Изобретение относится к металлообработке, в частности к обработке металлов абразивным инструментом, и предназначено для крепления круга на шпиндель шлифовального станка.
Целью изобретения является повышение точности установки рабочей поверхности круга.
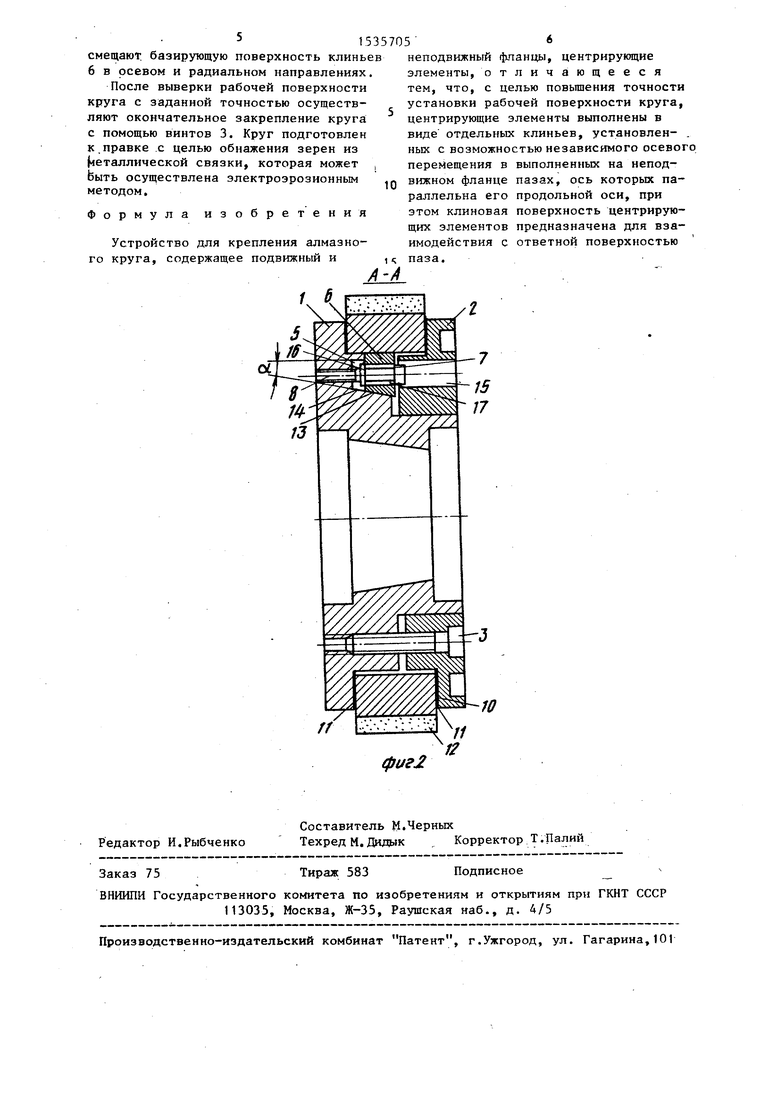
На фиг. 1 показано устройство с алмазным шлифовальным кругом; на фиг. 2 - разрез А-А на фиг. 1.
Устройство состоит из фланца 1, устанавливаемого посадочным отверстием на шпиндель, и фланца 2, установленного на ступице фланца 1 и соединенного с ним винтами 3. На цилиндрической посадочной поверхности 4 фланца 1 в открытых пазах 5 установлены клинья 6, которые надеты на винты 7, завернутые в резьбовые отверстия 8 на фланце 1.
На базирующих поверхностях 9 клиньев 6, выполненных как часть цилиндрической посадочной поверхности фланца 1, между торцами 10 фланцев 1 и 2 зажат через прокладки 11 алмазный круг 12.
Опорная поверхность 13 клиньев 6 контактирует с поверхностью 14 дна паза и составляет с образующей цилиндрической посадочной поверхности 4 угол .
На торцовой поверхности фланца 2 выполнены отверстия 15, соосные винтам 7, служащим для перемещения в осевом направлении клиньев 6. Отверс
тия предназначены для обеспечения доступа к винтам 7, когда устройство полностью собрано. Винт 7 снабжен разрезным лружинным кольцом 16, служащим для перемещения центрирующего элемента при выкручивании винта. Чтобы обеспечить возможность радиального перемещения клиньев 6 при затяжке винтов 7, отверстие 17 в клиньях 6 выполнено овальным.
Закрепление и выверка рабочей поверхности алмазного шлифовального круга в устройстве осуществляется непосредственно на шлифовальном станке следующим образом.
На фланец 1, закрепленный на шпинделе станка, на цилиндрическую поверхность 4 устанавливается алмазный шлифовальный круг 12 и через прокладки 11 предварительно эакрепляется с помощью фланца 2 затяжкой винтов 3. Предварительное закрепление шлифовального круга 12 осуществляется таким образом, чтобы круг не перемещался относительно торцов 10 фланцев 1 и 2 под действием собственного веса и вместе с тем имел возможность такого перемещения от приложенной нагрузки со стороны кли- НЬРВ 6. Затем с помощью индикатора часового типа определяется радиальное биение рабочей поверхности и осуществляется его устранение вращением через отверстие 15 винтов 7, которые, перемещаясь в осевом направлении,
смещают базирующую поверхность клинье 6 в осевом и радиальном направлениях. После выверки рабочей поверхности круга с заданной точностью осуществляют окончательное закрепление круга с помощью винтов 3. Круг подготовлен к правке с целью обнажения зерен из Металлической связки, которая может быть осуществлена электроэрозионным методом.
Формула изобретения
Устройство для крепления алмазного круга, содержащее подвижный и
10
-Л
неподвижный фланцы, центрирующие элементы, отличающееся тем, что, с целью повышения точности установки рабочей поверхности круга, центрирующие элементы выполнены в виде отдельных клиньев, установлен- . ных с возможностью независимого осевого перемещения в выполненных на неподвижном фланце пазах, ось которых параллельна его продольной оси, при этом клиновая поверхность центрирующих элементов предназначена для взаимодействия с ответной поверхностью паза.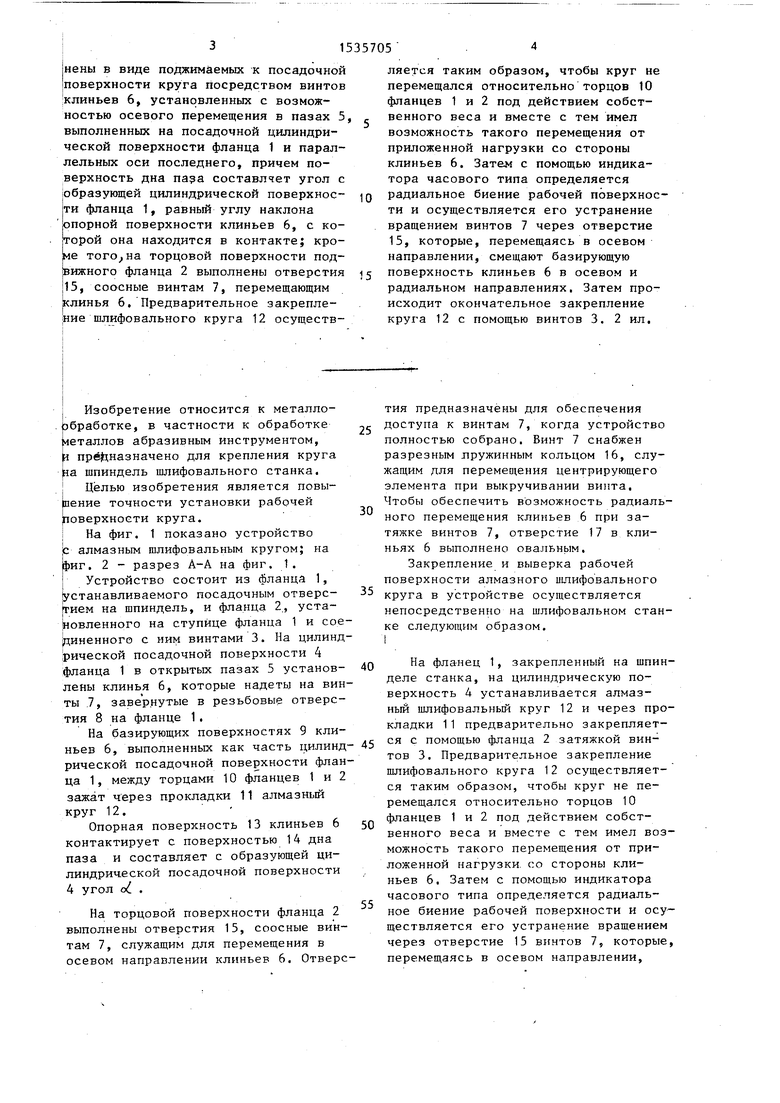
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления алмазного круга | 1989 |
|
SU1634460A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Устройство для крепления абразивного круга | 1987 |
|
SU1444136A1 |
| Шлифовальный круг для скоростного шлифования | 1989 |
|
SU1741604A3 |
| Опора шлифовальной бабки | 1988 |
|
SU1583270A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Устройство для крепления шлифовального инструмента | 2015 |
|
RU2620655C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ РОТОРА ШЛИФОВАЛЬНОГО ШПИНДЕЛЯ И ДЕТАЛЬ В ВИДЕ ТЕЛА ВРАЩЕНИЯ ДЛЯ ЗАЖИМНОГО УСТРОЙСТВА | 2005 |
|
RU2371302C2 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| Устройство центрирования алмазных шлифовальных кругов | 1985 |
|
SU1310652A1 |
Изобретение относится к обработке металлов с применением абразивного инструмента и предназначено для закрепления круга на шпинделе шлифовального станка с высокой точностью. Это достигается за счет того, что центрирующие элементы выполнены в виде поджимаемых к посадочной поверхности круга посредством винтов клиньев 6, установленных с возможностью осевого перемещения в пазах 5, выполненных на посадочной цилиндрической поверхности фланца 1 и параллельных оси последнего, причем поверхность дна паза составляет угол с образующей цилиндрической поверхности фланца 1, равный углу наклона опорной поверхности клиньев 6, с которой она находится в контакте, кроме того на торцовой поверхности подвижного фланца 2 выполнены отверстия 15, соосные винтам 7, перемещающим клинья 6. Предварительное закрепление шлифовального круга 12 осуществляется таким образом, чтобы круг не перемещался относительно торцов 10 фланцев 1 и 2 под действием собственного веса и вместе с тем имел возможность такого перемещения от приложенной нагрузки со стороны клиньев 6. Затем с помощью индикатора часового типа определяется радиальное биение рабочей поверхности и осуществляется его устранение вращением винтов 7 через отверстие 15, которые перемещаясь в осевом направлении, смещают базирующую поверхность клиньев 6 в осевом и радиальном направлениях. Затем происходит окончательное закрепление круга 12 с помощью винтов 3. 2 ил.
П
Редактор И.Рыбченко
Составитель М.Черных
Техред М. Дидык Корректор Т.Палий
Заказ 75
Тираж 583
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. А/5
10
фиг
Подписное
| Устройство для крепления абразивного круга | 1980 |
|
SU891391A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
