/5
XVNNX
S
8 пп ;
сд
00
о tc
Изобретение относится к обработке металлов резанием, в частности к ре- .жущему инструменту.
Цель изобретения - повышение на- г дежности за счет усиления жесткости.
На чертеже изображена конструкция резца.
Шпиндель 1 установлен в корпусе 2 на подшипниковых, опорах, которые Ю содержат, например, три подшипника: игольчатый 3, упорный 4 и радиально- упорный 5, Для регулирования - натяга служит, гайка 6 с контргайкой, которые закрыты крьплкой 7. Через15
отверстие в шпинделе проходит оправка 8, которая на одном конце снабжена буртом 9 с плоским торцом, а на другом - резьбой, на которую навинчена гайка 10,20
На оправке 8 установлены цанги 11 и 12 в виде разрезных конических колец, которые своими торцами большего иаметра обращены к бурту 9 оправки, Цанга 11 упирается своим торцом в торец бурта 9 и на ней установлена круглая режущая пластина 13, которая снабжена коническим отверстием и контактирует с большим торцом цанги 12. Эта цанга установлена в шпинделе 1 и. своим меньшим торцом взаимодействует с размещенным в шпинделе упругим элементом 14, например, в виде . комплекта тарельчатых пружин.35
Режущую пластину закрепляют в шпинделе следующим образом.
На оправку 8, соблюдая указанное взаимное расположение, последовательно устанавливают цангу 11, режущую 40 пластину 13 и цангу 12. Затем оправку резьбовым концом вводят в шпиндель и на нее навинчивают гайку 10. При этом до тех пор, пока усилие затяжки на превышает усилие, действующее на 45 цангу 12 со сторот упругого элемента 14, осурдествляется зажим режущей пластины 13. между буртом 9, цангой 11 и цангой 12, в результату чего создается жесткое соединение между оправ 50 кой 8 и режущей пластиной 13 и обеспечивается их соосное взаимное расположение. Необходимая жесткость этого соединения достигается соответствующим выбором упругого элемента 55 14, т.е. установкой в шпинделе ком- |
ВНИИШ Заказ 6688 Л 5 Тираж
плекта тарельчатых пружин с определеной податливостью,
При дальнейшем завинчивании гайки 10 упругий элемент 14 деформирует и оправка 8 с установленными на ней цангами и режущей пластиной перемещается вдоль оси шпинделя. При взаимодействии цанги 12 с коническим отверстием в шпинделе указанное перемещение оправки вызывает сжатие этой цанги до устранения зазора между ними и позволяет создать необходимый натяг между шпинделем, цангой и опракой. Кроме того, осевое перемещение цанги 12 вызывает деформацию шпинделя I в радиальном направлении и позволяет тем самым регулировать натяг в подшипниковой опоре.
Благодаря этому обеспечиваются требуемая жесткость шпиндельного узла и точное центрирование режущей пластины.относительно оси вращения шпинделя, которое не может быть нарушено сипами резания вследствие беззазорного сопряжения всех элементов между пластиной и шпинделем, и созданием между ними гарантированного натяга. Это сопряжение легко, без повреждения посадочных мест, разбирается при замене пластины. При этом обеспечивается более высокая надежность предлагаемого резца по.сравнению с известными.
Формула изобретен И я Ротационный резец, содержащий корпус, смонтированный в нем шпиндель, в отверстии которого установлена оправка с режущей пластиной и зажимными элементами, отличающий с я тем, что, с целью повышения надежности за счет усипения жесткости, оправка выполнена со стороны режущей пластины с буртом, а резец снабжен размещенным в отверстии шпинделя упругим элементом и установленными на оправке двумя цангами, одна из которых предназначена для взаимодействия с торцом бурта оправки и поверхностью отверстия режущей л пластины, другая - для взаимодействия боковой поверхностью с поверхностью отверстия шпинделя и торцами с режущей пластиной и упругим элементом. 880Подписное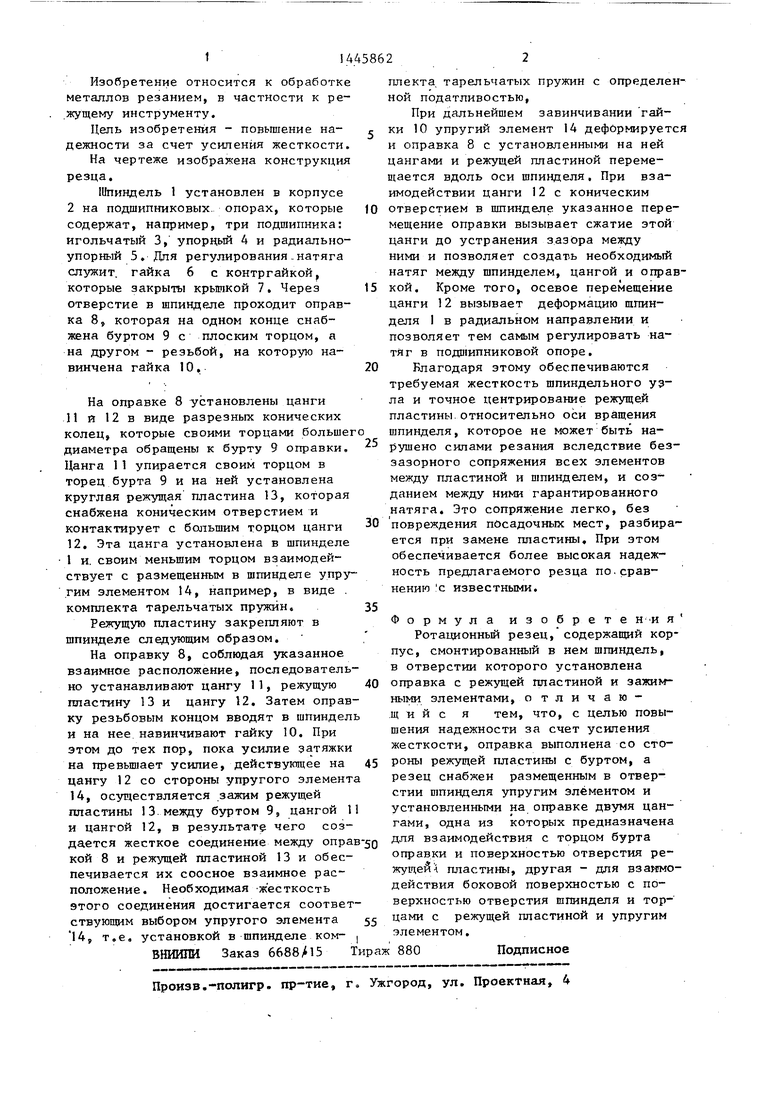
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для расточки и подрезки торцев | 1984 |
|
SU1291295A1 |
| Устройство для ротационного резания | 1983 |
|
SU1144778A1 |
| Устройство для предохранения инструмента от поломок | 1988 |
|
SU1537403A1 |
| Ротационный резец | 1983 |
|
SU1144777A1 |
| Ротационный резец | 1983 |
|
SU1502208A1 |
| РАСТОЧНАЯ ГОЛОВКА | 2007 |
|
RU2349426C2 |
| Сборный режущий инструмент | 1983 |
|
SU1085686A1 |
| РАСТОЧНАЯ ОПРАВКА | 2010 |
|
RU2440216C1 |
| Расточная оправка | 1973 |
|
SU471185A1 |
| Устройство для подачи сверла при глубоком сверлении | 1983 |
|
SU1142232A1 |
Изобретение относится к обработке металлов резанием, в частности к режущему инструменту. Целью изобретения является повьшекие надежности режущего элемента за счет усиления жесткости. На оправке 8 со стороны режуп1ей пластины 13 выполнен бурт 9. Оправка 8 размещена в отверстии шпинделя 1, который смонтирован на опорах в корпусе 2. На оправке 8 установлены цанги 11 и 12, Первая взаимодействует с буртом 9 оправки и поверхностью отверстия режущей пластины 13. Вторая взаимодействует одним из своих торцов с торцом режущей пластины 13, а другая - с упругим элементом 14, а поверхность цанги 12 предназначена с поверхностью отверстия шпинделя . При за- ёинчиван ш гайки 10, размещенной на резьбовом конце оправки 8, упругий элемент 14 деформируется, и оправка с цангами и режуцей пластиной.. 13 перемещается вдоль оси шпинделя. Осуществляется зажим пластины, и происходит выборка зазоров между шпинделем, цангами, оправкой и режущей пластиной. 1 ил. (Л
| Коновалов Е.Г | |||
| и др | |||
| Прогрессивные схемы ротационного резания металлов | |||
| - М.: Наука и техника, 1972, с | |||
| Приспособление для градации давления в воздухопроводе воздушных тормозов | 1921 |
|
SU193A1 |
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
