ел
00 00 00 СлЭ
4
Изобретение относится к контрольно- измерительной технике текстильной и целлюлозно-бумажной промышленности.
Цель изобретения - повышение то чнос- ти контроля.
На чертеже представлена блок-схема устройства.
Устройство содержит нож -1, импульсные датчики 2 и 3 частоты вращения намоточного вала 4 гильзоклеильного станка, клеильный барабан 5, импульсные датчики 6 и 7 частоты вращения гильзы 8, счетный триггер 9, элемент И 10, элемент И-НЕ 11, задатчик 12 радиуса намотки, реверсивный счетчик 13, счетчики 14 и 15, RS-тригге- ры 16, 17 и 18, умножитель 19 частоты, элементы 2И-ИЛИ 20 и 21, индикатор 22 отказа датчика частоты враа1ения направляющего вала станка, индикатор 23 отказа датчика частоты вращения гильзы, механизм 24 останова станка и выключатель 25. На чертеже также показаны рулон 26, с которого сматывается бумага 27, при этом выходы датчиков 2 и 3 частоты вращения направляющего вала 4 соединены с одними входами элемента 2И-ИЛИ 20, другие входы которого подключены соответственно к инверсному и прямому выходам RS-триггера 18, выходы датчиков б и 7 частоты вращения гильзы 8 подключены к одним входам элемента 2И- ИЛИ 21, другие входы которого связаны соответственно с инверсным и прямым выходами RS-триггера 17, выход датчика 2 подключен к входу счета счетчика 14 и входу сброса счетчика 15, а выход датчика 6 через умножитель 19 частоты подключен к входу сброса счетчика 14 и к входу счета счетчика 15, выходы счетчиков 14 и 15 подсоединены к S-входам RS-триггеров 17 и 18 соответственно, R-входы которых соединены с S-Бходом RS-триггера 16 и подключены к первой клемме выключателя 25, вторая клемма которого подсоединена к источнику питания, а третья - к выходу элемента И-НЕ 11, входы которого связаны с выходами элемента 2И-ИЛИ 21, счетчика 13 и с инверсным выходом счетного триггера 9, причем выход счетчика 13 подключен также к входу элемента И 10, другие входы которого соединены соответственно с прямым выходом счетного триггера 9 и с выходом элемента 2И- ИЛИ 20, счетный вход триггера 9 подключен к выходу элемента 2И-ИЛИ 21, выход задатчика 12 радиуса соединен с установочным входом (предварительной записи) счетчика 13, вход разрешения записи которого подключен к S-входу триггера 16, а вход счетчика 13 соединен с выходом элемента И 10, инверсный выход счетчика 13 подключен к R-входу триггера 16, выход которого соединен с механизмом 24 останова станка, соединенным с ножом 1.
Устройство работает следующим образом.
При пуске устройства нажимают выключатель 25, при этом в счетчик 13 записывается код, пропорциональный заданному радиусу гильзы 8, а триггеры 16, 17 и 18 устанавливаются в исходное состояние, при котором с триггера 16 на механизм 24 останова поступает «1 и начинается намотка гильзы 8. Сигналы на счетчик 13 приходят с датчи- к а 2, а на счетный триггер 9 - с датчика 6. Разрешающая способность датчика 2 - Z импульсов на оборот, датчика 6 - один импульс на оборот. При исправных датчиках 2 и 6 на каждом четном обороте гильзы 8 триггер 9 устанавливается в такое состояние, при котором фронт импульса с его ин5 версного выхода, пройдя через открытый элемент И-НЕ 1 1, производит запись в счетчик 13 числа, пропорционального заданному радиусу гильзы 8. На каждом нечетном обороте гильзы 8 с прямого выхода триггера 9 снимается «1, открыт элемент И 10, и
0 импульсы с выхода датчика 2 через элементы 2И-ИЛИ 20 и И 10 поступают на счетный вход счетчика 13, работающего на вычитание. Если гильза 8 не достигла заданного радиуса, то в данном цикле счетчик 13 ке
5 проходит через нулевое значение кода, поэтому в следующем цикле в него опять записывается число, пропорциональное заданному радиусу гильзы 8 и так далее. При достижении гильзой 8 заданного радиуса код счетчика 13 проходит через нулевое значе0 ние и с его прямого выхода нулевой потенциал запирает элементы 10 и 11, а единичный потенциал с инверсного выхода счетчика 13 перебрасывает триггер 16, включается механизм 24 останова станка, намотка гильзы 8 прекращается и нож 1 отрезает бу5 магу 27.
За один оборот гильзы 8 датчик 2 выдаст число импульсов
N--Z
R4
где N - число импульсов, выданных датчиком 2 за оборот гильзы 8; Rg - текущий радиус гильзы 8; R4 - радиус направляющего вала 4; Z - разрешающая способность датчи- 5 2,
а с выхода умножителя 19 частоты за один оборот гильзы 8 снимается количество импульсов П|9, определяемое формулой
50
R4H 7 Z,
где Rsii - начальный радиус гильзы 8;
R4 - радиус направляющего вала 4;
Z - разрещающая способность дат- 55чика 2.
Таким образом, в начале намотки гильзы 8 частоты f: и f2 датчиков равны, а затем в процессе намотки гильзы 8 соотношение
частот fi/f2 возрастает, но при известном максимальном радиусе гильзы 8 это отношение не будет превышать отношения
Rs
где Rs - максимальный заданный радиус гильзы 8;
RsH - начальный радиус гильзы 8.
Емкости счетчиков 14 и 15 выбираются большими этого отношения. Таким образом, если на выходе переполнения любого из счетчиков 14 и 15 появляется сигнал, это свиде- дельствует о неисправности одного из датчиков 2 или 6, так как при исправных датчиках 2 и 6 соотношение частот fi/f2 увеличивается, но поскольку их входы счета и сброса соединены попарно, а емкость счетчиков выбрана большим этого соотношения, когда оно максимально, то полного заполнения счетчиков 14 и 15 при исправных датчиках 2 и 6 не произойдет. При неисправности датчика 2 импульсы на его выходе отсутствуют и в конце нечетного оборота гильзы 8 счетчик 15 заполнится, импульс переполнения перебросит триггер 18, сработает индикатор 22 отказа датчика 2 и произойдет переключение на съем информации с датчика 3 при помоши сигналов, поступающих на входы элемента 2И-ИЛИ 22 с инверсного и прямого выходов триггера 18. При неисправности датчика 6 к концу цикла заполнится счетчик 14, триггер 17 перебросится, сработает индикатор 23 отказа, сигнализируя о неисправности датчика 6, устройство переключится на работу с датчиком 7. При подключении к выходам датчиков 2 и 6 формирователей коротких импульсов по переднему фронту (не показаны) устройство реагирует на любые неисправности датчиков 2 и б, так как при любом постоянном входном потенциале на выходе такого формирователя логический «О, который не запреш,ает счетчикам 14 и 15 заполниться.
Формула изобретения
. Устройство для контроля заданного диаметра намотки преимущественно на гиль0
5
0
зоклеильном станке, содержащее импульсные датчики частоты вращения памоточно- го вала и гильзы, счетный триггер, вза- имоинверсные выходы которого подключены соответственно к первым входам э.темептов И и И-НЕ, вторыми входами связанных с прямым выходом реверсивного счетчика, установочным входом соединенного с выхадом на- датчика радиуса намотки, а инверсным выходом - с R-входом RS-триггера, выходом подключенного к входу механизма останова станка, при этом выход элемента И-НЕ через выключатель связан с S-входом RS-триггера и с разрешающим входом реверсивного счетчика, счетным входом соединенного с выходом элемента И, отличающееся тем, что, с целью повышения точности контроля, оно снабжено дополнительными импульсными датчиками частоты вращения намоточного вала и гильзы и RS-триггерами, счетчиками, элементами 2И-ИЛИ и умножителем частоты, при этом выход основного импульсного датчика частоты вращения намоточного вала связан со счетным входом первого и входом сброса второго счетчиков, выход основного импульсного датчика частоты вращения гильзы через умножитель частоты соединен с входом сброса первого и со счетным входом второго счетчиков, выходами связанных с S-входами соответствующих дополнительных RS-триггеров, выходы импульсных датчиков частоты вращения намоточного вала и взаимоинверсные выходы первого дополнительного RS-триггера через первый элемент 2И-ИЛИ связаны с третьим входом элемента И, а выходы импульсных дат- чиксв частоты вращения гильзы и взаимоинверсные выходы второго дополнительного 5 RS-триггера через второй элемент 2И-ИЛИ соединены с входом счетного триггера и с третьим входом элемента И-НЕ, причем R- входы дополнительных RS-триггеров объединены и связаны с S-входом RS-триггера. 2. Устройство по п. 1, отличающееся тем, что, с целью облегчения обслуживания устройства, оно снабжено индикаторами отказов, входами соединенными с инверсными выходами соответствующих дополнительных RS-триггеров.
5
0
0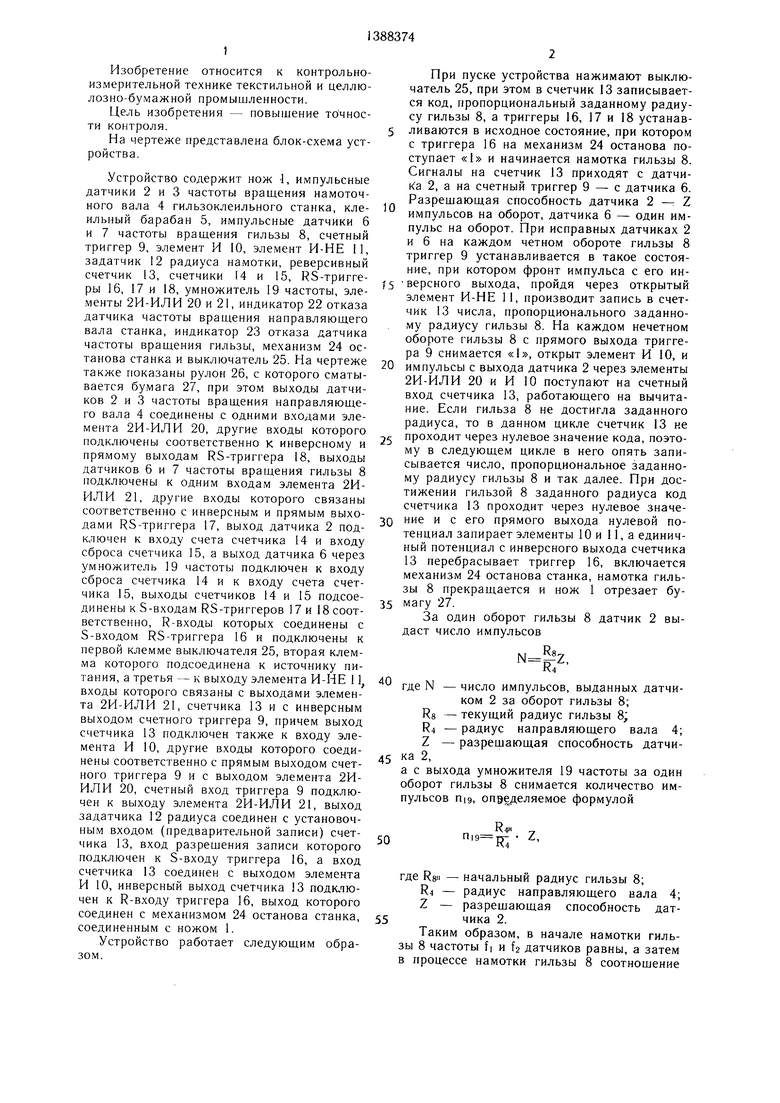
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления гильзоклеильным станком | 1987 |
|
SU1535812A1 |
| Устройство для управления гильзоклеильным станком | 1985 |
|
SU1261878A1 |
| Устройство управления работой станка по производству гильз | 1987 |
|
SU1444258A1 |
| Устройство управления гильзорезательным станком | 1987 |
|
SU1558671A1 |
| Намоточное устройство | 1981 |
|
SU994386A1 |
| Измеритель текущего значения радиуса рулона | 1980 |
|
SU883649A1 |
| Устройство контроля заданного диаметра намотки | 1983 |
|
SU1155552A1 |
| Устройство для управления намоточным станком | 1978 |
|
SU792342A1 |
| Устройство управления механизмом раскладки намоточного станка | 1982 |
|
SU1095254A1 |
| Устройство для перемещения магнитной ленты | 1990 |
|
SU1705865A1 |
Изобретение относится к контрольно- измерительной технике текстильной, целлю- люзно-бумажной и другой промышленности, где необходимо контролировать диаметр намотки длинномерного материала. Цель изобретения - повышение точности контроля. Устройство имеет дополнительные импульсные датчики 3, 7 частоты вращения намоточного вала 4 и гильзы 8. При потере работоспособности основных датчиков 2 и 6 частоты вращения намоточного вала и гильзы работоспособность устройства в целом не нарушается, т. к. посредством элементов 2И-ИЛИ 20 и 21 в работу включаются датчики 3 и 7. Элементы 2И-ИЛИ 20 и 21 переключаются на новый режим работы выходными сигналами триггеров 17 и 18, управляемых сигналами переполнения счетчиков 14 и 15. На выходе счетчиков 14 и 15 эти сигналы появляются только в том случае, если один из датчиков 2 или 6 теряет работоспособность. 1 3. п., 1 ил.
| Устройство контроля заданного диаметра намотки | 1983 |
|
SU1155552A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
