Изобретение относится к средствам автоматического управления оборудованием в целлюлозно-бумажной промышленности и может быть использовано, в частности, для управления работой станков по изготовлению гильз.
Цель изобретения - повышение точности контроля путем измерения диаметра гильзы за каждый ее оборот.
На чертеже представлена структурная схема предлагаемого устройства.
Устройство содержит импульсный датчик 1 частоты враш,ения направляюшего вала 2 гильзоклеильного станка, расположенного перед клеильным барабаном 3 по ходу движения полотна бумаги 4, разматываемого
10
вала импульсы поступают с периодом повторения , число Nc,( которых равно
и Рг 7
n..t - ,
.DB
где DI и DB - соответственно текущий диаметр наматываемой гильзы 6 и диаметр направляющего вала 2; Z - разрешающая способность импульсного датчика 1 частоты вращения направляющего вала.
Число N.-4 вычитается из числа, записанного из задатчика 10 в реверсивный счетс рулона 5 и наматываемого в гильзу 6. 15 чик 9 и равного заданному диаметру наОсь наматываемой гильзы 6 кипемати-матываемой гильзы 6.
чески связана с импульсным датчиком 7На следующем обороте гильзы 6 цикл
частоты вращения гильзы, выход которого посредством блока 8 формирования одиночных импульсов с длительностью т под20
отсчета повторяется. Когда на каком-либо из оборотов число импульсов Nc4 становится равным числу N.-j, записанному из
ключен к разрещающему входу реверсивно- задатчика 10 в реверсивный счетчик 9, на его го счетчика 9, установочный вход котороговыходе переполнения (Ро) вырабатывается
импульс переполнения (уровень «О).
Этот импульс поступает на второй вход элемента И 11 и исключает прохождение
связан с задатчиком 10 диаметра гильзы, а вычитающий вход - с выходом элемента И 11. Выход импульсного датчика
частоты вращения направляющего вала 2 25 импульсов с выхода импульсного датчика 2
соединен с первым входом элемента И 11, второй вход которого объединен с выходом реверсивного счетчика 9 и подключен к S-входу триггера 12, выход которого пос- . редством выходного усилителя 13 связан с
частоты вращения направляющего вала 2 на вход вычитания реверсивного счетчика 9 и, тем самым, его переполнение.
Импульс переполнения, поступая на S- вход триггера 12, устанавливает его в сосприводом 14 намотки и приводом 15 ножа, 30 тояние «1 и через выходной усилитель 13
35
а R-вход триггера 12 соединен с шиной 16 «Пуск.
Устройство работает следующим образом.
Неред пуском станка в задатчик 10 диаметра гильзы заносится число N3, пропорциональное диаметру гильзы 6 в заданных единицах, например миллиметрах. При работе станка сматываемое с рулона 5 полотно бумаги 4 с нанесенным на ее поверхность при помощи клеильного барабана 40 3 слоем клея наматывается на гильзу 6 и проклеивается.
В связи с возможной неравномерностью толщины полотна бумаги и слоя клея по длине толщина каждого витка гильзы 6 может быть не одинакова. На каждом обо- 45 роте 6 на выходе импульсного датчика 7 частоты вращения гильзы вырабатывается один импульс, поступающий на вход блока 8 формирования одиночных импульсов, который вырабатывает по переднему фронту этого импульса короткий импульс с длительностью т, поступающий далее на разре- щающий вход реверсивного счетчика 9, что осуществляет перезапись в него числа Ns из задатчика 10 диаметра гильзы.
За каждый оборот гильзы 6 на вход вычитания реверсивного счетчика 9 через элемент И 11 с выхода импульсного датчика 1 частоты вращения направляющего
50
55
на привод ножа 15 и привод 14 намотки поступает сигнал для останова станка, разреза полотна бумаги 4 и выталкивания гильзы 6.
Блокировка элемента И 1 1 выходным сигналом реверсивного счетчика 9 обеспечивает длительное запоминание триггером 12 состояния совпадения фиксатического диаметра гильзы 6 с заданием задатчика 10.
При пуске станка импульсо.м по шине 16 «Пуск на R-вход триггера 12 подается сигнал, обеспечивающий его инвертирование и возвращение схемы в исходное состояние, соответствующее рабочему режиму намотки гильзы 6.
Далее цикл намотки гильз повторяется
Формула изобретения
Устройство контроля заданного диаметра намотки, преимущественно на гиль- зоклеильном станке, содержащее импульсный датчик частоты вращения гильзы, импульсный датчик частоты вращения направляющего вала гильзоклеильного станка с периодом повторения импульсов - Т, подключенный к первому входу элемента И, выход которого связан с. вычитающим входом реверсивного счетчика, установочный вход которого соединен с задатчиком диавала импульсы поступают с периодом повторения , число Nc,( которых равно
и Рг 7
n..t - ,
.DB
где DI и DB - соответственно текущий диаметр наматываемой гильзы 6 и диаметр направляющего вала 2; Z - разрешающая способность импульсного датчика 1 частоты вращения направляющего вала.
Число N.-4 вычитается из числа, записанного из задатчика 10 в реверсивный счетчик 9 и равного заданному диаметру наимпульсов с выхода импульсного датчика 2
частоты вращения направляющего вала 2 на вход вычитания реверсивного счетчика 9 и, тем самым, его переполнение.
Импульс переполнения, поступая на S- вход триггера 12, устанавливает его в состояние «1 и через выходной усилитель 13
на привод ножа 15 и привод 14 намотки поступает сигнал для останова станка, разреза полотна бумаги 4 и выталкивания гильзы 6.
Блокировка элемента И 1 1 выходным сигналом реверсивного счетчика 9 обеспечивает длительное запоминание триггером 12 состояния совпадения фиксатического диаметра гильзы 6 с заданием задатчика 10.
При пуске станка импульсо.м по шине 16 «Пуск на R-вход триггера 12 подается сигнал, обеспечивающий его инвертирование и возвращение схемы в исходное состояние, соответствующее рабочему режиму намотки гильзы 6.
Далее цикл намотки гильз повторяется
Формула изобретения
Устройство контроля заданного диаметра намотки, преимущественно на гиль- зоклеильном станке, содержащее импульсный датчик частоты вращения гильзы, импульсный датчик частоты вращения направляющего вала гильзоклеильного станка с периодом повторения импульсов - Т, подключенный к первому входу элемента И, выход которого связан с. вычитающим входом реверсивного счетчика, установочный вход которого соединен с задатчиком диа1281479
34
метра гильзы, а выход реверсивного счет-каждый ее оборот, оно снабжено блоком чика подключен к второму входу эле-формирования одиночных импульсов с дли- мента И и S-входу триггера, выходом под-тельностью импульсов т, вход которого подключенного через усилитель к приводу но-ключен к импульсному датчику частоты вра- жа гильзоклеильного станка, отличающеесящения гильзы, а выход - к разрешаю- тем, что, с целью повышения точности кон- щему входу реверсивного счетчика, при этом троля путем измерения диаметра гильзы .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления гильзоклеильным станком | 1985 |
|
SU1261878A1 |
| Устройство контроля заданного диаметра намотки | 1983 |
|
SU1155552A1 |
| Устройство управления гильзоклеильным станком | 1987 |
|
SU1535812A1 |
| Устройство управления работой станка по производству гильз | 1987 |
|
SU1444258A1 |
| Устройство для контроля заданного диаметра намотки | 1986 |
|
SU1388374A1 |
| Устройство для управления перемоточным станком | 1982 |
|
SU1087594A1 |
| Устройство управления перемоточным станком | 1981 |
|
SU996580A1 |
| Устройство для управления скоростными режимами перемоточного станка | 1984 |
|
SU1236037A1 |
| Устройство для управления двухлучевым осевым накатом | 1988 |
|
SU1548148A1 |
| Устройство для управления режимами работы перемоточных станков | 1984 |
|
SU1227584A1 |
Изобретение относится к средствам автоматического управления оборудованием в целлюлозно-бумажной промышленности. Цель изобретения - повышение точности контроля путем измерения диаметра гильзы за каждый оборот. Устройство содержит импульсные датчики I и 7 соответственно частоты врашения направляюш.его вала 2 и гильзы 6. Блок 8 формирования одиночных импульсов по переднему фронту сигнала импульсного датчика 7 частоты, вращения гильзы 6 формирует импульс длительностью т, который подается на раз- решаюший вход реверсивного счетчика 9, чем осуществляется перезапись в него числа с за- датчика 10 диаметра гильзы. Через элемент И 11 на вход вычитания реверсивного счетчика 9 с выхода импульсного датчика 1 частоты вращения направляюш,его вала поступают импульсы с периодом повторения . При достижении на каком- либо обороте гильзы 6 числа импульсов с импульсного датчика 1 частоты врашения направляюш.его вала 2 заданного значения на выходе переполнения реверсивного счетчика 9 появляется сигнал, изменяющий состояние элемента И 11 и триггера 12, выходной сигнал которого посредством выходного усилителя 13 воздействует на отключение привода 14 намотки и срабатывание привода ножа 15. Последующий цикл работы станка осуществляется путем подачи сигнала на шину 16 «Пуск I ил. i сл to 00 (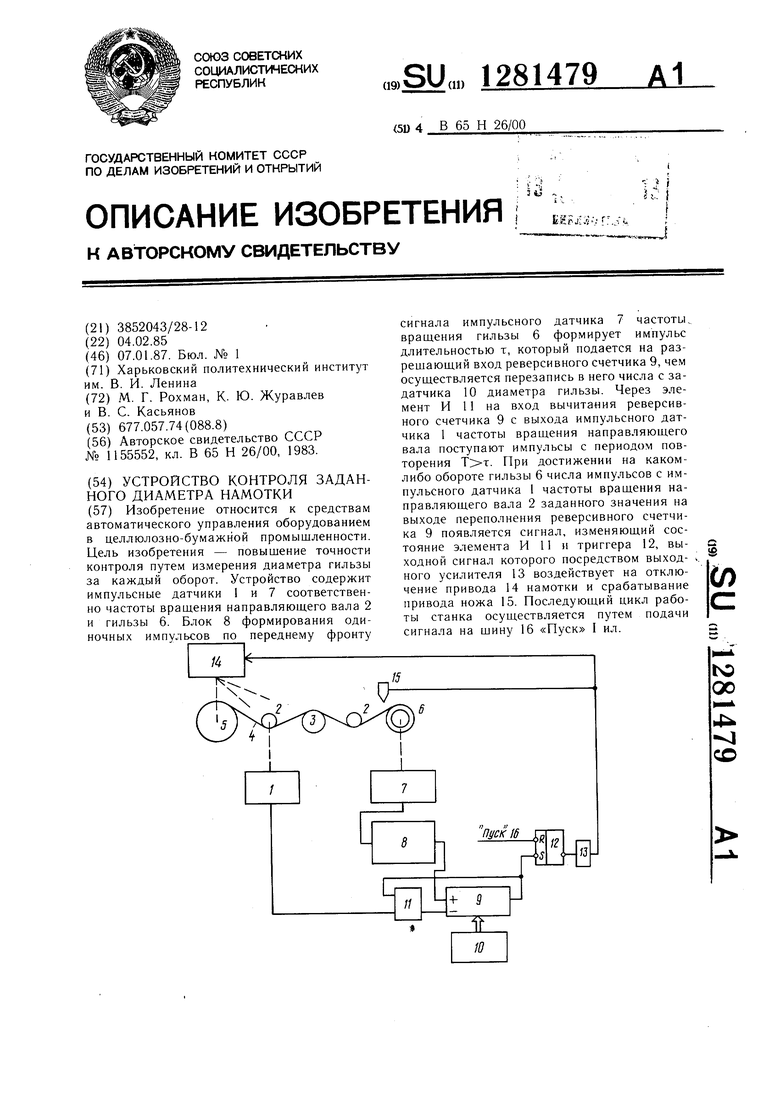
| Устройство контроля заданного диаметра намотки | 1983 |
|
SU1155552A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
