонных поверхностей в .отверстиях малог о диаметра
Цель изобретения - повышение точности установки дискового ,резца.
Поставленная цель достигается возможностью бесступенчатого регули- рования дискового резца по оси обра батываемого изделия в независимости от величины переточки режущего элемента
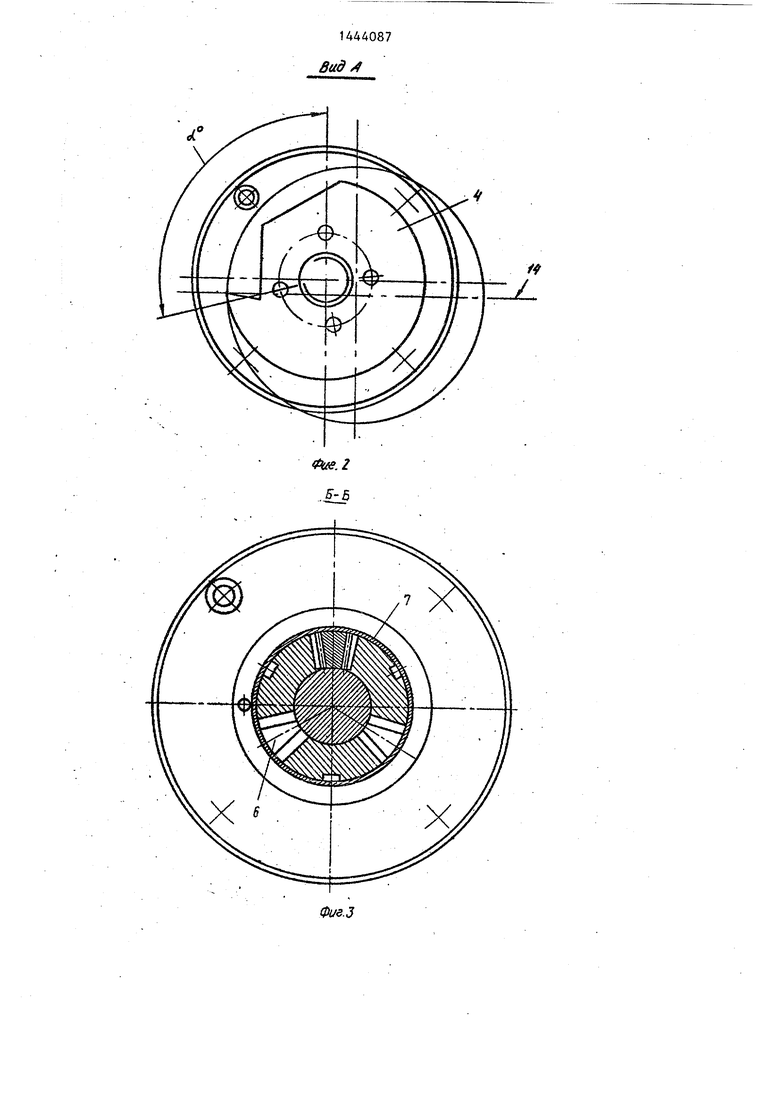
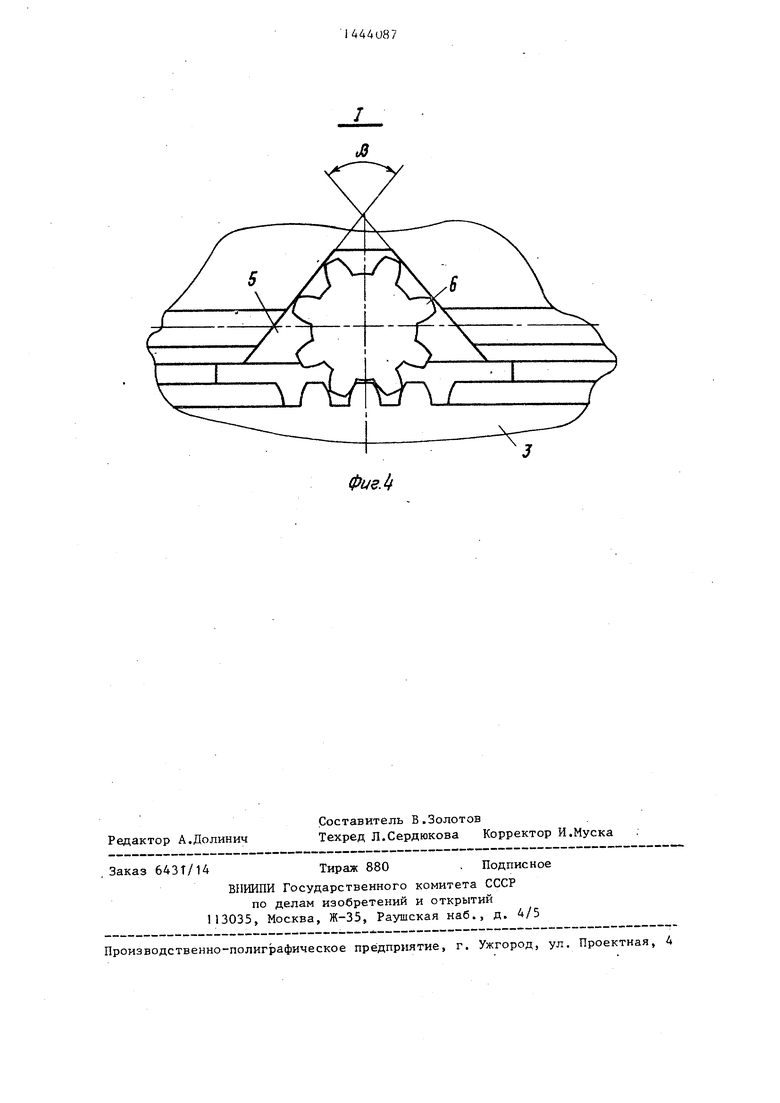
На фиг. 1 изображен сборный дисковый резец, общий вид; на фиг. 2 - ви А на фиг. 1, на фиг. 3 - разрез Б-Б на фит. 1, на фиг. 4 - узел I на фиг. 1.
Сборный дисковый резец содержит оправку I с закрепленной на ней осью 2, на которой подвижно установлены коническая шестерня 3 и режущий элемент 4, На торце оправки 1 равномерно по окружности расположены три конических паза 5, выполненные с трапецеидальным поперечным профилем и с углом профиля р) при вершине меньше прямого угла. В пазах 5 подвижно установлены конические сателлиты 6, зафиксированные кольцом 7. Конические сателлиты 6 находятся в , постоянном зацеплении с конической шестерней 3, при этом боковые стенки
0
0
пазов 5 выполнены по касательной линии к двум смежным зубьям конического сателлита 6.
Коническая шестерня 3 имеет выточку 8, в которой для ее фиксации от осевого смещения установлено стопорное кольцо 9. Режущий элемент 4 неподвижно сопряжен с конической шестерней 3 штифтом 10, поочередно входящим в отверстия 11, расположенные на торце режущего элемента 4 на одной окружности и с одинаковым угловым шагом между собой кроме углового шага между -первым и последним отверстиями и равным:
о( 2f О - (- )-(),
- П ZJ
где п - количество отверстий на режущем элементе,
z - число зубьев конической шестерни.
При Зтом число зубьев конической шестерни 3 кратно числу конических сателлитов 6. Режущий элемент 4 фиксируется в осевом направлении посредством шайбы 12 и зажимной гайки 13. При установке и наладке режущего элемента 4 по оси 14 изделия 15 после очередной переточки предварительно сопрягают коническую шестерню 3 с режущим элементом 4 уставовкой штифта 10 в одНо из отверстий 11. Затем фикс1фук1т в осевом направлении посредством зажимной гайки 13 с определенным зазором между боковыми сторонами пазов 5 и зубьями конических сателлитов 6. При этом зубчатое зацепление сателлитов 6 с конической шестерней 3 будет незафиксированным. Фиксируют режущий эле- .мент 4 вместе с конической шестерней
3в требуемом положении гайкой 13. При этом конические сателлиты 6, заняв свое зафиксированное положение вследствие упора смежных зубьев сателлита в стенки паза 5, могут несколько развернуть режущий элемент
4в ту или иную сторону от требуемого положения. Поэтому снова, освободив режущий элемент 4, переставляют штифт 10 конической шестерни 3
в соседнее отверстие на режущем элементе 4 и после н-гстройки окончательно зажимают весь механизм вместе с режущим элементом 4 гайкой 13.
Вследствие того, что угол о между первым и последним отверстиями 11 на режущем элементе 4 больше полного угла.деленного на количество этих отверстий, размещенных равномерно между собой по окружности, происхо- дит смещение резца при подкаладке по оси изделия 15 на определенную, величину относительно зубьев конической шестерни 3, т.е. поворот конической шестерни 3 на один зуб дифференцируется еще на количество частей равных количеству отверстий 11 на режущем элементе 4. Это обеспечивает поворот режущего элемента 4 на любую величину после переточки.
Кратность количества сателлитов 6 и количества зубьев шестерни 3 обеспечивает одновременную фиксацию всех сателлитов 6 боковыми стенками пазов 5, расположенными по касательной линии к двум смежным зубьям конического сателлита 6.
Выполнение пазов 5 с трапецеидаш ным поперечным профилем необходимо для надежного фиксирования коничес4087
ких сателлитов 6 от проворота. Угол при вершине трапецеидального профиля выполнен меньше прямого угла с целью лучшего их заклинивания между боковыми стенками паза, расположенными по касательной линии к двум смежным зубьям сателлита.
Формула изобретения
и поворотно-фиксирую1ций элемент, отличающийся тем, что, с целью повышения точности установки, поворотно-фиксирующий элемент выполнен в виде по меньшей мере трех
конических сателлитов, подвижно установленных в выполненных на торце оправки радиальных конических пазах с трапецеидальным поперечным профилем с боковыми сторонами, расположенными по касательной линии к двум смежным зубьям конического сателлита, и углом при вершине меньше прямого угла, а промежуточный элемент выполнен в виде конической шестерни
со штифтом, свободно установленной на оси оправки и находящейся в постоянном зацеплении с коническими сателлитами, прич ем на режущем элементе равномерно по окружности-выполнены отверстия, предназначенные для размещения в них штифта, при этом угол между первым и последним отверстиями равен
40
oC. (п - 1 ) (z п -Z
П - количество отверстий на режущем элeмeнтei
Z - число зубьев конической шестерни.
Вид
Фие.2
,1-5
/
7
Фые.
| Державка для круглых фасонных резцов | 1940 |
|
SU59524A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
