17 Щ
СП
00
Ю
;/
Изобретение относится к области пайки и может быть использовано при контейнерной пайке сложных сотовых конструкций с развитой паяемой поверхностью преимущественно несимметричных сотовых панелей,
Цель изобретения - повышение точности изготовления сотовых панелей и производительности процесса.
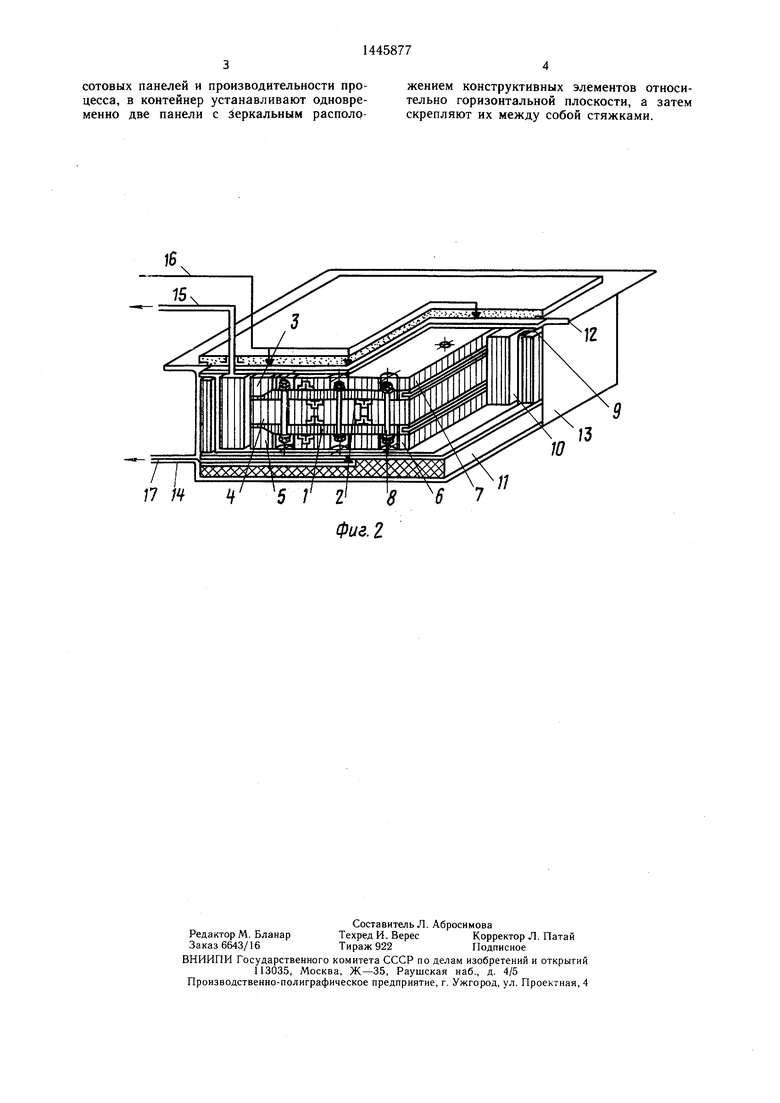
На фиг. 1 показана схема пайки двух
симметрично расположенных в два слоя панелей, скрепленных между собой технологическими лентами по периметру; на фиг. 2 - схема пайки двух симметрично расположенных в два слоя панелей, конструкция которых позволяет производить их сборку между со- бой с помощью болтового соединения.
Панели 1 и 2 собраны с деталями 3-7 технологического заполнителя, скреплены между собой технологическими стяжками 8, размещены и загерметизированы сваркой 9 во внутреннем контейнере 10. Последний размещен на графитовой плите 11 и загерметизирован сваркой 12 в наружном контейнере 13.
Контейнеры 10 и 13 через трубопроводы 14 и 15 автономно вакуумируются и запол- няются аргоном. Контроль температуры ведется с помощью термопар 16 и 17.
Способ осуществляют следующим образом.
В контейнер устанавливают одновременно две панели с зеркальным расположением конструктивных элементов относительно горизонтальной плоскости, а затем скрепляют их между собой стяжками.
После этого производят последующие операции. Материал для скрепляющих элементов используют с коэффициентом линей- кого расщирения таким же, как и у материала панелей.
При пайке панелей, расположенных симметрично, в два слоя, деформации одной панели относительно другой, возникающие в результате релаксации и перераспределения внутренних напряжений симметричны и имеют противоположные направления, так как в симметрично расположенных панелях распределение жесткости по площади пане- лей и распределение внутренних напряжений от предыдущих формообразующих операций соответственно симметрично, а крепежные технологические стяжки, которыми панели скреплены между собой, ограничивают величину деформации, что приводит к более эффективному подавлению возможных деформаций.
Однако, если сборка двух nai.e.nr ; (,-ли- чается от симметричной, то отьоси :е тьная направленность деформаций панелек :, р.яспэ- ложенны.ч в два слоя, становится неопре- деленной, ч о не гарантирует возникновение механизма подавления деформаций. Отсутствие операции крепления панелей между
0
5
0
5
о
5
0 . g
5
собой исключает эффективное подавление возникающих деформаций.
Пример. Пайке подвергаются сотовые панели воздухозаборника с габаритами 17X980X1200 мм, состоящие из двух листов с набором жесткостей и сотового заполнителя. Панели имеют сложную конфигурацию и переменную толщину.
Листы изготовлены из стали толщиной 0,8 мм, сотовый заполнитель из ленты стали толщиной 0,06 мм. Между сотовым заполнителем и листами помещают припой ВПР-13 толщиной 0,05 мм.
Сотовые панели собирают с технологическим заполнителем для выравнивания пакета по толщине и скрепляются между собой технологическими стяжками из стали.
Панели располагают так, что одна панель является зеркальным отражением другой, симметрично относительно горизонтальной плоскости.
После сборки панели помещают в герметизируемый внутренний мягкий контейнер, а затем в герметизируемый наружный контейнер с графитовым основанием. Герметичные контейнеры вакуумируют, затем заполняют аргоном.
Нагрев панелей до температуры пайки 960°С осуще.твляют в камерной электрической печи при абсолютном давлении аргона в наружном контейнере 0,08 МПа, во внутреннем 0,073 МПа. После пайки панели охлаждаются.
Опытные панели, изготовленные по предлагаемому способу, имеют точность изготовления в пределах допуска. Снижаются трудоемкость изготовления панелей и возрастает производительность.
Панели, изготовленные известным способом, имеют значительные отклонения от допускаемых геометрических размеров, что вызывает необходимость правки их и индивидуальной подгонки при монтаже.
За счет сни/кения трудоемкости при опытной пайке панелей общая производительность труда увеличивается примерно в 2,5 раза.
Использование способа позволяет обеспечить более точное изготовление сотовых панелей, повыщение производительности процесс;- примерно в 2,5 раза, уменьщить количество и упростить оснастку и уменьщить расход электроэнергии.
Формула изобретения
Способ пайки сотовых панелей, включающий сборку панелей с элементами технологического заполнителя, нанесение припоя, размещение панели во внутреннем контейнере, затем в наружном контейнере с графитовым основанием, вакуумирование, нагрев до температуры пайкч, пайку и последующее охлаждение, отличающийся тем, что, с целью повышения точности изготовления
сотовых панелей и производительности процесса, в контейнер устанавливают одновременно две панели с Зеркальным расположением конструктивных элементов относительно горизонтальной плоскости, а затем скрепляют их между собой стяжками.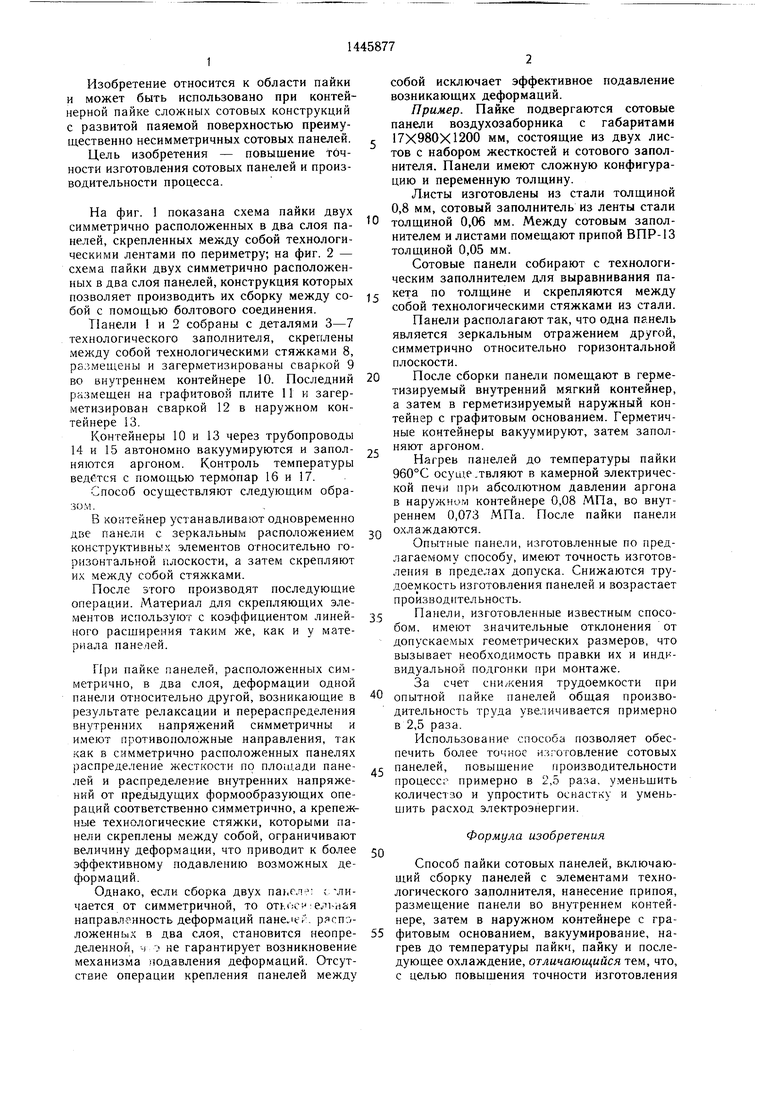
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления панели сложного профиля | 2002 |
|
RU2220849C2 |
| СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 1970 |
|
SU281167A1 |
| ПАНЕЛЬ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2035563C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
| Способ изготовления пластинчатых теплообменных аппаратов | 2022 |
|
RU2789573C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ ЗВУКОПОГЛОЩАЮЩЕЙ ПАНЕЛИ | 2012 |
|
RU2504477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННОЙ СОТОВОЙ СТРУКТУРЫ | 1994 |
|
RU2112119C1 |
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2013 |
|
RU2544690C1 |
| ОПОРНЫЙ УЗЕЛ СОТОВОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ОПОРНОГО УЗЛА | 2020 |
|
RU2747562C1 |
Изобретение итносится к пайке и может быть, использовано при контейнерной пайке сложных сотовых конструкций с развитой паяе.мой поверхностью преимущественно несимметричных сотовых панелей. Цель - повышение точности изготовления сотовых панелей и производительности процесса. Способ пайки сотовых панелей включает сборку панели 1 с деталями 3-7 технологического заполнителя, нанесение припоя, рЁЗмеш.ение панели во внутреннем контейнере 10, герметизацию его сваркой 9. затем разь.гщение внутреннего контейнера в наружн.ый контейнер 13 на графитовое основание 11, герметизацию наружного контейнера сваркой 12, вакуумирование и создает в контейнерах необходимой среды и создание разряжения, нагрев в печи до температуры пайки, затем о.клаждение. Дополнительно после операции сборки панели выполняют операцию сборки следующей па не,1И 2, являющейся зеркальным отражением предыдущей, совместно с панелью ) и дета- ля.ми 1-7 технологического заполнителя с размещением в зоне пайки прииоя, затем скрепляют панели между co6o;i технологическими стяжками 8 симметрично, образуя два слоя панелей, после чего гфоизводят последующие операции. Для технологических скрепляющих элементов используют материал с коэффициентом линейного расширения не более, чем у материала панелей. 1 с.п. ф-лы, 2 ил. со trfKKS агзсглз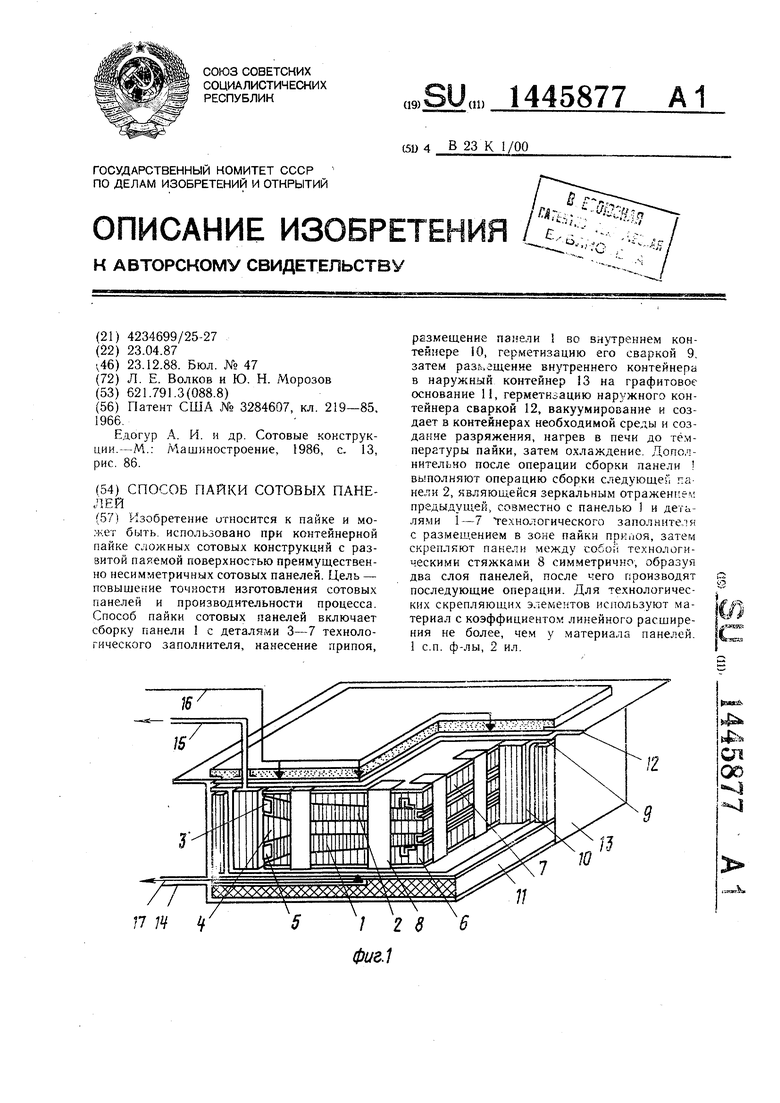
ю
13
//
| Патент США № 3284607, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
| Едогур А | |||
| И | |||
| и др | |||
| Сотовые конструкции.-М.: Машиностроение, 1986, с | |||
| Насос | 1917 |
|
SU13A1 |
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
