(Л
4 ОЭ
а
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления алмазного круга | 1987 |
|
SU1535705A1 |
| Устройство для крепления абразивного круга | 1980 |
|
SU891391A1 |
| Устройство для крепления шлифовального инструмента | 2015 |
|
RU2620655C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1994 |
|
RU2082593C1 |
| Устройство для крепления алмазного круга | 1989 |
|
SU1634460A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА | 2001 |
|
RU2196039C2 |
| СПОСОБ ОЧИСТКИ ГИДРОУДАРОМ АКСИАЛЬНО-СМЕЩЕННОЙ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2001 |
|
RU2191676C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА ПРИ ШЛИФОВАНИИ | 2001 |
|
RU2190516C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2094215C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА ДЛЯ ПРЕРЫВИСТОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2147978C1 |
Изобретение относится к станкостроению, в частности к обработке материалов с применением абразивного инструмента, и предназначено для закрепления абразивных инструментов на шпинделе шлифовального станка. Цель изобретения - расширение технологических возможностей за. счет обеспе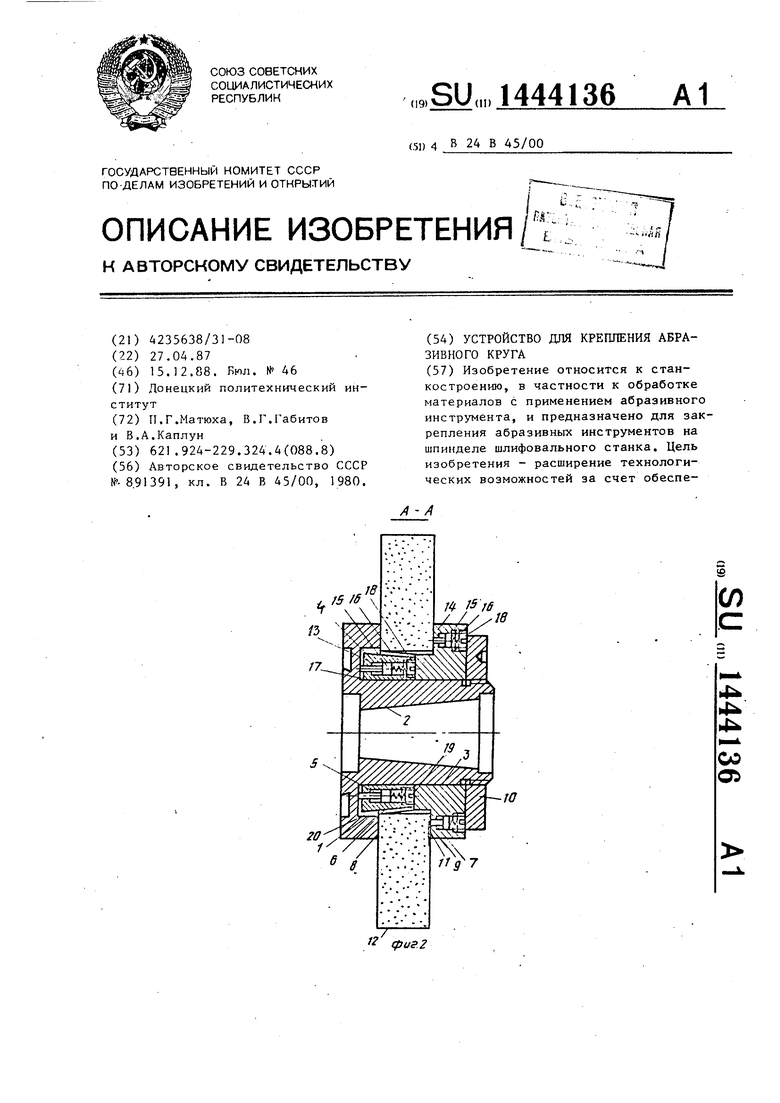
(риг 2
чения закрепления кругов- на керамической связке с их самоцентрированием на фланцах без создания дополнительных напряжений на поверхности посадочного отверстия. Для этого абразивный круг 12 устанавливается посадочным отверстием на коническую поверхность 6 центрирующего кольца 5 и цилиндрическую поверхность буртика подвижного фланца 7 При сближении торцов фланцев 1 и 7 толкатели 15 на- чиналот контактировать с абразивным кругом 12, который начинает переме1
Изобретение относится к стан со- строер1иЮз в частности к обработке материалов с применением абразивного 1шструмента. и предназначено для закрепления абразивного круга на шпинделе шлифовального станка.
Цель изобретения - расширенка технологических возможностей.
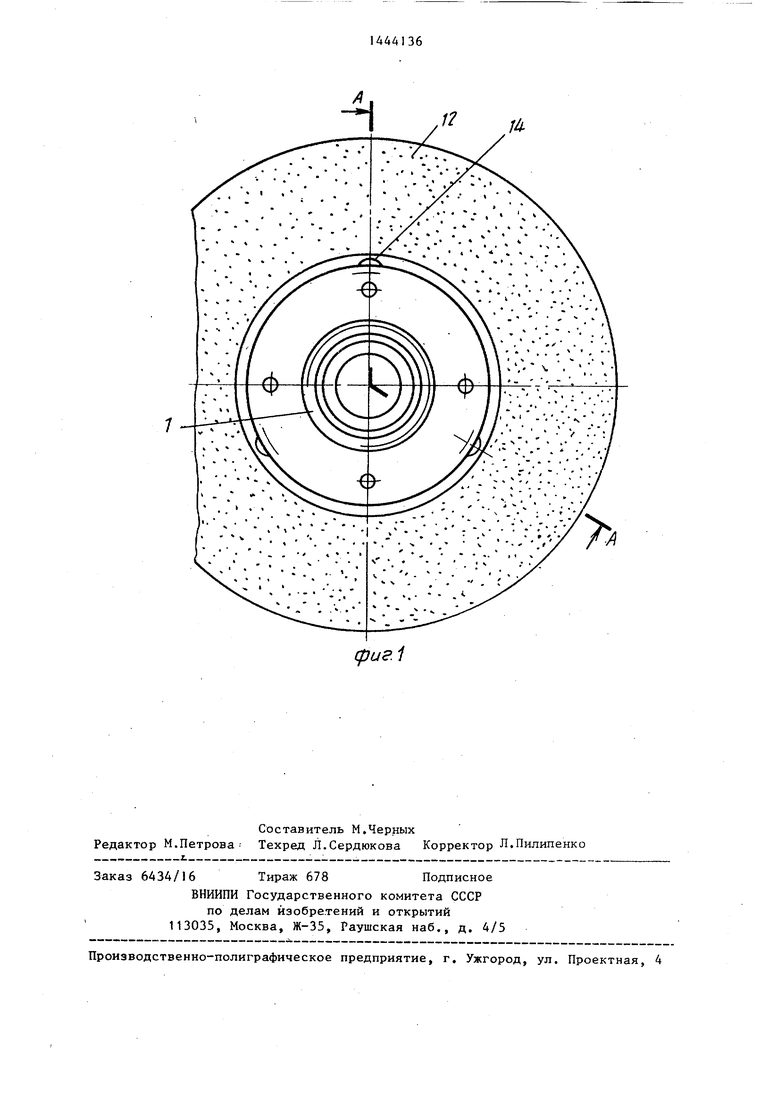
На фиг,1 изображено устройство, общий вид; на фиг,2 разрез на фиг,1.
Устройство состоит из неподвижного фланца 1 с кон.шшским отверстием 2 для установки на шпиндель станка, цилиндрической поверхностью 3 и проточкой 4,, выполненной в зоне перехода цилиндрической поверхности в торцовую На цилшщрической поверх- -ности 3 уст ановлен-Ы центрирующие кольцо .5 с кон1-1ч.еской наружной поверхностью 6 и подвижный фланец 7. Методу торцовьми поверхностями 8 и 9 фланцев i и 7 установлег и зажат с помощью гайки 10 через ирок.чадки 5 1 абразивньй круг 12„
В от1зерстиях 13 и 14 центрирующего кольца 5 и подБтшного фланца 7 . установлены толкатели IS, поджш 4аа мые пружинами 16 к торцовой поверхности 17 проточки 4 и торцу шлифовал ного круга 12, винты IS, служащие для регулирования силы подж1- ма толкателей. Торцовая поверхгность 9. цен триру ои:,гго кольца 5 контактирует с торцовой люверхностью 20 буртика подвижного фланца 7,
щаться в осевом направлении, центри- руясь по конической поверхности 6. После того как зазор между конической поверхностью 6 и поверхностью посадочного отверстия шлифовального круга будет выбран, круг будет перемещаться вдоль оси в том же направлении уже совместно с центрирующим кольцом 5, Окончательное закрепление круга осуществляется силой трения на торцовых поверхностях фланцев 1 и 7, создаваемой силой затяжки гайки 10. 2 ил.
Закрепление шлифовального круга в устройстве осуществляют следующш- образом.
Абразивный круг 12 устанавливается посадочным отверстием на коническую поверхность 6 центрирующего кольца 5 и цилиндрическую поверхность подвижного фланца 7j размер которой обеспечивает гаранти-- рованный зазор с поверхностью поса- i дочнсго отверстия. От действия np xai- ны S6 толкатели 15 максимально выступают из отверстий 13 и 14,
П зк вращении гайки 10 торцы фланцев
и
V
начинаю сближаться.
0
5
0
зультате чего в контакт с торцовой поверхностью круга вступают толкатели 15 ла торцовой поверхности под вижного фланца 7, Круг 12 начинает перемегцатьск з осевом направлении, центрируясь по конической поверхности 6 Посла того зазор между конической поверхностью 6 и поверхностью посадочног о О зерстия шлкфо- вальногс, круга выбран, круг переие- щается тг;доль оси в том же направлении уже совместно с центрирующи-; кольцом 5 (жесткость пружин з отверстиях подвижного фланца выбирается большей жесткости пр якин Б отверстиях базирующего кольца),
После того как шлифовальный круг подойдет к торцовой поверхности 8 неподвижного фланца, происходит его окончательное,центрирование относительно оси неподви; :ного фланца,При даль314
нейшем вращении гайки 10 круг все сильнее поджимается толкателями, установленными на торцовой поверхности подвижного фланца, к торцовой поверхности неподвижного фланца, фиксируя его положение. Когда положение сцентрированного круга надежно зафиксировано, торцовая поверхность 20 буртика вступает в контакт с торцовой поверхностью 19 центрирующего кольца 5 и начинает перемещать кольцо 5 в осевок направленииа удаляя коническую поверхность 6 от поверхности посадочного отверстия,
Окончательное закрепление круга осуществляется силой трения на торцовых поверхностях фланцев, создаваемой силой затяжки гайки 10,
При этом никаких дополнительных напряжений на поверхности посадочного отверстия не создается, что полностью соответствует требованиям,предь- являемым к креплению абразивного инструмента, согласно которому фланцы
36 4
не должны создавать в шлифовальном круге внутренних напряжений.
Таким образом, предлагаемое устройство для крепления абразивных кругов позволяет осуществить закрепление с самоцентрированием кругов на любых связках, включая керамическую.
Формула изобретения
. Устройство для крепления абразивного круга, содержащее подвижный и непоДвижньа фланцы, подпружиненный центрирующий элемент с наружной конической поверхностью, установленный с возможностью осевого перемещения в проточке, выполненной на неподвижном фланце, отличающееся тем что, с целью расширения технологических возможностей, торцовая поверхность подвижного фланца, предназначенная для контактирования с торцовой поверхностью шлифовального круга, снабжена упругими элементами, а центрирующий элемент установлен с возможностью взаимодействия с торцом подвижного фланца.
lli - . -/ bs
- : .. . У f A -.- ч . / /
(ригЛ
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
