Изобретение относится к целлюлозно-бумажной промыишенности, л именно к устройствам для управления работой станка по изготовлению гильз из бумажного резаного полотна,
Цель изобретения - повышение точности управления процессом изготовления гильз за счет предотвращения поворота барабана при нижнем расположении режущего механизма н исключения контроля радиуса гильзы при повороте барабана.
На фиг,1 приведена блок-схема устройства; на фиг. 2 - време-нная диаг- J5 Дом и через кипп-реле 26 с другим
20
рамма работы блока управления в период блокировки контроля радиуса,
Устройство содержит импульсный датчик 1 частоты вращения направляющего вала 2, расположенного перед клеильным барабаном 3 по ходу бумаги и имеющего разрешающую способность Z имп/об, выход которого связан с входом счетчика 4 и одним.из входов элемента И5, импульсный датчик 6 час-25 тоты вращения гильзы с разрешающей способностью I имп/об, укрепленный на оси намоточного (гильзы) 7 и. связанный через блок 8 формирования одиночных импульсов с входом сброса 20 счетчика 4 и разрешающим входом реверсивного счетчика 9 установочные входы которого связаны с задатчиком 10 радиуса гильзы, а вычитающий вход - с выходом основного элемента И5, второй вход которого связан с выходом реверсивного счетчика 9, одним из входов триггера П и одним из входов триггера 12., второй вход которого связан через элемент ШШ 13 с конечным выключателем I4 положения ножа и щиной Пуск, а выход через выходной усилитель I5 - с приводом 16 намотки, дешифратор 17, входы которого связаны с выходами счетчика 4, а выход - с установочным входом триггера 1 выход которого через выходной усилитель 18 связан с приводом 19 ножа (вход 1 блока управления приводом).
35
40
43
50
входом элемента 27, выход которого (выход блока управления приводом) связан с третьим входом элемента И Позицией 28 обозначен раскат, а по цией 29 - поворотный барабан с нап равляющими валами 7-1, 7-2, 7-3 в верхний нож 30.
Устройство работает следующим о разом.
Перед началом изготовления в за датчик 10 радиуса гильзы заносится число 3, пропорциональное радиусу гильзы 7 в заданных единицах (напр мер, 0,1 мм) Триггер 11 устанавли ется в состояние 1, а триггеры 1 и 22 - в состояние О по цепи сбр са (цепь на фиг, не указана).
В начале работы полотно заправл ятся на первый нймоточный вал 7-1. тем по шине Пуск подается импуль устанавливающий триггер 12 в состо ние 1. Этим включается привод 1 намотки,
После этого производится поворо барабана 29 для установки вала 7-1 положение II при помощи ручного уп равления работой станка (эти цепи не указаны).
При работе станка сматываемая с рулона раската 28 бумага с нанесен ным на ее поверхность при помощи клеильного барабана 3 слоем клея н матывается на вал 7-1 в виде гильз и проклеивается. На каждом обороте гильзы на выходе импульсного датчи ка 6 частоты вращения гильзы выраб тывается один импульс, поступающий на вход 1 блока 8 формирования оди ночных импульсов, который вырабаты вает по переднему фронту этого импульса короткий и myльc с длительностью г, поступающий далее на вхо сброса счетчика 4 и pa3i em mvifi вх
Устройство снабжено блоком управления приводом поворота барабана, включающего блок 20 формирования одиночных импульсов, элемент И 21, триггер 22, конечный выключатель 23 положения барабана, выходной усилитель 24, привод 25 барабана, кипп-реле 26 и элемент И 27.
Вход блока 20 формирования одиночных импульсов связан с выходом триггера II, а выход - с одним из входов элемента И 21 (вход 1 блока управле-- ния приводом), второй вход которого связан с выходом триггера 12, а выход - с одним из входов дополнительного триггера 22. Второй вход последнего связан с конечным выключателем 23 положения барабана, а прямой выход через выходной усилитель 24 - с приводом 25 барабана. Инверсный выход триггера 22 связан с одним вхо0
5 0
5
0
3
0
5
входом элемента 27, выход которого (выход блока управления приводом) связан с третьим входом элемента И 5, Позицией 28 обозначен раскат, а позицией 29 - поворотный барабан с направляющими валами 7-1, 7-2, 7-3 в верхний нож 30.
Устройство работает следующим образом.
Перед началом изготовления в за- датчик 10 радиуса гильзы заносится число 3, пропорциональное радиусу гильзы 7 в заданных единицах (например, 0,1 мм) Триггер 11 устанавливается в состояние 1, а триггеры 12 и 22 - в состояние О по цепи сброса (цепь на фиг, не указана).
В начале работы полотно заправля- ятся на первый нймоточный вал 7-1.Затем по шине Пуск подается импульс, устанавливающий триггер 12 в состояние 1. Этим включается привод 16 намотки,
После этого производится поворот барабана 29 для установки вала 7-1 в положение II при помощи ручного управления работой станка (эти цепи не указаны).
При работе станка сматываемая с рулона раската 28 бумага с нанесенным на ее поверхность при помощи клеильного барабана 3 слоем клея наматывается на вал 7-1 в виде гильзы и проклеивается. На каждом обороте гильзы на выходе импульсного датчика 6 частоты вращения гильзы вырабатывается один импульс, поступающий на вход 1 блока 8 формирования одиночных импульсов, который вырабатывает по переднему фронту этого импульса короткий и myльc с длительностью г, поступающий далее на вход сброса счетчика 4 и pa3i em mvifi вход
4, чем осуяе- в него числа 3
реверсивного счетчика гтвляется перезапись из задатчика 10,
За каждьш оборот гильзы 7 на вход вычитания реверсивного счетчика 9 через элемент И 5 с выхода импульсного датчика 1 частоты вращения направ- ляю1Пего вала 2 поступают импульсы с периодом повторения Т , число N которых равно
Кг
С4
и
сч
R
а
Z,
где R, Rg - соответственно текущий радиус наматываемой гильзы и радиус направляющего вала 2; Z - разрешающая спосо бность импульсного датчика 1 .
Число ц будет вычитаться из числа, записанного из задатчика 10 в реверсивный счетчик 9 и равного заданному радиусу, гильзы. На следующем обороте гильзы цикл отсчета повторяется.
Когда на каком-либо из оборотов гильзы число импульсов, записанных на этом обороте в реверсивньтй счет- чик 9 по входу вычитания, становится равным числу N, записанном в начале оборота гильзы из задатчика 10 в реверсивный счетчик 9, на его выходе переполнения вырабатывается импульс переполнения с уровнем О.
Этот импульс поступает на вход элемента И 5 и исключает прохождение импульсов с выхода импульсного датчика 1 на вход вычитания реверсивного счетчика 9 и, тем самым, его переполнение. Кроме того, импульс переполнения поступает на входы триггеров 11 и 12 и устанавливает их в состояние О. Этим самым через выходной усилитель 15 поступает команда на привод 16 нам.уки для останова ст анка, а через выходной усилитель 18 - на привод 19 ножа для опускания и осуществления реза.и выталкивания гильзы 7-3, находящейся в положении III.
После опускания ножа 30 срабатывает конечный выключатель 14 и через элемент ИЛИ 13 устанавливает триггер 12 в состояние 1, включая привод 16 намотки. Станок запускается и производится намотка гильзы на намо
точный вал 7-2, находящийся в позиции I.
В счетчик 4 на каждом обороте гильзы записывается число импульсов датчика 2. При этом счетчик в начале оборота очищается импульсом с выхода блока 8 формирования одиночных импульсов.
10 отсутствует проскальзывание бумлг -. относительно направляющего вала 2 (т,е, заправка произведена качественно), за один оборот гильзы на выходе датчика 1 должно вьтрабо15 таться число импульсов N не меньше, чем
лт -
N - ,
I
где R-J - радиус намоточного вала 7. Если за один оборот гильзы на вхрд счетчика 4 поступает число импульсов Н : N , на выходе дешифратора I 7 вырабатывается импульс, устанавливающий триггер 11 в состояние 1. Этим самым через выходной усилитель 18 обесточивается привод 19 ножа, воз- вращаю0шй нож 30 и заправщик (не указан) в исходное состояние, соответствующее рабочему режиму намотки гильзы,
При установке триггера 11 в состояние l блок 20 вырабатывает на переднем фронте выходного импульса триггера короткий импульс, который устанавливает триггер 22 в состояние
.1 , так как на втором входе элемента И 21 присутствует уровень 1 с выхода триггера 12. Через выходной усилитель 24 включается привод 25 барабана. Начинается поворот барабана вместе с наматываемым на вал 7-2 полотном. Когда вал 7-2 устанавливается в положение II, замыкается на короткий промежуток конечный выключатель
23 и устанавливает триггер 22 в состояние О. Поворот барабана прекращается Цикл намотки повторяется.
Во время поворота барабана 29 на инверсном выходе триггера 22 присутствует уровень О. Следовательно, на выходе элемента И 27 также присутствует уровень О, закреплякщий прохождение импульсов с выхода датчика 1 через элемент И 5 и контроль ра- диуса гильзы.
После окончания поворота барабана 29 на выходе кипп-реле 26 появляет ся импульс О с длительностью настройки кипп-оеле (1-1,5 см), Следова
тельно, на это время на выходе элемента И 27 продо,пжается зфовенъ О, закрепляющий контроль радиуса.
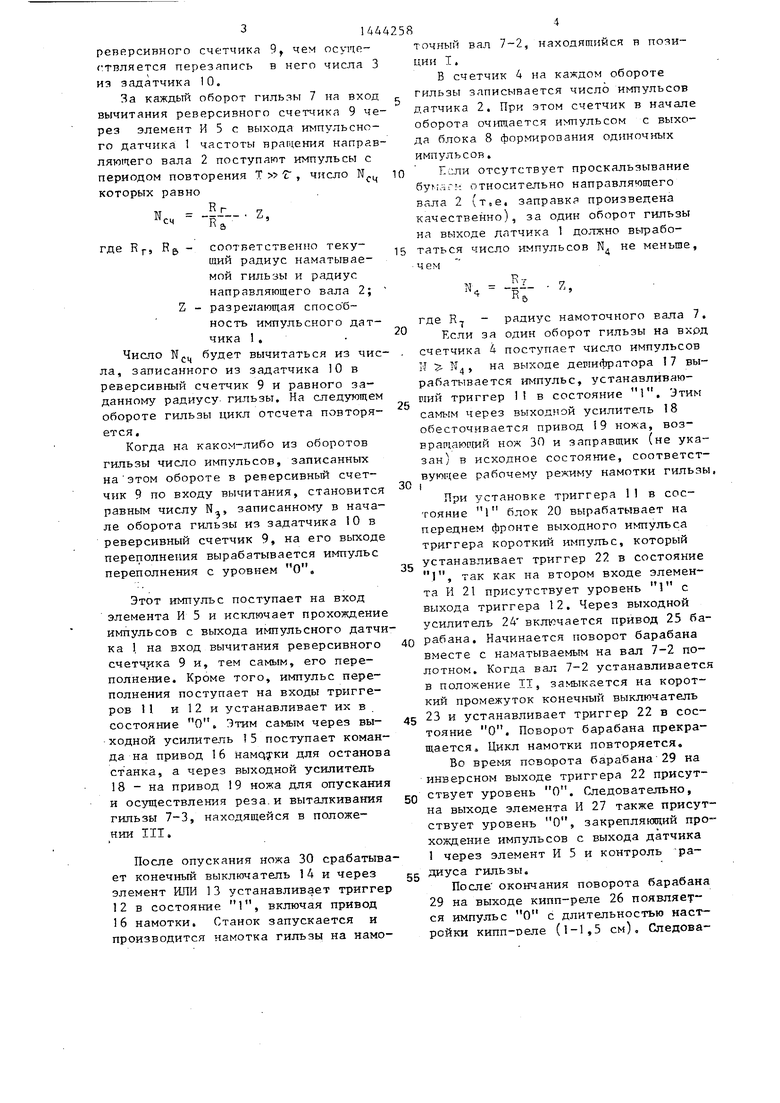
На фиг,2 приведена временная диаграмма состояния выходных сигналов элементов 22, 26 и 27 за один цикл намотки. Из диаграммы видно, что наличие кипп-реле 26 и элемента И 27 исключает контроль радиуса наматываемой гильзы во время поворота барабана 29 и в момент успокоения полотна бумаги после окончания поворота.
Предлагаемое устройство по сравнению с прототипом за счет введения новых элементов и связей позволяет автоматически управлять намоткой гильз, устраняя возможность поломки режущего механизма и контроль радиуса гильз в неустанавливаемом режиме протяжки бумаги. Этим повышается надежность работы и точность управления ,
Формула изобр етения
Устройство управления работой станка по производству гильз, содержащее датчик частоты вращени 1, гильзы, выход которого через блок форми- рования одиночных импульсов короткой длительности подключен к входу счетчика и разрешающему входу реверсивного счетчика, установочные входы которого связаны с задатчиком радиуса гильзы, а вычитающий вход - с выходом основного элемента И, первый вход которого связан с выходом датчика вала и счетным входом счетчик, второй вход одновременно соединен с .выходом реверсивного счетчикя и первым входом первого триггера, второй вход которого связан через элемент ИЛИ с конечным выключателем положения ножа и 1ЧИНОЙ Пуск, а выход первого триггера через первый усилитель связан с приводом намотки, дешифра- тор, входы которого связаны с выходами счетчика сброса а выход - с 0 первым входом второго триггера,второй вход которого связан с выходом Р еверсивного счетчика, а выход - через второй усилитель с приводом ножа, отлич ающееся тем, что, с
г целью повышения точности управления процессом изготовления гильз за счет предотвращения пбворота барабана при нижнем расположении режущего механизма и исключения контроля радиуса
20 гильзы при повороте барабана, оно дополнительно содержит два элемента И, первый вход первого элемента И подк лючен к выходу первого триггера, формирователь импульсов короткой дли5 тельности, входом подключенный к выходу второго триггера, а выходом - к второму входу первого элемента И, а также содержит третий триггер,кипп- реле , выходом подключенный к перво-
20 му Bxofjy второго элемента И, а входом - к первому выходу третьего триггера и к второму входу второго элемента И, выход которого подключен к основному элементу И, концевой выключатель, подключенный к первому входу третьего триггера, второй вход которого подключен к выходу первого элемента И, привод барабана, выходной усилитель, включенный между вторым выходом третьего триггера и входом
35
40
привода барабана.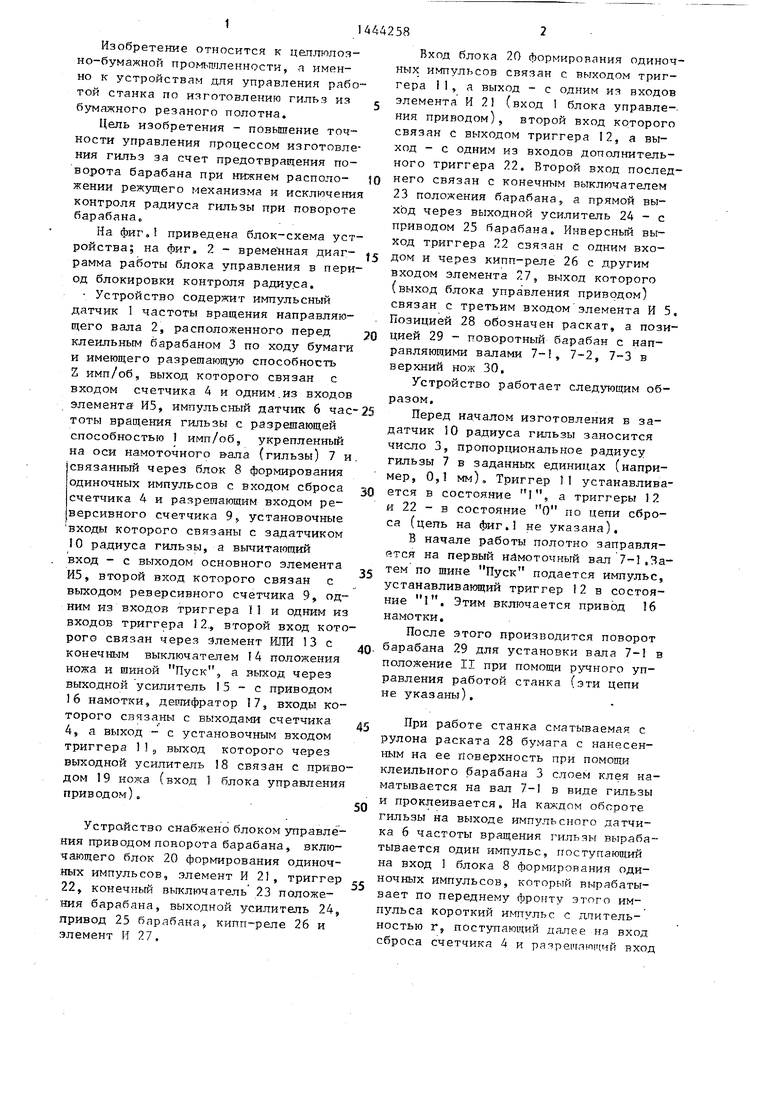
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления гильзоклеильным станком | 1985 |
|
SU1261878A1 |
| Устройство контроля заданного диаметра намотки | 1985 |
|
SU1281479A1 |
| Устройство управления гильзоклеильным станком | 1987 |
|
SU1535812A1 |
| Устройство контроля заданного диаметра намотки | 1983 |
|
SU1155552A1 |
| Устройство для контроля заданного диаметра намотки | 1986 |
|
SU1388374A1 |
| Устройство для управления скоростными режимами перемоточного станка | 1984 |
|
SU1236037A1 |
| Устройство для управления перемоточными станками | 1986 |
|
SU1622259A1 |
| Устройство для управления перемоточным станком | 1982 |
|
SU1087594A1 |
| Устройство для автоматического регулирования натяжения длинномерного материала при перемотке | 1985 |
|
SU1341138A1 |
| Устройство управления механизмом раскладки намоточного станка | 1982 |
|
SU1095254A1 |
Изобретение относится к устройствам для управления работой станка по изготовлению гильз из бумажного резаного полотна и может быть использовано в целлюлозно-бумажной прО1ФШ- ленности.. Цель изобретения - повьше- ниё точности управления процессом изготовления. Эта цель достигается тем, что устройство дополнительно содержит блок управления, входами подключенный к триггерам, а выходом соединенный с третьим входом основного элемента И. В начале работы полотно заправляется на первый намоточный вал, а затем подается команда на включение привода намотки. За каждый оборот гильзы на вход вычитания реверсивного счетчика через основной элемент И с выхода датчика частоты вращения направляющего вала поступают импульсы с периодом повторения Т €. Когда на каком-либо из оборотов гильзы число импульсов NCV, равно числу импульсов N,, на выходе переполнения реверсивного счетчика вырабатывается импульс переполнения с уровнем О - этим самым вырабатываются команды на привод намотки для останова станка, а также на привод ножа для опускания и осуществления реза и выталкивания гильзы. Данное устройство позволяет автоматически управлять намоткой гильз, устранять поломки режущего механизма и контроль радиуса гильз в неустанавливаемом режиме протяжки бумаги, . ил. (Л
Редактор И.Касарда
Составитель П.Мартынов Техред А.Кравчук
Заказ 6447/22
ТЙ раж 585
ВНИИПИ Государственного комитета СССР
по делам изсбретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг. г
Корректор М.Шароши
Подписное
| Устройство для управления гильзоклеильным станком | 1985 |
|
SU1261878A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
