(21)4183363/Z3-27
(22)15.01.87
(46) 15.12.88„ Бюп. № 46
(71)Днепропетровский трубопрокатный завод им. ВоИ,Ленина
(72)А.С.Сафронов, Б.М,Белоусов, Т.А.Хархога, Л.М.Эльянов, В.М.Вахру- шев, П.А.Сарычев, О.И.Чеботарева
и Т.И.Сафронова
(53)621.967 (088.8)
(56)Авторское свидетельство СССР 884902, кл. В 23 К 7/04, 1980.
(54)СТАНОК ДЛЯ РЕЗКИ ТРУБ
(57)Изобретение относится к обработке металлов и может быть использова16
16
20
«о
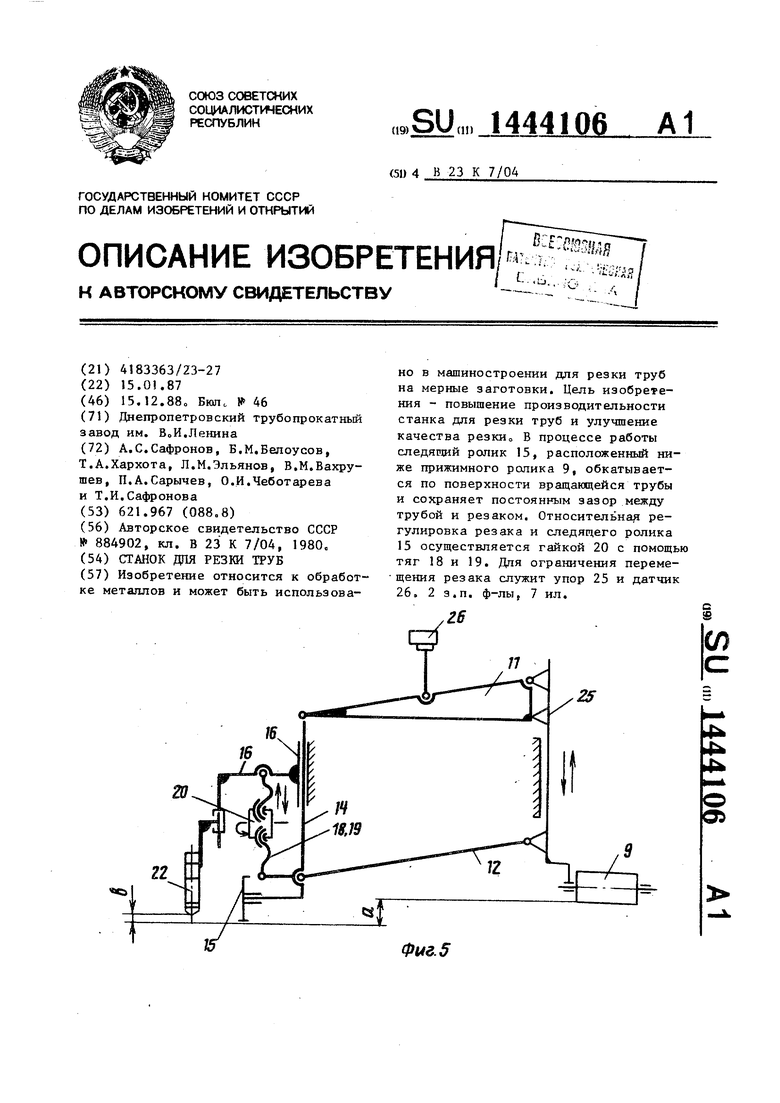
но в машиностроении для резки труб на мерные заготовки. Цель изобретения - повышение производительности станка для резки труб и улучшение качества резки В процессе работы следяпдай ролик 15, расположенный ниже прижимного ролика 9, обкатывается по поверхности вращающейся трубы и сохраняет постоянным зазор между трубой и резаком. Относительная регулировка резака и следящего ролика 15 осуществляется гайкой 20 с помощью тяг 18 и 19. Для ограничения перемещения резака служит упор 25 и датчик 26. 2 з.п. ф-лы, 7 ил.
с
(Л
25
4ib 4
а
Фие.5
Изобретение относится к обработке метаплов и может быть использовано в мшпиностроении для резки труб на мерные заготовки
Цель изобретения - повышение производительности станка для резки труб и улучшение качества резки.
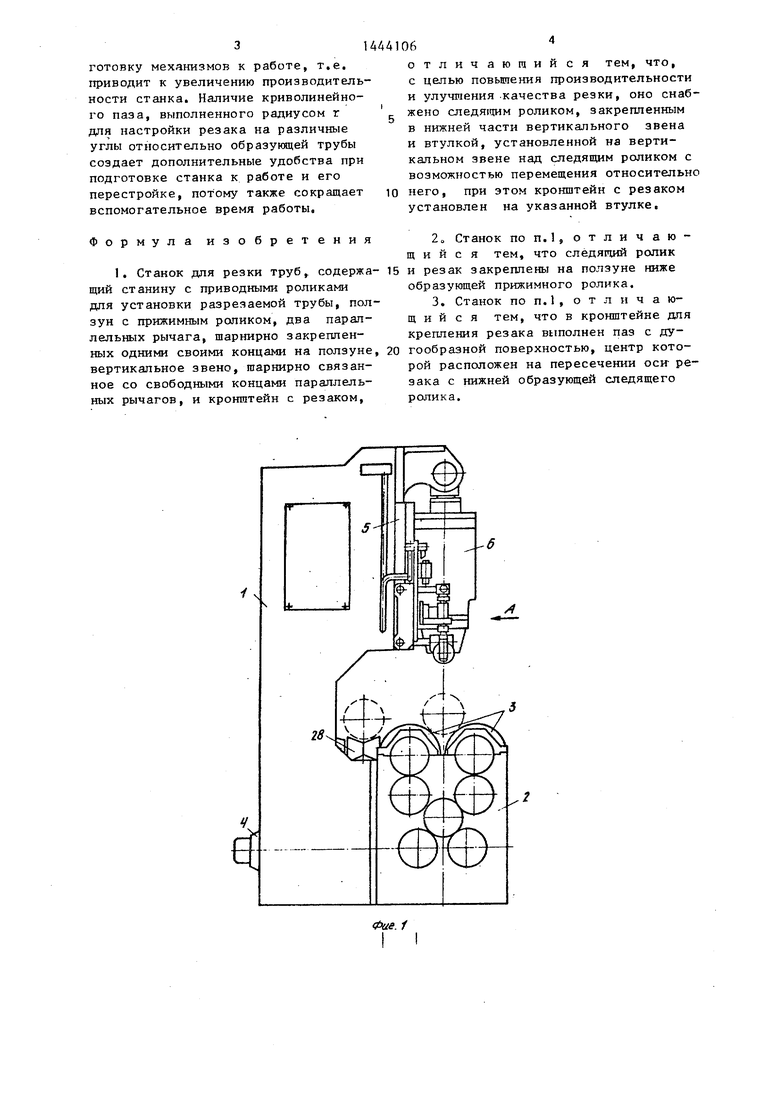
На фиг.1 изображен станок для резки труб, обпщй вид; на фиг.2 -
вид А на фиг,I; на фиг,3 - узел 1 на фиг,2; на фиг,4 - вид Б на фиг,3; на фиг,5 - кинематическая схема узла крепления резака и следящего резака ролика; на фиг,6 - разрез В-В на
фиг,3; на фиг,7 - разрез Г-Г на фиГоЗ,
Станок для резки труб содержит станину 1, имеющую в нижней части шестеренную коробку 2 с выходом на ролики
3вращения трубы, и электродвигатель
4постоянного тока, В верхней части станины, на ее боковой стороне смонтирована натравляющая 5, на которой установлен ползун 6 с пневмоцилинд- ром, шток 7 которого подвешен шарнир- но на станину 1, а в нижней части пбл зуна 6 установлен корпус 8 роликодер- жателя с прижимным роликом 9.
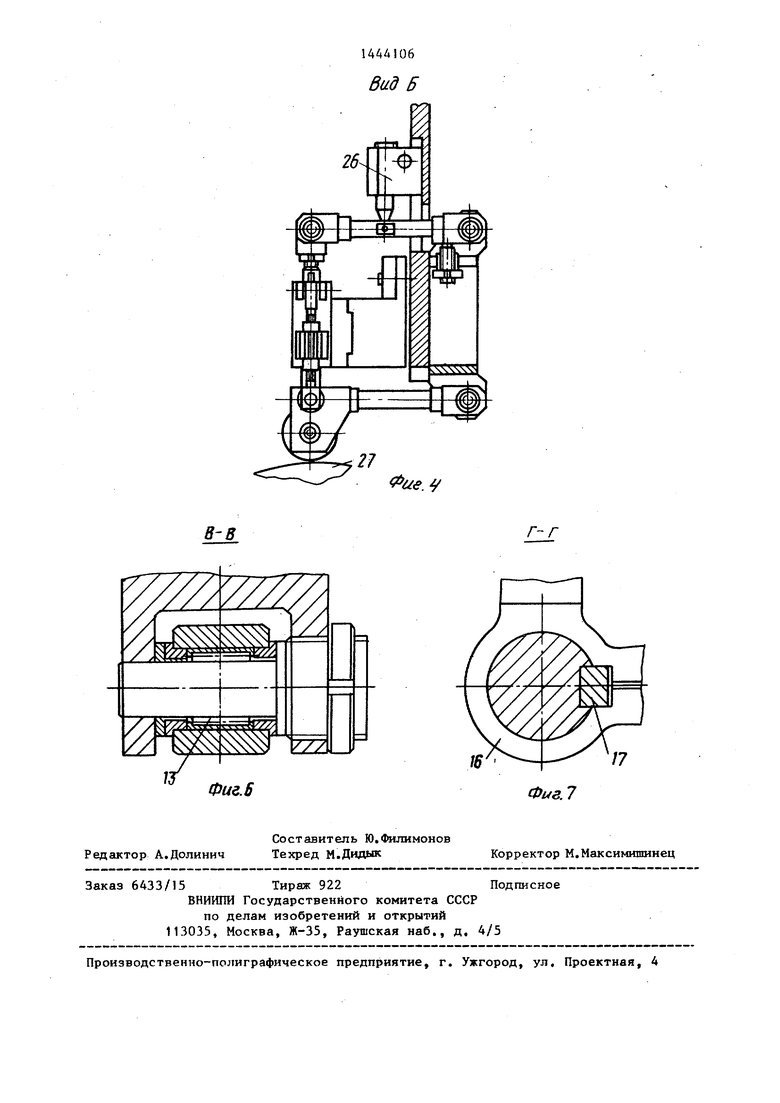
К боковой стороне ползуна 6 крепит ся кронштейн 10, Механизм для регулирования расстояния между резаком и трубой представляет собой два равно- вепиких параллельных рычага 11 и 12, у которых шарнирные узлы 13 соединя- ются с одной стороны с кронштейном 10, ас другой - с вертикальным звеном 14.так, что образуют шарнирньй четырекзвенник, у которого звено 14 и установленный следящий ролик 15
могут совершать плоскопарагшельное движение
Втулка 16, на которой закреплен кронштейн с резаком, имеет возможность перемещения вдоль вертикаль- ного звена 14 с ограничением от поворота шпонкой 17. Положение втулки 16 на звене 14 относительно следящего ролика 15 определяется винтовыми тягами 18 и 19 с правой и левой резь- бой и регулировочной гайкой 20, Однако перемещение и фиксация втулки 16 относительно вертикального звена 14 (ролика 15) может быть осуществлена
и другим механизмом, не обязятельно винтовым, как это имеет место в данном случае, С целью обработки труб с фаской различной величины или необходимостью выдувки продуктов сгора
г
Ю
15
0
25
30 j 40
5 --
5
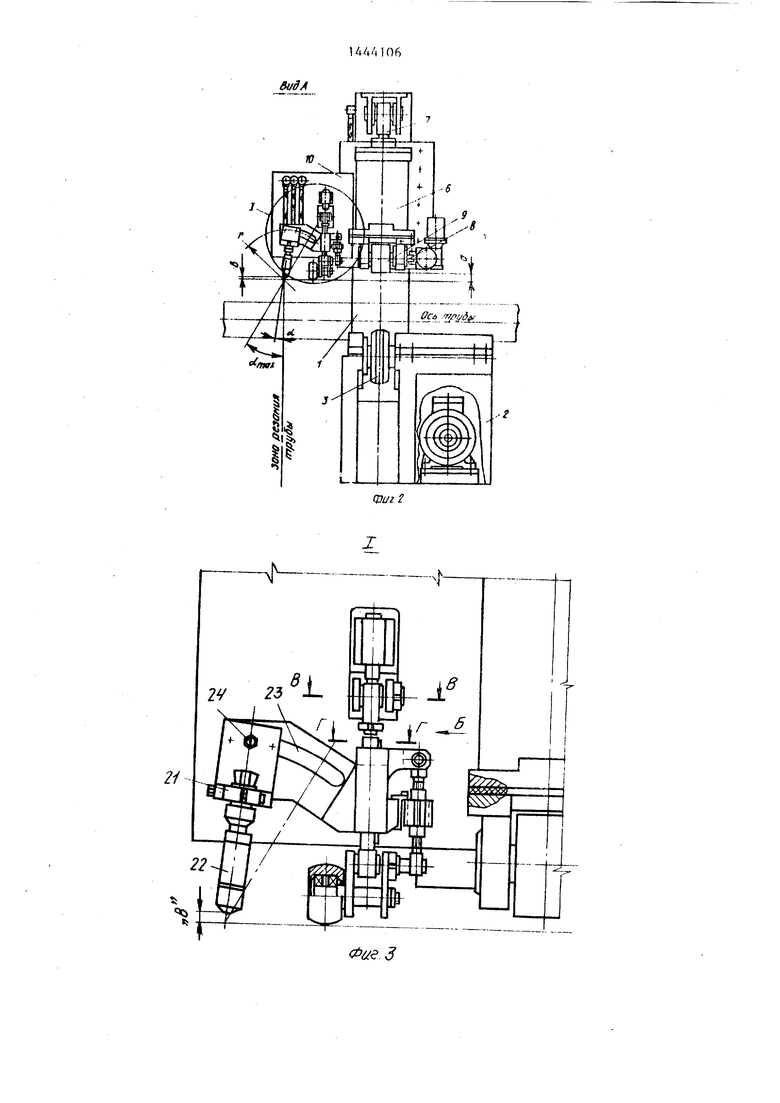
ния в сторону обрезка, конструкция крепления резака предусматривает его установку в держателе 21 под регулируемым углом Ы. к образующей трубы. При необходимости резак 22 можно перемещать по пазу 23, выполненном радиусом г, с точки пересечения оси резака с образующей трубы. Фиксация резака в выбранном положении осуществляется винтом 24, Дпя ограничения хода следящего ролика 15 в нижнем положении, когда его образующая будет ниже образугацей прижимного ролика 9 на величину а максимального биения трубы, служит упор 25 с контролирующим датчиком 26,
Загрузка трубы 27 в станок производится рольгангом 28 до упора (не показан) с последующим перекладыванием на ролики 3,
Станок работает следующим образом. Перед началом работы резак 22 устанавливается под заданным углом в пазу 23 и фиксируется винтом 24, Затем опускается ползун 6 с прижимным роликом 9 на трубу, в начале с трубой контактирует следящий роЛик 15, при этом рычаги 11,12 совершают относительный поворот вокруг шарниров 13 до момента соприкосновения прижимного ролика 9 с трубой. После этого проверяется зазор Ь между трубой 27 и резаком и при необходимости подстраивается гайкой 20, При запуске электродвигателя 4 труба получает вращение, а датчик 26 дает сигнал на включе1гие резака 22, Последний включается и происходит нагрев зоны резания и выдувание металла струей плазмы до срабатывания датчика конца реза станка, который отключает режущую дугу, и подается команда на подъем ползуна 6,v Обрезанная труба фронтально перемещается и покидает станок, а на позицию отрезки укладываются заранее подготовленная следукяцая труба. При обработке трубы следящий ролик 15 обкатывается по ее периметру, сохраняя при этом постоянный зазор Ь между поверхностью трубы и резаком При этом процесс резания стабилизируется, за счет чего улучшается работа резака и уменьшается шероховатость торца, полученного после обрезки. Наличие подвижной системы настройки резака, выполненной в виде четырехзвенника, позволяет сократить вспомогательное время на подготовку механизмов к работе, т.е. приводит к увеличению производительности станка. Наличие криволинейного паза, выполненного радиусом г для настройки резака на различные углы относительно образующей трубы создает дополнительные удобства при подготовке станка к работе и его перестройке, потому также сокращает вспомогательное время работы.
Формула изобретения
1. Станок для резки труб , содержащий станину с приводными роликами для установки разрезаемой трубы, ползун с прижимным роликом, два параллельных рычага, щарнирно закрепленных одними своими концами на ползуне, вертикальное звено, гаарнирно связанное со свободными концами параллельных рычагов, и кронштейн с резаком.
44106
отличающийся тем, что, с целью повышения производительности и улучтчения качества резки, оно снабжено следящим роликом, закрепленным в нижней части вертикального звена и втулкой, установленной на вертикальном звене над следящим роликом с возможностью перемещения относительно 10 него, при этом кронштейн с резаком установлен иа указанной втулке.
2о Станок по п., отличаюийся тем, что следящий ролик
и резак закреплены на ползуне ниже образующей прижимного ролика.
3. Станок по П.1 , отличающийся тем, что в кронштейне для крепления резака выполнен паз с дугообразной поверхностью, центр которой расположен на пересечении оси- резака с нижней образующей следящего ролика.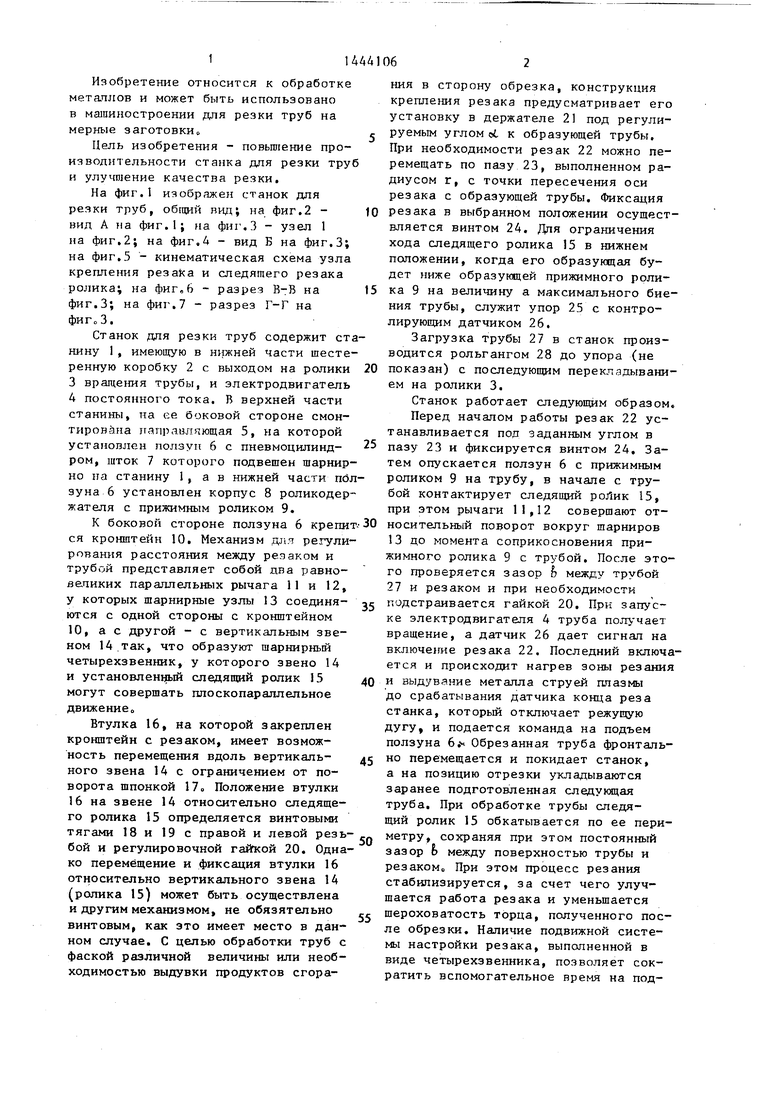
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для резки труб | 1980 |
|
SU884902A1 |
| Станок для фасонной резки труб | 1979 |
|
SU829363A1 |
| Абразивный отрезной станок | 1990 |
|
SU1798129A1 |
| Станок для обрезки труб | 1985 |
|
SU1287988A1 |
| Станок для обработки деталей переменной ширины | 1981 |
|
SU952471A1 |
| Станок для резки труб | 1978 |
|
SU780995A1 |
| "Устройство для шлифования гнутых деталей из древесины "Адзура" | 1990 |
|
SU1776223A3 |
| Станок для термической резки труб | 1981 |
|
SU975271A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
| СТАНОК ДЛЯ РЕЗКИ ТРУБ | 2003 |
|
RU2242333C1 |
видА
Фае 3
В-В
Фи.В
Фие.
Г-г
75
/7
Фиг. 7
